

Допуски цилиндричности шеек вала под подшипники по гост 3325-85
Интервалы посадочных диаметров, мм |
Допуски цилиндричности посадочных поверхностей, сопряженных с подшипниками, мкм |
|
валов |
корпусов |
|
Св. 18 до 30 |
3,5 |
5,0 |
Св. 30 до 50 |
4,0 |
6,0 |
Св. 50 до 80 |
5,0 |
7,5 |
Св. 80 до 120 |
6,0 |
9,0 |
Св. 120 до 180 |
6,0 |
10,0 |
Св. 180 до 250 |
7,0 |
11,5 |
Таблица 14
Допуски торцевого биения заплечиков валов для подшипников [3, с. 103]
Интервалы посадочных диаметров, мм |
Допуски торцевого биения посадочных поверхностей, сопряженных с подшипниками класса точности 0, мкм |
|
валов |
корпусов |
|
Св. 18 до 30 |
21 |
33 |
Св. 30 до 50 |
25 |
39 |
Св. 50 до 80 |
30 |
46 |
Св. 80 до 120 |
35 |
54 |
Св. 120 до 180 |
40 |
63 |
Св. 180 до 250 |
46 |
72 |
шероховатость посадочного цилиндра шейки вала под подшипник Ra 1,6 (при dПК < 80 мм) или Ra 3,2 (при dПК > 80 мм) [3, с. 102]. Торцевые поверхности вала, соприкасающиеся с подшипниками, обрабатывают с той же шероховатостью или на 1 класс шероховатости ниже.
На остальные (свободные) поверхности устанавливают шероховатость Ra 6,3. Допуски на размеры, а также допуски формы и расположения этих поверхностей не назначают.
Таблица 15
Шероховатость поверхностей витков Ra [3, с. 152]
Поверхность |
Степень точности червячной передачи |
|||
6 |
7 |
8 |
9 |
|
Рабочие поверхности витков |
0,4…0,8 |
0,8…1,6 |
||
Цилиндр выступов |
1,6 |
1,6…3,2 |
3,2 |
|
На чертежах шероховатость поверхностей деталей проставляют в соответствии с ГОСТ 3.309-73. Если конструктор регламентирует способ обработки поверхности детали по данному чертежу, то используется знак шероховатости с треугольником (рисунок 18, а). Если какая-то поверхность по данному чертежу не обрабатывается, то знак шероховатости содержит окружность, помещенную в угол знака (см. рисунок 18, б).
Рисунок 18 – Обозначение шероховатости на чертежах
Наиболее предпочтительным является знак в виде математического корня квадратного (рисунок 18, в). Этот знак шероховатости проставляют, если конструктор не регламентирует вид обработки поверхности детали. Шероховатость одного класса большинства поверхностей червяка проставляют в правом верхнем углу формата.
Непосредственно над основной надписью на чертеже, но не ближе 10 мм к ней (правый нижний угол формата) располагают технические требования к изготовлению червяка. Согласно ГОСТ 2.105-95 заголовок «Технические требования» не пишут, шрифт – не менее 3,5 мм. Ширина поля «Технических требований» равна 185 мм. Примерная структура технических требований к изготовлению червяков:
220… 240 НВ (указывают твердость ненарезанной части червяка и его сердцевины);
– витки – h 1,0…1,5; 50…52 HRC (это означает, что рабочие поверхности на глубине 1,0…1,5 мкм должны иметь твердость 50…52 HRC);
– 55 k6 – h 0,3…0,4; 45…48 HRC (имеется в виду, что поверхности шеек под подшипники диаметром 55 с полем допуска k6 должны иметь твердость 45…48 HRC на глубине 0,3…0,4 мкм).
Рабочую поверхность витков полировать.
Радиусы закруглений 5 мм (имеются в виду те радиусы, которые не указаны на чертеже).
Точность червяка по ГОСТ 3675–81 (указывают стандарт, регламентирующий степень точности изготовления передачи).
Обработка в центрах. Отв. центр. В 6,3 по ГОСТ 14043-74 с двух сторон. (Если в качестве основной базы червяка назначены оси шеек под подшипники, то этого технического требования на чертеже не будет. Отверстия изготавливают по стандарту, и поэтому вычерчивать их не надо).
Общие допуски ГОСТ 30893.2-mK (имеется в виду, что m – средний класс точности общих допусков линейных размеров по #M12291 1200032262ГОСТ 30893.1#S, K - класс точности общих допусков формы и расположения по ГОСТ 30893.1).
Размеры центровых отверстий приведены в таблице 16, а вид центровых отверстий формы В и F – на рисунке 19.

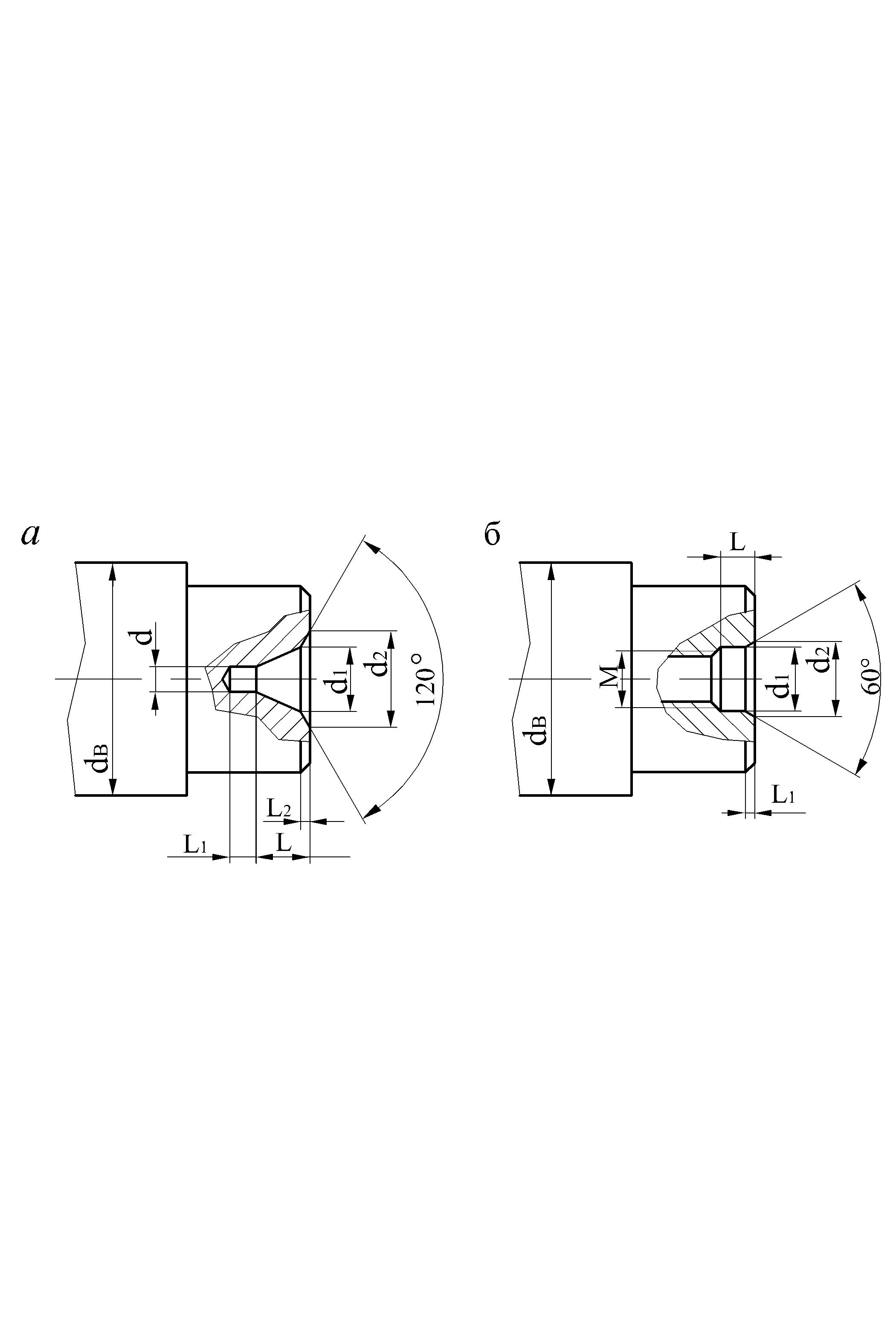
Рисунок 19 – Отверстия центровые:
а – форма В; б – форма F
Центровые отверстия формы B применяют в случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях.
Условное обозначение центровых отверстий следует выбирать по столбцу «d» (таблица 16). Пример обозначения центрового отверстия формы B диаметром 4,0 мм: Отв. центр. В4 ГОСТ 14034-74.
Таблица 16
Размеры центровых отверстий формы B
dB , мм |
d, мм |
d1 , мм |
d2 , мм |
L , мм |
L1 , мм |
L2 , мм |
20 |
3,15 |
6,7 |
10,0 |
4,03 |
3,9 |
0,9 |
30 |
4,00 |
8,5 |
12,5 |
5,06 |
5,0 |
1,2 |
40 |
(5,00) |
10,6 |
16,0 |
6,41 |
6,3 |
1,6 |
60 |
6,30 |
13,2 |
18,0 |
7,36 |
8,0 |
1,8 |
80 |
(8,00) |
17,0 |
22,4 |
9,35 |
10,1 |
2,0 |
100 |
10,00 |
21,2 |
28,0 |
11,70 |
12,8 |
2,5 |
120 |
12,00 |
25,4 |
33,0 |
13,80 |
14,6 |
3,0 |
Центровые отверстия формы F (таблица 17) применяют для монтажных работ, например для крепления торцевых шайб, а также для транспортирования, хранения и термообработки валов в вертикальном положении.
Таблица 17
Размеры центровых отверстий формы F
dB , мм |
М |
d1 , мм |
d2 , мм |
L , мм |
L1 , мм |
20 |
М8 |
8,4 |
12,5 |
7,0 |
3,5 |
25 |
М10 |
11,0 |
15,6 |
9,0 |
4,0 |
32 |
М12 |
13,0 |
18,0 |
10,0 |
4,3 |
40 |
М16 |
17,0 |
22,8 |
11,0 |
5,0 |
63 |
М20 |
21,0 |
28,0 |
12,5 |
6,0 |
100 |
М24 |
25,0 |
36,0 |
14,0 |
9,5 |
160 |
М30 |
31,0 |
44,8 |
18,0 |
12,0 |
Условное обозначение этих отверстий следует выбирать по столбцу «M» (таблица 17). Пример обозначения центрового отверстия формы F с резьбой М10: Отв. центр. F M10 ГОСТ 14034-74.