

Базирование. Допуски на размеры. Допуски формы и расположения, шероховатость поверхностей червяка
Червяки можно изготавливать несколькими способами в зависимости от назначенной конструктором основной базы и технологического оборудования (конструкторская база может не совпадать с технологической базой):
основная база – ось центров (рисунок 16);
основная база – оси шеек под подшипники (рисунок 17).
Если основная база червяка – ось центров, то технологию изготовления червяков можно представить в виде следующих укрупненных операций:
заготовку (круглый прокат) подвергают механической обработке по торцам;
изготовляют центровые отверстия и зажимают заготовку в центрах;
механически обрабатывают участок будущих витков по цилиндру выступов с шероховатостью Ra 3,2 (поле допуска h7). Допуск радиального биения на цилиндр выступов определяется степенью точности изготовления червяка и размером делительного диаметра (таблица 12);
нарезают витки согласно таблице параметров, приведенной на чертеже червяка;
обрабатывают остальные поверхности червяка согласно чертежу. Допуски формы и расположения проставляют только на посадочные поверхности в полном соответствии с ГОСТ 24642-81.
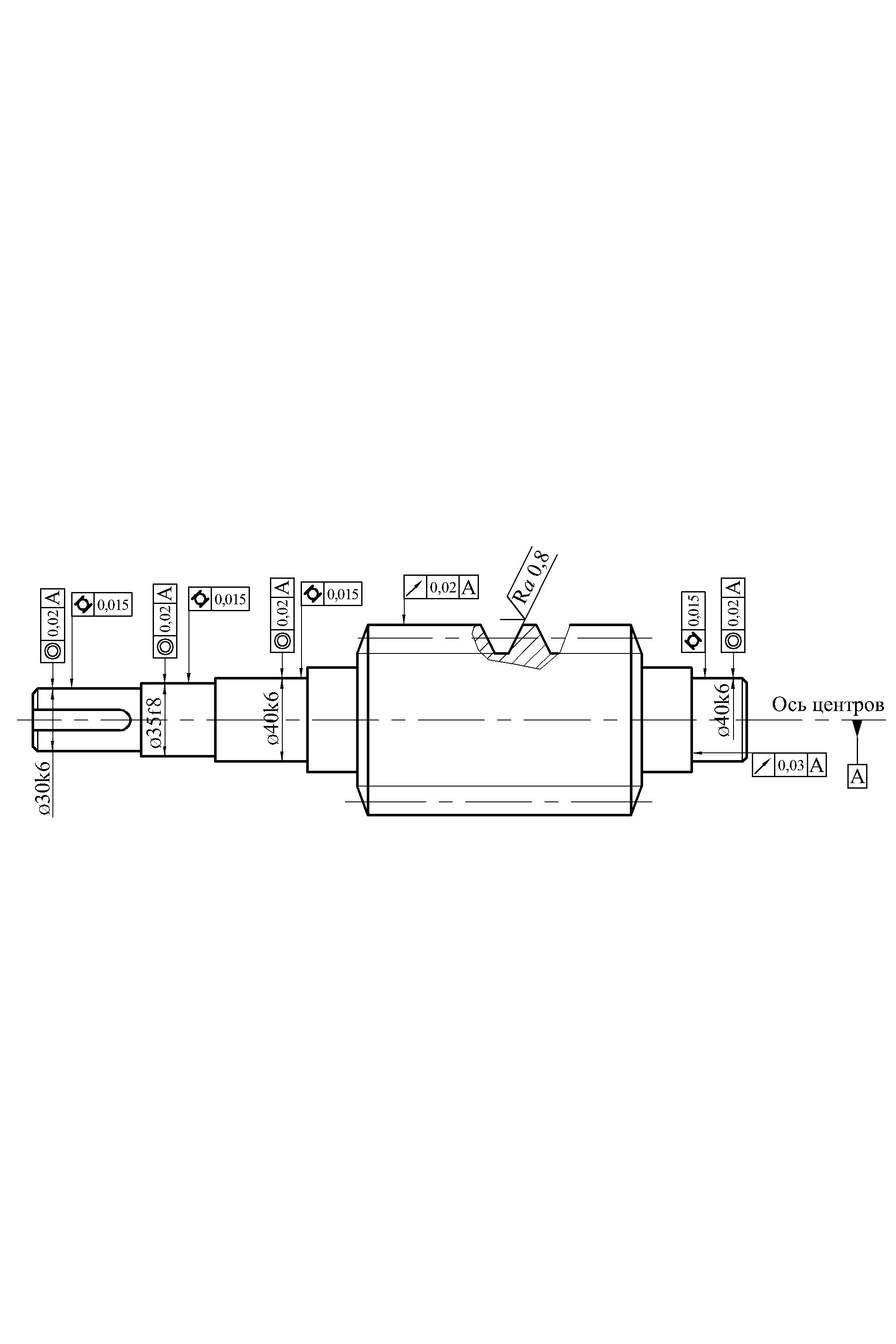
Рисунок 16 – Допуски формы и расположения посадочных поверхностей
червяка, если основная база – ось центров
Если основная база червяка – оси шеек под подшипники, то укрупненная технология изготовления червяка следующая (рисунок 3):
заготовку (круглый прокат) подвергают механической обработке по торцам,
изготовляют шейки вала-червяка под подшипники с полем допуска на размер k6, зажимая вал в центрах. Допуск цилиндричности выбирают в зависимости от посадочного диаметра подшипника (таблица 13). Допуск радиального биения (соосности) равен половине допуска цилиндричности;
Таблица 12
Допуски радиального биения заготовки червяка [3, с. 152]
Степень точности |
Радиальное биение, мкм, при делительном диаметре червяка d1, мм |
|||||
< 30 |
< 50 |
< 80 |
< 120 |
< 180 |
< 250 |
|
6 |
12 |
13 |
14 |
16 |
18 |
22 |
7 |
17 |
18 |
20 |
22 |
25 |
30 |
8 |
21 |
22 |
25 |
28 |
32 |
38 |
9 |
26 |
28 |
32 |
36 |
40 |
48 |
затем вал-червяк устанавливают в приспособление по шейкам под подшипники (с заданной конструктором соосностью);
механически обрабатывают участок будущих витков по цилиндру выступов с шероховатостью Ra 3,2 (поле допуска h7). Допуск радиального биения на цилиндр выступов определяется степенью точности изготовления червяка и размером делительного диаметра (таблица 12);
нарезают витки согласно таблице параметров, приведенной на чертеже червяка;
обрабатывают остальные поверхности червяка согласно чертежу.
Допуски формы и расположения (таблицы 13 и 14) проставляют только на посадочные поверхности и в полном соответствии с ГОСТ 24642-81.
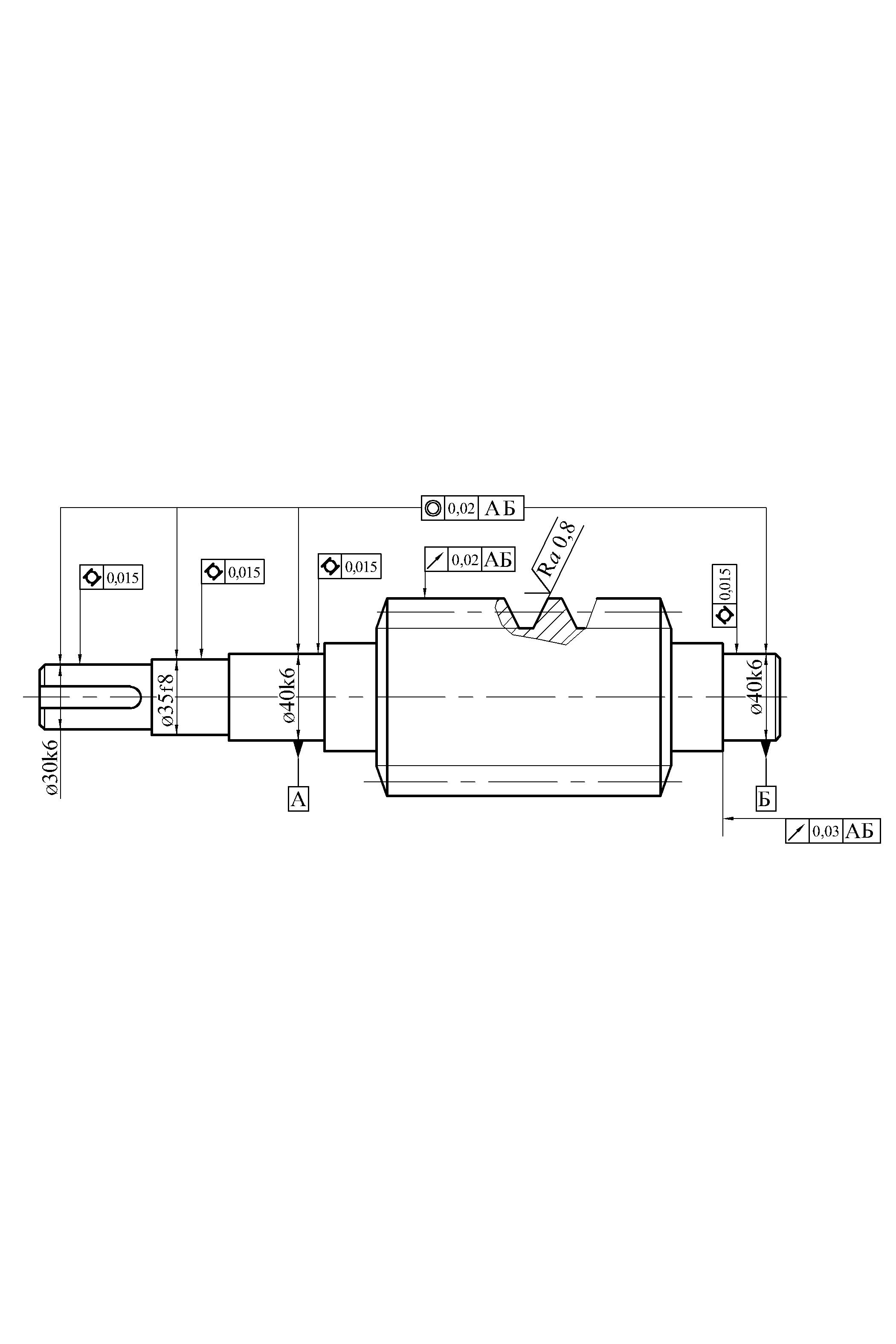
Рисунок 17 – Расстановка допусков формы и расположения посадочных
поверхностей червяка, если основная база – ось шеек под подшипники
Шероховатость поверхностей витков в зависимости от степени точности изготовления приведена в таблице 15.
Концевой участок вала (под полумуфту) обрабатывают с шероховатостью Ra 3,2; поля допусков: k6, m6, n6 (в порядке увеличения натяга).
шероховатость участка вала под уплотнение – Ra 0,1…0,2 [3, с. 152]; поля допусков: d 9, e 9, f 9 [3, с. 152].
Таблица 13