

Сварка взрывом.
Сварка взрывом –
это процесс соединения материалов,
находящихся в твердой фазе, за счет
пластической деформации соударяющихся
под углом поверхностей заготовок при
воздействии импульса давления,
создаваемого взрывом. П ластическая
деформация в зоне соединения приводит
к образованию физического контакта и
активации контактных поверхностей. На
метаемой (плакирующей) пластине 3
располагают заряд взрывчатого вещества
(ВВ) 2 толщиной H.
Пластину с помощью опор устанавливают
с зазором h
к неподвижной (плакируемой) пластине
4, которая лежит на основании 5 (асбестовая
пластина, песок, грунт). Инициирование
процесса детонации заряда ВВ осуществляют
электродетонатором 1. Детонация
обусловлена распространением ударной
волны, возбуждающей химическую реакцию.
Переход взрывчатого вещества из твердого
состояния в газообразное происходит с
выделением большого количества энергии.
ластическая
деформация в зоне соединения приводит
к образованию физического контакта и
активации контактных поверхностей. На
метаемой (плакирующей) пластине 3
располагают заряд взрывчатого вещества
(ВВ) 2 толщиной H.
Пластину с помощью опор устанавливают
с зазором h
к неподвижной (плакируемой) пластине
4, которая лежит на основании 5 (асбестовая
пластина, песок, грунт). Инициирование
процесса детонации заряда ВВ осуществляют
электродетонатором 1. Детонация
обусловлена распространением ударной
волны, возбуждающей химическую реакцию.
Переход взрывчатого вещества из твердого
состояния в газообразное происходит с
выделением большого количества энергии.
Метаемая пластина подвергается двойному изгибу и совместно с неподвижной пластиной интенсивной пластической деформации в зоне соударения.
Холодная сварка
Х олодная
сварка – один из видов сварки в твердом
состоянии со значительной объемной
пластической деформацией в зоне контакта
соединяемых материалов. Ее осуществляют
давлением на воздухе при комнатной
температуре. Холодная сварка предусматривает
совместную пластическую деформацию
соединяемых деталей за счет приложения
сил, нормальных к поверхности соединения.
олодная
сварка – один из видов сварки в твердом
состоянии со значительной объемной
пластической деформацией в зоне контакта
соединяемых материалов. Ее осуществляют
давлением на воздухе при комнатной
температуре. Холодная сварка предусматривает
совместную пластическую деформацию
соединяемых деталей за счет приложения
сил, нормальных к поверхности соединения.
Холодную сварку осуществляют вдавливанием пуансона в предварительно зажатые или незажатые детали. Для получения качественного соединения необходимо значительное растекание металла в месте соединения, которое способствует разрушению и выносу оксидных пленок из зоны контакта, сглаживанию поверхностных микронеровностей и образованию активных центров схватывания.
Пайка Физическая сущность процессов пайки.
Пайкой называют процесс получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем с последующей его кристаллизацией. Образование соединения без расплавления основного металла обеспечивает при необходимости возможность распая соединения.
По прочности паяные соединения уступают сварным. Прочность сцепления припоя с соединяемыми поверхностями зависит от физико-химических и диффузионных процессов, протекающих между припоем и основным металлом, и определяется прочностными характеристиками припоя.
П о
условиям заполнения зазора пайку
разделяют на капиллярную и некапиллярную.
При капиллярной
пайке припой заполняет зазор между
соединяемыми поверхностями и удерживается
в нем за счет капиллярных сил. Соединение
образуется в результате растворения
основы в жидком припое и последующей
кристаллизации раствора.
о
условиям заполнения зазора пайку
разделяют на капиллярную и некапиллярную.
При капиллярной
пайке припой заполняет зазор между
соединяемыми поверхностями и удерживается
в нем за счет капиллярных сил. Соединение
образуется в результате растворения
основы в жидком припое и последующей
кристаллизации раствора.
По механизму образования шва капиллярную пайку подразделяют на диффузионную, контактно-реактивную, реактивно-флюсовую.
При диффузионной пайке соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких хрупких интерметаллидов. Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва и после завершения процесса – при температуре ниже солидуса припоя.
П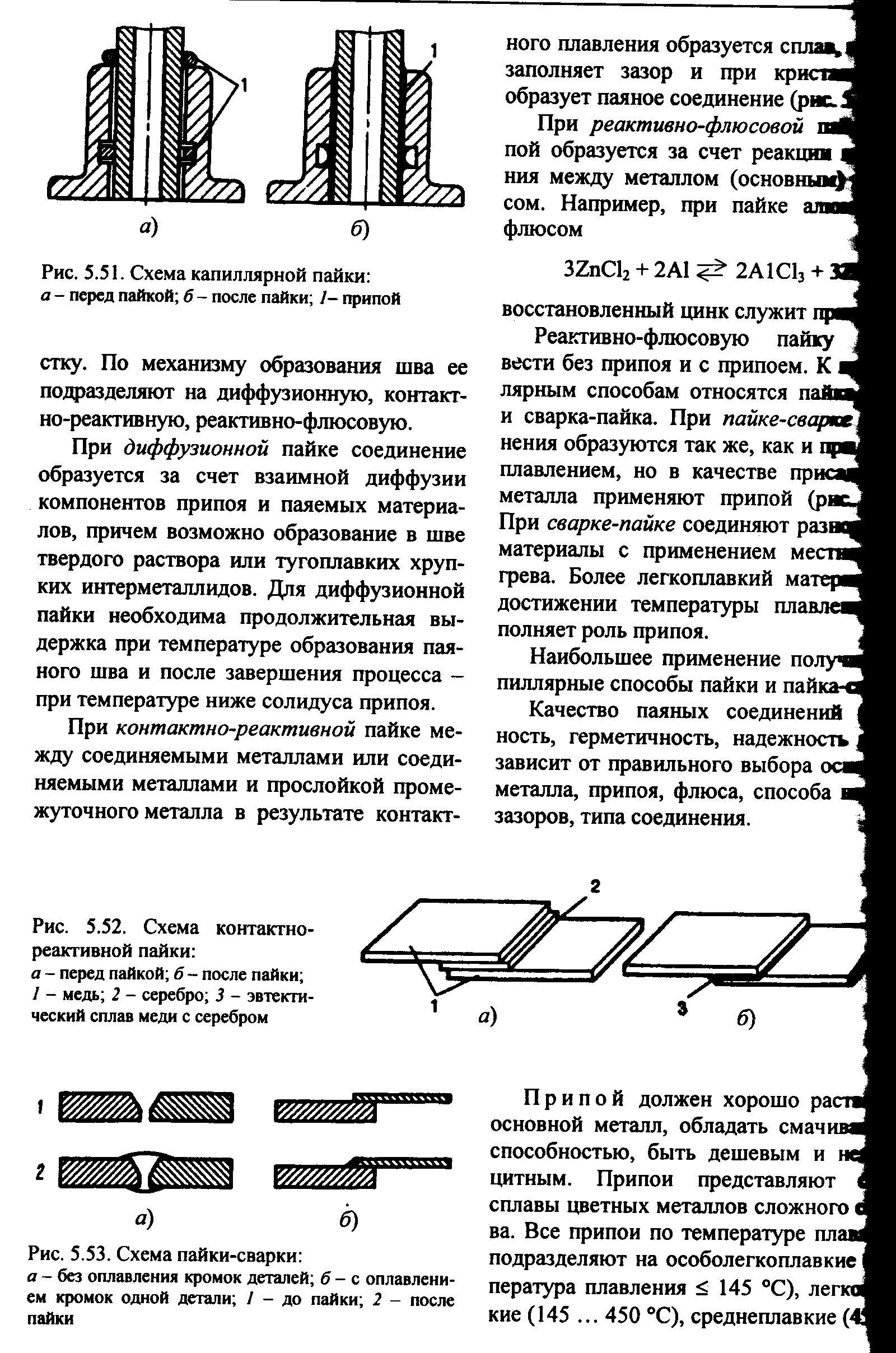 ри
контактно-реактивной
пайке между соединяемыми металлами или
соединяемыми металлами и прослойкой
промежуточного металла в результате
контактного плавления образуется сплав,
который заполняет зазор и при кристаллизации
образует паяное соединение.
ри
контактно-реактивной
пайке между соединяемыми металлами или
соединяемыми металлами и прослойкой
промежуточного металла в результате
контактного плавления образуется сплав,
который заполняет зазор и при кристаллизации
образует паяное соединение.
При реактивно-флюсовой пайке припой образуется за счет реакции вытеснения между металлом (основным) и флюсом. Например, при пайке Al с флюсом
3ZnCl2+2Al2AlCl3+3Zn
восстановленный цинк служит припоем.
К некапиллярным способам относятся пайка-сварка и сварка-пайка.
При пайке-сварке соединения образуются так же, как и при сварке плавлением, но в качестве присадочного материала применяют припой.
При сварке-пайке соединяют разнородные материалы с применением местного нагрева. Более легкоплавкий материал при достижении температуры плавления выполняет роль припоя.
Припой должен хорошо растворять основной металл, обладать смачивающей способностью, быть дешевыми и недефицитными. Припои представляют собой сплавы цветных металлов сложного состава. По температуре плавления припои подразделяют на
- особолегкоплавкие (Тпл1450С);
- легкоплавкие (145…4500С);
- среднеплавкие (450…11000С);
- тугоплавкие (>10500С).
К особолегкоплавким и легкоплавким относятся оловянно-свинцовые. К среднеплавким и высокоплавким относятся медные, медно-цинковые, медно-никелевые, с благородными металлами.
Флюсы паяльные применяют для очистки поверхности паяемого материала, а также для снижения поверхностного натяжения и улучшения растекания и смачиваемости жидкого припоя. Флюс (кроме реактивно-флюсовой пайки) не должен химически взаимодействовать с припоем. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы могут быть твердые, пастообразные и жидкие. Наиболее применимые флюсы: бура Na2B4O7, и борная кислота H2BO3, хлористый цинк ZnCl2, фтористый калий KF.