

Диффузионная сварка в вакууме
Д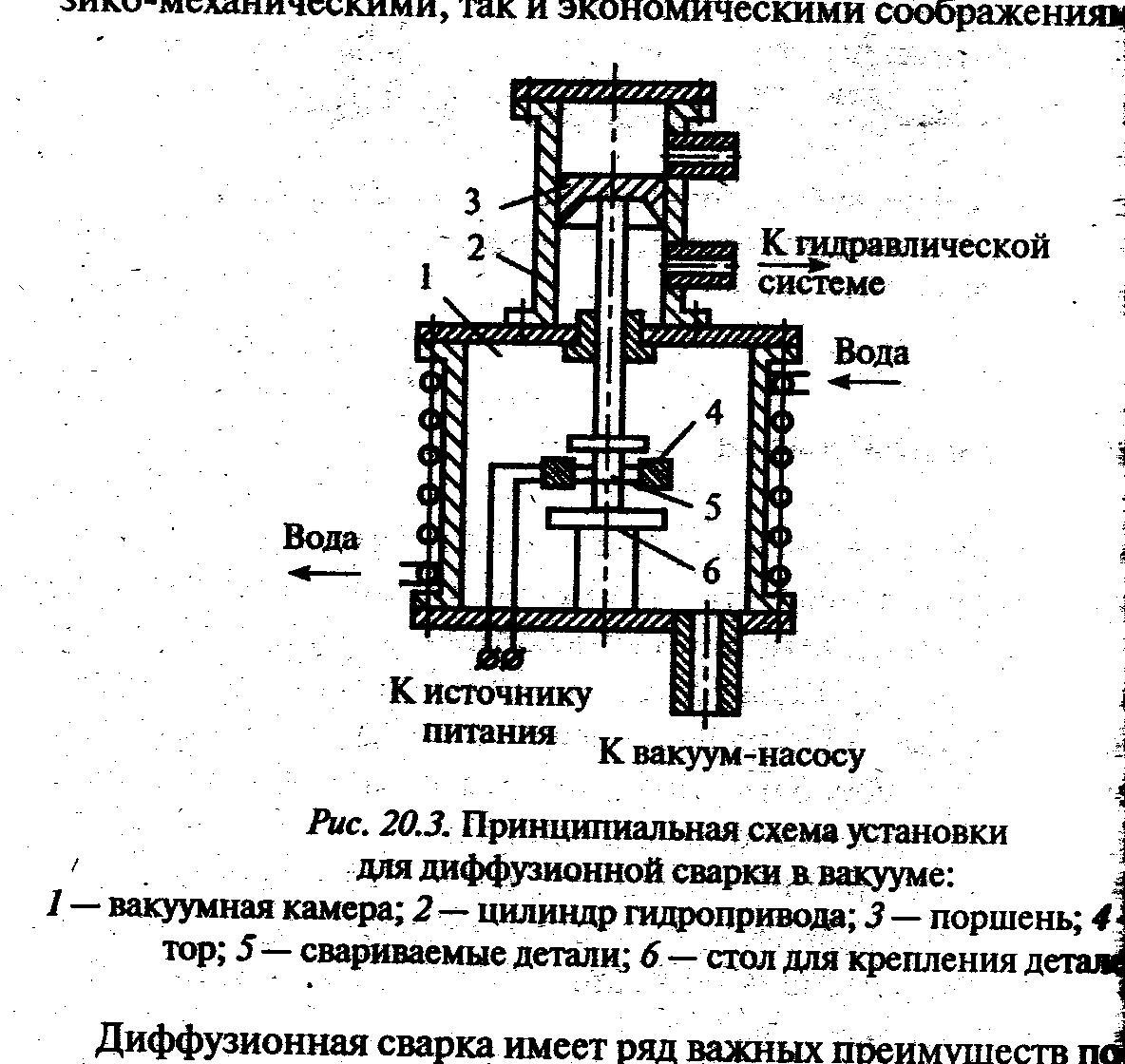 иффузионная
сварка происходит за счет взаимной
диффузии атомов контактирующих
поверхностей при относительно длительном
воздействии повышенной температуры и
незначительной пластической деформации.
Свариваемые детали помещают в вакуумную
камеру для защиты от интенсивного
окисления и азотирования в процессе
разогрева и сварки.
иффузионная
сварка происходит за счет взаимной
диффузии атомов контактирующих
поверхностей при относительно длительном
воздействии повышенной температуры и
незначительной пластической деформации.
Свариваемые детали помещают в вакуумную
камеру для защиты от интенсивного
окисления и азотирования в процессе
разогрева и сварки.
Источником нагрева служит высокочастотный генератор, сжимающее усилие обеспечивается гидросистемой. После сварки детали охлаждаются в вакуумной камере до комнатной температуры. Прочность соединения зависит от температуры, давления и времени выдержки.
Температура сварки для большинства металлов составляет (0,5…0,7)Тпл. Такая температура необходима для ускорения взаимной диффузии атомов материалов через поверхность контакта и обеспечения некоторого размягчения металла, которое способствует сглаживанию поверхности.
Давление обеспечивает плотный контакт поверхностей, подлежащих соединению. При деформировании поверхностных слоев происходит разрушение поверхностей оксидов, что обеспечивает контакт ювенильных (химически чистых) поверхностей.
Сварка токами высокой частоты
С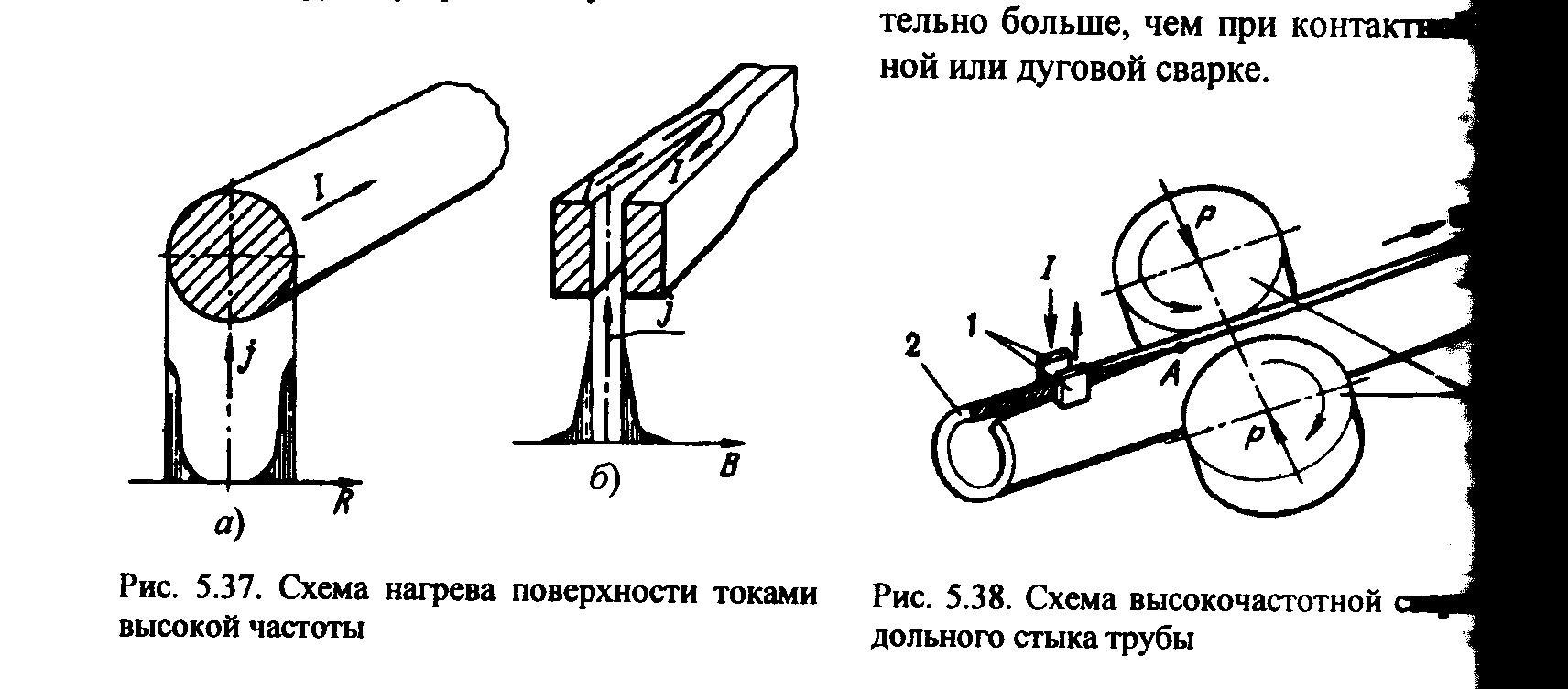 ущность
высокочастотной сварки состоит в нагреве
до пластичного состояния соединяемых
участков детали электрическими токами
высокой частоты с последующим сжатием,
приводящим к образованию соединения.
ущность
высокочастотной сварки состоит в нагреве
до пластичного состояния соединяемых
участков детали электрическими токами
высокой частоты с последующим сжатием,
приводящим к образованию соединения.
При протекании переменного электрического тока по проводнику вокруг него возникает переменное магнитное поле, под воздействием которого значительно возрастает индуктивное сопротивление центральной части проводника и происходит вытеснение тока в периферийную часть. В результате 80…95% тепловой энергии концентрируется в поверхностном слое проводника, т.е. свариваемой детали (рис. слева).
Магнитные поля токов, протекающих в близко расположенных проводниках, взаимодействуют. В зависимости от направлений тока в зазоре между проводниками будет наблюдаться увеличение или уменьшение суммарной протяженности магнитного поля. Это усиливает неравномерность распределения тока в проводниках. В случае противоположной направленности тока в заготовках наибольшая плотность его будет в тех частях поверхности, которые обращены друг к другу (рис. справа).
Р
3
Vсв
Механические способы сварки Сварка трением
При сварке трением сварное соединение образуется в твердой фазе без расплавления металла свариваемых деталей. При сближении поверхностей деталей до очень малых расстояний, соизмеримых с межатомными, между ними образуются металлические связи.
Н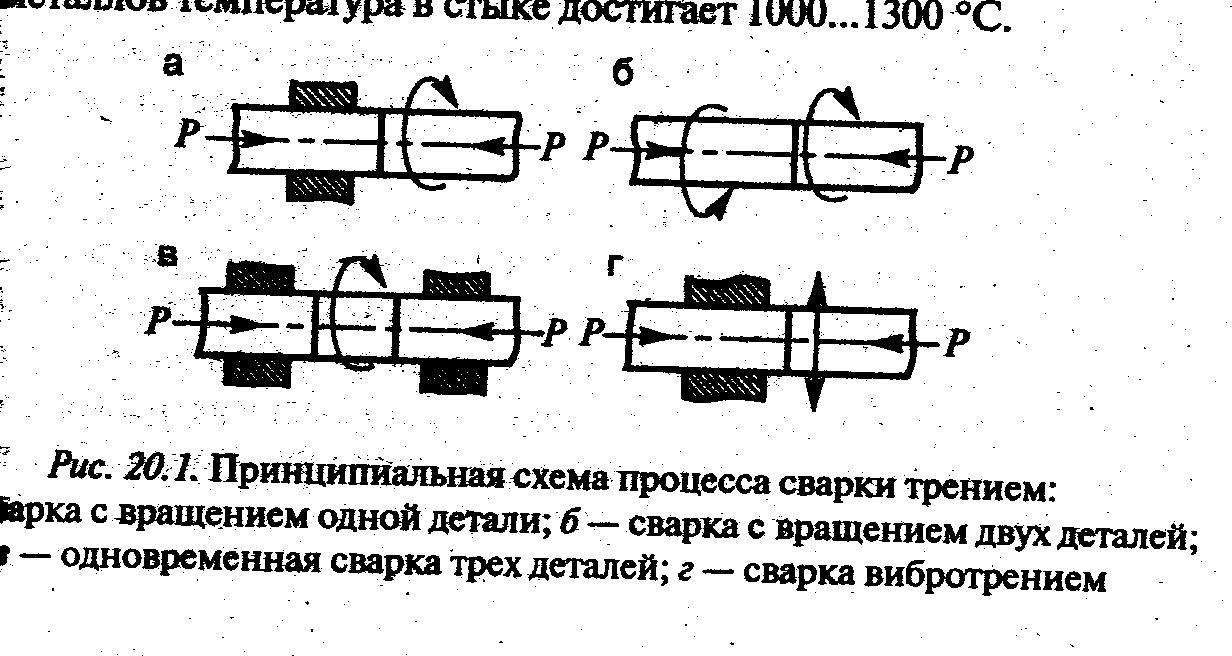 еобходимый
для сварки нагрев осуществляется путем
непосредственного преобразования
механической энергии в теплоту благодаря
работе сил трения.
еобходимый
для сварки нагрев осуществляется путем
непосредственного преобразования
механической энергии в теплоту благодаря
работе сил трения.
Детали устанавливают соосно в зажимах. На сопряженных торцевых поверхностях деталей, прижатых одна к другой осевым усилием Р, возникают силы трения. Работа, затрачиваемая при относительном вращении одной детали относительно другой на преодоление сил трения, преобразуется в теплоту, которая выделяется на поверхностях трения и нагревает прилегающие к ним тонкие слои металла до температур, необходимых для образования сварного соединения (1000…13000С).