

Электрошлаковая сварка
При электрошлаковой сварке источником теплоты для расплавления основного и электродного металла является расплавленный флюс, нагреваемый до высокой температуры (20000С) за счет прохождения электрического тока.
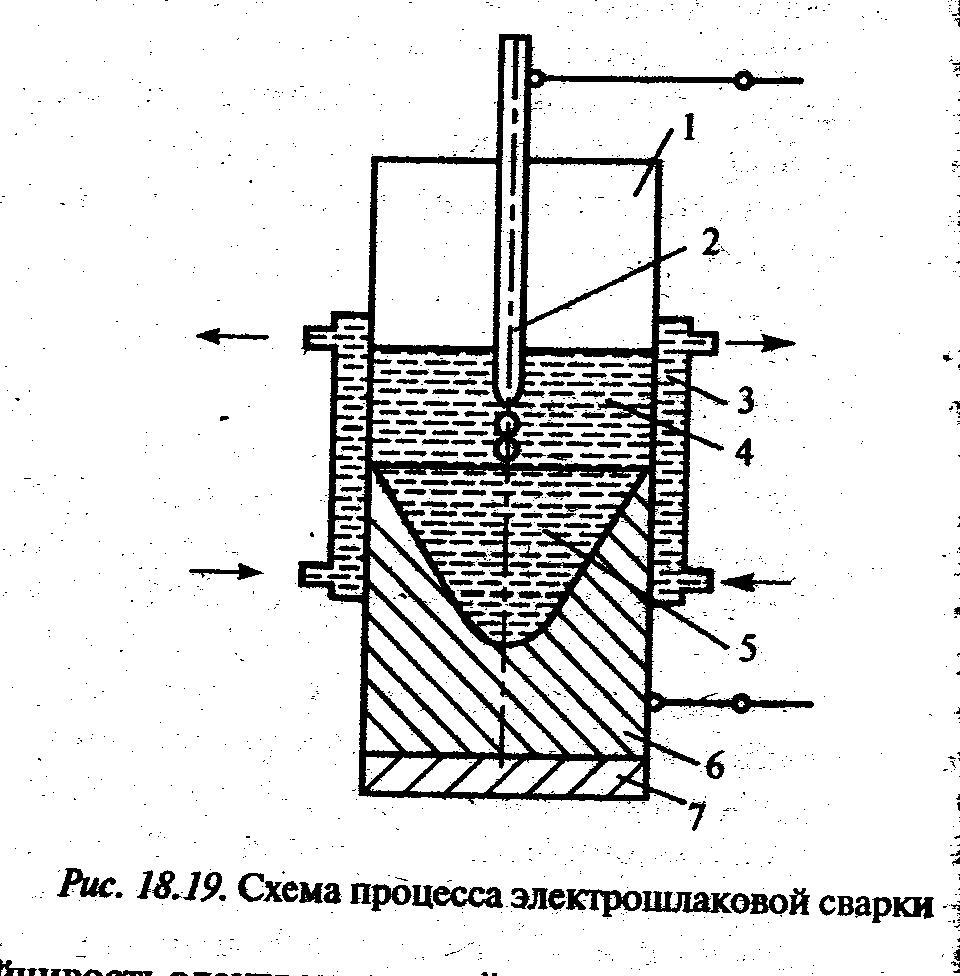
Процесс электрошлаковой сварки начинается с образования шлаковой ванны 4 в пространстве между кромками основного металла 1 и формирующими водоохлаждаемыми ползунами 3 путем расплавления флюса электрической дугой, возбуждаемой между электродом 2 и вводной планкой 7. После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача электрода и подвод тока продолжаются. В результате действия теплоты шлаковой ванны происходит расплавление основного и электродного металла и образуется сварочная ванна 5. По мере заполнения зазора между свариваемыми заготовками сварочная и шлаковая ванны поднимаются вверх, т.к. обычно электрошлаковую сварку выполняют снизу-вверх. При этом автоматически с той же скоростью поднимаются устройство для подачи проволоки (мундштук) и ползуны. В нижней части происходит затвердевание сварочной ванны и образование сварного шва 6.В зависимости от толщины свариваемых изделий процесс ведут одним или несколькими электродами. Сварку одним электродом используют для соединения заготовок толщиной до 150 мм.
Термомеханические способы сварки Электрическая контактная сварка
Контактная сварка – это процесс образования неразъемных соединений металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия.
По технологии получения соединений контактная сварка делится на точечную, рельефную, шовную и стыковую.
Точечная сварка
– способ контактной сварки, при котором
детали свариваются по отдельным
ограниченным участкам касания. При
точечной сварке детали 1 сжимают усилием
электродами 2, к которым подключен
источник 3 электрической энергии. Детали
нагреваются при кратковременном
прохождении тока Iсв
до образования зоны взаимного расплавления
деталей 4, называемой ядром.
Нагрев зоны сварки сопровождается
пластической деформацией м еталла
в зоне контакта деталей вокруг ядра.
еталла
в зоне контакта деталей вокруг ядра.
После выключения тока расплавленный металл ядра быстро кристаллизуется, и между соединяемыми деталями образуются металлические связи.
Р ельефная сварка – одна из разновидностей точечной сварки. При этом на поверхности одной из деталей предварительно формируют выступ – рельеф 6, который ограничивает начальную площадь контакта деталей, в результате чего при сварке в этой зоне повышаются плотность тока и скорость тепловыделения. При нагреве рельеф постепенно деформируется; на определенной стадии процесса сварки образуется ядро 4, как при обычной точечной сварке.
Шовная сварка – способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек.
С тыковая
сварка –
способ контактной сварки, при котором
детали соединяются по всей площади
касания. Детали
1 предварительно сжимают усилием F
и включают сварочный трансформатор. По
деталям протекает сварочный ток Iсв,
в результате чего происходит постепенный
нагрев стыка деталей до температуры,
близкой к температуре плавления. Затем
сварочный ток выключают и резко
увеличивают усилие осадки деталей. При
этом из зоны сварки частично выдавливаются
поверхностные пленки, формируется
физический контакт и образуется
соединение.
тыковая
сварка –
способ контактной сварки, при котором
детали соединяются по всей площади
касания. Детали
1 предварительно сжимают усилием F
и включают сварочный трансформатор. По
деталям протекает сварочный ток Iсв,
в результате чего происходит постепенный
нагрев стыка деталей до температуры,
близкой к температуре плавления. Затем
сварочный ток выключают и резко
увеличивают усилие осадки деталей. При
этом из зоны сварки частично выдавливаются
поверхностные пленки, формируется
физический контакт и образуется
соединение.
(На рисунке з – зазор между деталями; ж – слой расплавленного металла; Fн – начальное усилие; Fос – усилие осадки).