

Аттестация знаний студентов (экзамен) по дисциплине «Технологические процессы обработки древесины, оборудование и инструмент»
Пиломатериалы и заготовки.
Пи́ломатериа́лы — продукция из древесины установленных размеров и качества, имеющая, как минимум, две плоско-параллельные пласти.
Пиломатериалы получают в результате продольного деления круглых лесоматериалов (брёвен), а также продольного и поперечного деления полученных частей.
Виды пиломатериалов]
В зависимости от ориентации в бревне:
Пиломатериал радиальной распиловки —Пиломатериал тангентальной распиловки
В зависимости от опилености кромок, обработки строганием и калибрования:
Обрезной пиломатериал —Односторонне-обрезной пиломатериал — Необрезной пиломатериал —Строганый пиломатериал —Калиброванный пиломатериал —.
В зависимости от гарантированности прочностных показателей:
Конструкционные пиломатериалы —
В зависимости от вида сортировки:
Пиломатериалы машинной сортировки —Пиломатериалы визуальной сортировки —.
В зависимости от обработки торцов:
Торцованные — пиломатериалы обрезаные в размер по длине.
Неторцованные- пиломатериалы не обрезаные в размер по длине.
По сортименту:
Брус Брусок Доска Шпалы Обапол Горбыль
Точность и шероховатость в деревообработке.
Классы точности в деревообработке
Во избежание ошибок в размерах, влажность древесины должна быть на 2-3 % ниже среднеэксплуатационной влажности. Например, влажность оконных рам 9-11 %, внутренних дверей – 7-10 %. наружных дверей – 14-17 %.
Допустимые отклонения в деревообработке относят к изделиям, размеры которых не более 3150 мм. Величина допустимого отклонения увеличивается с размерами детали.
Изделия деревообрабатывающей промышленности в зависимости от точности обработки подразделяют на три класса точности.
Первый класс точности для изделий с высокой точностью обработки: деревянные части механизма музыкальных инструментов, измерительного инструмента, деталей физических инструментов и др. Точность измерения таких изделий до ±0,02 мм.
Второй класс точности для мебели, встроенной фанерованной мебели, столярных дверей и др. В этом классе точность измерения до ±0,05 мм.
Третий класс точности для изделий, эксплуатируемых при перепадах влажности, у которых отклонения размеров не влияют на их внешний вид и функциональные требования. По третьему классу точности изготовляют окна, двери, деревянные детали сельскохозяйственных машин, вагонов и других подобных изделий. Точность измерения в этом классе ±0,1 мм.
Номинальный размер детали, узла или изделия является основным размером, который определяется расчетным или опытным путем и указывается в чертеже (в мм).
Действительный размер - это фактический размер детали, полученный измерением после обработки. Точность измерения должна отвечать классу точности.
Предельный размер - это два допустимых размера, между которыми находится действительный размер. Наибольший допустимый размер называют наибольшим предельным размером, наименьший допустимый размер - наименьшим предельным размером.
Отклонение - это разница между номинальным и действительным размерами. Разницу между наибольшим предельным размером и номинальным размером называют верхним отклонением, разницу между номинальным размером и минимальным предельным размером - нижним отклонением.
Известные методы определения параметров шероховатости различаются по следующим признакам:
по измерению параметров - прямые и косвенные, контактные и бесконтактные, дискретные и интегральные;
по принципу действия и устройству используемых приборов - механические, пневматические, оптические, индукционные, емкостные, ультразвуковые, высокочастотные;
по виду представляемой информации - профилометрические и профилографические.
Прямые методы позволяют определять значение параметра непосредственным измерением его величины. Косвенные - на основании измерения величин, связанных с определяемым, параметром, вычисляют значение его расчетом. Контактные методы осуществляются благодаря контакту измерительного органа с поверхностью, параметр шероховатости которой определяется. Бесконтактный метод позволяет измерить параметр без контакта рабочего органа с поверхностью, для которой определяется параметр шероховатости. Дискретные или дифференциальные методы дают конкретное единичное значение измеряемого параметра в каждом месте измерения. Интегральные методы дают усредненное значение измеряемого параметра на определенном участке поверхности.
Основные понятия о технологическом процессе. 4. Техпроцесс изготовления изделий из древесины. Основные его стадии.
Технологические и вспомогательные операции, рабочее место и т.д.
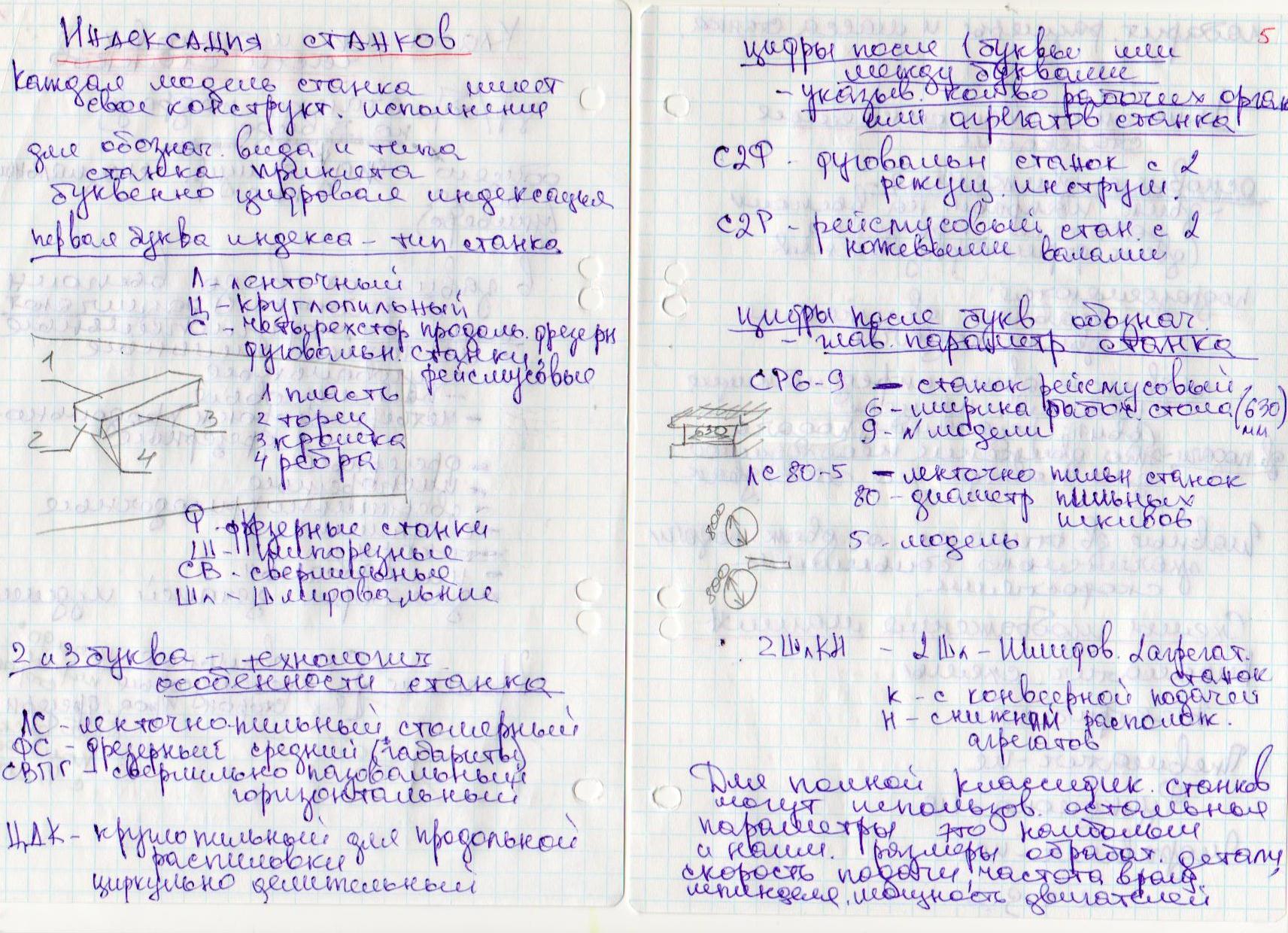
Общие сведения о деревообрабатывающих станках. Основные их части, наладка и настройка.
Точность обработки и шероховатость поверхности. Тот же что и 2 вопрос
Раскрой пиломатериалов и плит на заготовки. то же что и в 1 вопросе
Обработка черновых заготовок.
Обработка чистовых заготовок. то же что и в 8 вопросе
Фрезерование прямолинейных и криволинейных кромок, торцовое фрезерование.
Прямолинейные кромки фрезеруют:
а) для выверки их под линейку; б) для отборки профиля во всю длину детали (сквозное фрезерование); в) для отборки профиля на части длины детали (несквозное фрезерование).
Во всех трех случаях фрезерование ведется по направляющей линейке. При обработке более или менее длинных деталей к половинкам линейки прикрепляют деревянные бруски.
Для выверки кромки детали под линейку выходную половину линейки (вторую от станочника) устанавливают в одной плоскости с режущими кромками резцов, а переднюю половину отодвигают или, как говорят, утапливают от линии резания на толщину стружки. Часто делают иначе: укрепляют на половинках линейки бруски, у которых разница в толщине равна толщине стружки. Работу ведут так же, как на фуговальном станке.
Фрезерование криволинейных кромок
Фрезерование внешних криволинейных кромок производится на шаблоне по упорному кольцу, надетому на рабочий шпиндель под фрезой. Для уменьшения трения в качестве упорного кольца часто применяют шарикоподшипник. Шаблон для фрезерования одной криволинейной кромки детали (например кронштейна для полочки) состоит из щита толщиной 25--50 мм, кромка которого обработана соответственно кривизне предназначенной к обработке детали. На шаблоне устроены по размерам детали продольный и торцевые упоры и один или несколько зажимов. Лучшими зажимами по быстроте действия считаются эксцентриковые. Для того чтобы эксцентрики не оставили вмятин на поверхности обрабатываемой детали, под ними подвешены на пружинах деревянные подкладки. Рабочая кромка шаблона и рабочая поверхность эксцентрика в целях предохранения от быстрого износа часто обтягивают белой жестью. Заготовку, опиленную на ленточной пиле по кривым кромкам с припуском на фрезерование, укладывают и зажимают на шаблоне и вместе с ним подают на вращающуюся фрезу. Кромка шаблона в течение всего времени подачи должна быть прижата к упорному кольцу. Резцы фрезы будут обрабатывать кромку детали соответственно кривизне кромки шаблона. Описанным способом выполняется как гладкая, так и профильная обработка. Фрезеруемая кромка может иметь любую кривизну, но с радиусом закруглений не менее радиуса упорного кольца.
Торцовые фрезы предназначены для обработки плоскостей на вертикально- и горизонтально-фрезерных станках. Торцовые фрезы в отличие от цилиндрических имеют зубья, расположенные на- цилиндрической поверхности и на торце.
Торцовые фрезы делятся на насадные (ГОСТ 9304—69) с мелкими зубьями и с крупными зубьями и насадные со вставными ножами по ГОСТ 1092—69.
Торцовые фрезы по сравнению с цилиндрическими имеют ряд преимуществ, главными из которых являются:
более жесткое крепление на оправке или шпинделе;-
более плавная работа из-за большого числа одновременно работающих зубьев.
Поэтому обработку плоскостей в большинстве случаев целесообразно проводить торцовыми фрезами.
Торцовые фрезы, как и цилиндрические, делятся на праворежущие и леворежущие.
Праворежущими называют такие фрезы, которые при работе должны вращаться по часовой стрелке (45, а), а леворежущие — против часовой стрелки (45, б), если смотреть на фрезу или фрезерную головку сверху (при работе на вертикально-фрезерном станке). Широкое распространение получили торцовые фрезы, оснащенные пластинками твердых сплавов. Фрезерование плоскостей торцовыми твердосплавными фрезами является более производительным, чем фрезерование цилиндрическими фрезами.
В последнее время большое распространение получили торцовые фрезы с неперетачиваемыми твердосплавными пластинками.