

§ 3.9. Имс шалаөткізгішінің герметизациясы мен бүрмесі
Бүрмелердің кезеңі ИМС дайындауда жалпы технологиялық процесстің бөлігі болып табылады және өзіне келесі аяқтаушы операцияларды қосады:
микросхемалары бар кристаллда пластиналарды бөлу;
корпусқа кристаллдарды құру;
сыртқы түйін құрау (кристаллға қатысы бойынша);
герметизация;
таңбалау (маркировка).
ИМС шалаөткізгішінің бүрмесін пластиналарды жөндеуден соң өндіреді, нәтижесінде мұндай технологиялық процесспен металлдандыруы бар микросхемалардың структурасы жасалады. Бүрмелеуден бұрын функцияланған микросхемаларды бақылайды- тестілік программа бойынша жұмысқа қабілеттілігін тексереді және пластинаның жарамсыз бөліктерін анықтайды.
Кристаллдарға пластиналарды бөлуді бірнеше әдістермен орындайды, олардың ішінен негізгілері:
қыздыру (раскаливание) және скрайбирлеу (скрайбирование);
химиялық жолмен өңдеу арқылы қию;
ультрадыбыспен қию.
Ең көп тараған ИМС шалаөткізгішін жасауда скрайбирлеу (скрайбирование) әдісін алды. Сонымен қатар, вакуумды патронда пластинаға кедергі келтіреді, көлденең жазықта бағдарлайды және алмазды кескіш сәйкес келген қысыммен екі өзара перпендикуляр бағытта оның бетіне қауіптер қаптайды. Сонан соң, пластинаны патроннан бөліп, скрайбирлеу линиясымен кристаллдарға шағады.
Ажыратудан кейін жарамайтын ИМС - ны жарамсыздан қатарынан шығарады, ал қалған кристаллдар кремнийлі тозаңнан және басқа бөтен бөлшектерден тазалайды. Құрамында бір немесе бірнеше микросхемалары бар тазаланған кристаллдарды корпусқа орнататын, түйіндерді жалғайтын, герметиздейтін және таңбалайтын бүрме шекарасына орналасады. ИМС корпусында жеткілікті механикалық беріктілік, кішігірім мөлшер, жақсы герметикалық және схеманың жоғары электрлік сипаттамамен қамтамасыз ету болуға тиіс. Шалаөткізгішті ИМС үшін негізінен корпустардың келесі типтері (3.28-сурет):
корпустың иілген перпендикулярлы монтажды жалпақтығы бар және екі бөлігінде орналасқан түйіндері бар тікбұрышты формалы корпустар (тип ІІ), (3.28 - сурет, а);
корпустың перпендикулярлы монтажды жалпақтығы дөңгелене орналасқан цилиндрдің бір жалпақ бөлігінде орналасқан түйіндері бар дөңгелек цилиндр формалы корпустар (тип ІІІ), (3.28 - сурет, б);
корпустың
параллельді монтажды жалпақтығында
орналасқан түйіндері бар тікбұрышты
формалы корпустар (тип ІV), (3.28 - сурет,
в). Корпустың конструктивті мәлімдемесі
және корпустың шамалары ГОСТ 17467 - 79 - та
орналасқан.
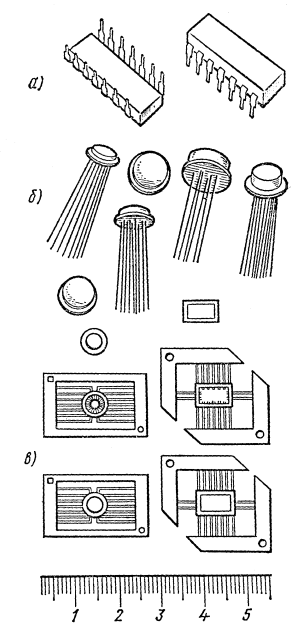
3.28 - сурет. Шалаөткізгішті ИМС - ге арналған корпустар
Корпустар негізіндегі кристаллдар монтажы дәнекерлеу берік дәнекер немесе тез корпус типіне байланысты балқитын шыны және корпусы бар электрлі кристалл контакт керектігі арқылы жүзеге асады. Металлды корпустағы монтаж кезінде алтынның эвтетикалы қорытпасы - германий немесе балқыту температурасы 356 және 3700 С - ге лайық алтын - кремний секілді өз алдына ұсынылатын берік дәнекер қолданылады. Кристаллдарды корпустың негізінен оқшаулаудың қажеттілігі жоқ, себебі, шалаөткізгішті ИМС пластинасында үнемі ең төмен потенциал болады.
Кристаллдар бірпозициялы дәнекерлеу машинасында немесе инвертті газ атмосферасындағы конвейерлік пеште құрастырылады (3.29 - сурет, а). Шынылықта немесе металлды пластиналар болмайтын пластмассалық корпустарда кристалл 5250 С - ге дейінгі температура кезіндегі инертті газ атмосферада жеңілбалқымалы шынымен бекітіледі (3.29 - сурет, б).
Корпуста кристаллды монтаждаудан соң корпус түйіні бар контактілі аудандарды біріктіруді орындайды. Мұндай біріктірулер сымды түйіннің әртүрлі әдістердің көмегімен жүзеге асады: дәнекерлеу, термокомпрессия немесе ультрадыбысты балқытып біріктіру.
Шалаөткізгішті кристалл 3000 С - ге дейін қыздыратын, ал алтын сымның диаметрі 20 - 25 мкм ең көп таратылған термокомпрессия әдісі бірнеше секунд кезіндегі қысым астында контактілі аумаққа қосады. Алтын сымнан басқа алюминий түрі де қолданылады.
3.30 - суретте схематикалық түрде корпус түйіні мен контакті аймағының арасындағы байланыс орындалғаннан кейінгі шалаөткізгішті ИМС - ның көлденең кесуі көрсетілген. Корпустағы ИМС - ның кристаллдарының герметизациясы үшін келесі әдістер қолданылады:
корпус қақпағының іргетасымен контактілі балқыту (ІІІ типті корпустар үшін);
корпус іргетасына қақпақты дәнекерлеу (ІV типті корпустар үшін);
формаға құю (формовка заливкой) немесе трансферлік тығыздау (ІІ типті корпустар үшін).


а) б)
3.29 - сурет. Металлды негізде (а) және пластмассалы корпустағы (б) кристаллдарды монтаждау: 1 - металлды корпусты негіздеу; 2, 6 - алтын қабаты; 3 - эвтектикалық қорытпа Au - Si; 4 - кристалл; 5 - вакуумды патрон; 7 - корпус түйіні; 8 - пластмассалы корпустың негізі; 9 - шыны.

3.30 - сурет. Шалаөткізгішті ИМС - ның көлденең қимасы:
1 - корпус негізі; 2 - ковар; 3 - Au - Si қорытпасы; 4 - алтын қабаты; 5 - Au - Si қорытпасы; 6 - кристалл; 7 - кремний тотығы; 8 - алюминий; 9 - алтынды сым; 10 - термокомпрессионды байланыс; 11 - корпус түйіні.
Егер шалаөткізгішті ИМС - ны БИС және гибридті ИМС - ның компоненті ретінде қолданады және корпуссыз қорғанысқа қолданады. ИМС герметизациясынан кейін таңбалайды: корпус қақпағында микросхеманың типі, дайыдалған мерзімі және дайындаушы зауыт шифры көрсетіледі.
Жалпы бүрме процессі кезінде әр операциядан соң микросхемалардың жұмысқа қабілеттілігі тексеріледі, бүрме аяқталған соң сынайды.