

1.4. Вибір типу виробництва
При розробці технологічного процесу виготовлення будь-якої деталі необхідно в першу чергу визначити тип виробництва, що є одним з головних вихідних даних при подальших розрахунках. Тип виробництва визначає метод отримання заготовки, тип технологічної оснастки, розташування обладнання і багато інших важливих питань.
Тип виробництва вибираємо в залежності від річної програми випуску та маси деталі. За вихідними даними на курсове проектування Np=15000 шт. m=0,52 кг визначаємо тип виробництва - середньосерійний.
Серійним називають таке виробництво, при якому виготовлення деталі ведеться партіями, які регулярно повторюються через визначений проміжок часу. В такому виробництві використовується високопродуктивне устаткування. де разом з універсальними верстатами використовується швидкодіючі пристрої ,універсальний і спеціальний різальний інструмент та вимірювальний інструмент. Характерною ознакою сирійного виробництва є виконання на робочих місцях декількох операцій, які повторюються.
В серійному виробництві верстати на дільниці в механічному цеху розташовуються за ходом технологічного прцесу виготовлення типових деталей дільниці.
Визначаємо розмір партії деталей
 ,
шт.
,
шт.
де N-річна програма випуску деталей, N=15000 шт.
t- необхідний запас заготованок на складі для середніх деталей, t=5 днів
![]() -
кількість робочих днів,
=252
днів
-
кількість робочих днів,
=252
днів

Приймаємо n= 61шт
2.Технологічний розділ
2.1 Вибір виду заогтованки та обґрунтування методу її виготовлення
Вибір виду заготованки в значній мірі впливає на характер технологічного процесу механічної обробки деталі, яка неоднакова для різних видів початкової заготованки для тієї ж самої деталі. Від виду заготованки також залежить вартість механічної обробки і собівартість деталі.
Найбільший вплив на вибір заготованки мають матеріал деталі, її розміри і форма, тип виробництва.
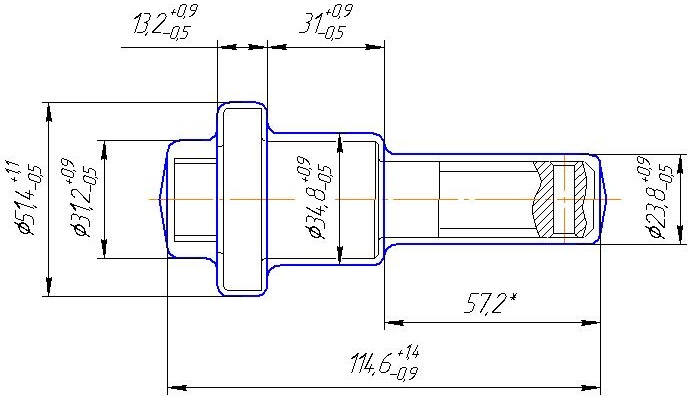
Із заготованок, які використовуються в машинобудуванні ( прокат, поковки, виливки) в якості заготованки для даної деталі «Палець», зваживши, що матеріал деталі – сталь 40Х ГОСТ4543-71, тип виробництва – серійний, габаритні розміри деталі – , маса деталі m=0,52 кг, можливо вибрати заготованку із круглого гарячекатаного прокату та поковку,отриману методом гарячої штамповки. На базовому підприємстві заготованкою служить гарячекатаний прокат круглого перерізу:
Круг![]() довжина одиничної заготованки l=115
мм.
довжина одиничної заготованки l=115
мм.
Зважаючи на те, що хоч діаметральні розміри деталі значні перепади, деталь виготовляється в серійному виробництві, можливо прийняти заготованку – поковку, отриману методом гарячої штамповки на кривошипному гарячештамповочному пресі в закритих штампах.
Але остаточний вибір заготованки визначаємо після розрахунку економічної доцільності отримання заготованок.
2.2 Вибір величин загальних припусків та розрахунок розмірів заготованки з допусками.
Визначення коефіцієнту використання матеріалу
Загальні припуски визначимо за ГОСТ 7505-89 "Поковки стальные".
1.Точність заготованки – Т4 так як заготовка обробляється на горизонтально-кувальних машинах в закритих штампах.
2.Категорія поковок характеризується групою сталі, яка умовно позначається М2 до якої відносяться леговані сталі. Зваживши, що матеріал деталі Сталь40Х ГОСТ4543-71, дана сталь відноситься до групи М2 тому, що вміст вуглецю перевищує 0,35 %.
3. Заготованки, виготовлені гарячою об'ємною штамповкою на різноманітному кузнечно-пресовому обладнанні, поділяють на чотири степені складності : С1, С2, С3, С4.Степінь складності – це відношення маси штамповки до маси фігури, в яку вписується штамповка. Степінь складності приймають за ГОСТ 7505-89.
Степінь складності визначається за допомогою формули :
![]() ,
(2.1)
,
(2.1)
де
![]() -
маса поковки, кг;
-
маса поковки, кг;
![]() -
маса фігури.
-
маса фігури.
Поковка вписується в циліндр, розміри якого приймаємо в 1,05 разів більші розмірів деталі.
Масу циліндра можливо визначити за допомогою формули :
![]() кг,
(2.2)
кг,
(2.2)
де
d=![]() -діаметр
циліндра;
-діаметр
циліндра;
![]() -довжина
циліндра;
-довжина
циліндра;
![]() -
густина сталі
-
густина сталі
![]() кг
кг
Маса поковки розраховується за формулою :
Mп. = Мд · Кр, кг (2.3)
де Кр. – розрахунковий коефіцієнт, Кр. = 1,3 ÷ 1,6
Mд – маса деталі, Мд = 0,52 кг
Мп. = 0,52 · 1,5=0,78 кг
Обчислюємо значення степеня складності :
![]() =.
=.![]()
Таке значення степеня складності знаходиться в межах степеня складності С2.
4. Визначаємо вихідний індекс для наступного призначення основних припусків. Визначається в залежності від марки сталі, степені складності та класу точності.
Вихідний індекс-10
Визначаємо величини загальних припусків на діаметральні та лінійні розміри і дані зводимо до таблиці з указанням величин допусків.
При виготовленні заготованок, які підвергаються нагріванню в полум’яній печі, допускається збільшення припуску на 0,5 мм на сторону оброблюваної поверхні. Величина збільшення припуск залежить від маси поковки.
Таблиця 2.1 Розрахунок величин загальних припусків
Розмір поверхні |
Параметр шорсткості, мкм |
Загальний припуск на розмір, мм |
Допуск, мм |
Розмір заготовки з граничними відхиленнями, мм |
Діаметральні розміри |
||||
|
12,5 |
|
|
|
|
12,5 |
|
|
51,4 |
|
6,3 |
|
|
34,8 |
М20-8g |
6,3 |
|
|
23,8 |
Лінійні розміри |
||||
|
12,5 |
|
|
114,6 |
|
12,5 |
|
|
13,2 |
|
12,5 |
|
|
34,2 |
Штампувальні
нахили-
![]()
Радіуси штампування 3-5 мм.
Допустима величина зміщення штампу 0,4 мм.
Допустима величина задирок 0,6 мм.
Для визначення маси заготованки – поковки поділимо її на чотири циліндри.
![]() кг
(2.4)
кг
(2.4)
![]() кг
(2.5)
кг
(2.5)
![]() кг
(2.6)
кг
(2.6)
![]() кг
(2.7)
кг
(2.7)
![]() кг
(2.8)
кг
(2.8)
Визначимо коефіцієнт використання матеріалу для заготованки – поковки
![]() (2.9)
(2.9)
Визначимо масу заготованки з круглого гарячекатаного прокату, яка має розміри :
d=50мм , l=120 мм, з врахуванням відрізки.
![]() кг
(2.10)
кг
(2.10)
Визначимо коефіцієнт використання матеріалу для заготованки з круглого прокату
![]() (2.11)
(2.11)
Так як коефіцієнт використання матеріалу при застосуванні заготовки – штамповки більший ніж при прокаті 0,76>0,28 вибираємо заготовку – штамповку.