

1.2.5 Пристрої та механізми для замаслювання
Регулювання кількості замаслювача, що забирається волокном здійснюється на машинах за рахунок зміни швидкості обертання дисків і кута обхвату ниткою дисків. Для подачі замаслюючої рідини до дисків служить система подачі і циркуляції. Система подачі замаслювача на формувальну машину для отримання поліамідних ниток складається з двох рядів замаслюючих дисків 8 (рисунок 1.5), розміщених паралельно фронту обслуговування машин. До верхніх і нижніх дисків замаслювач надходить по самостійним системам кожна з яких включає збірний бак 2 з насосом 1, верхній напірний бак 5 і систему трубопроводів. Остання складається з трубопроводу 6 для розведення замаслювача по робочих місцях у ванночки 11, трубопроводу 9 для зливу її в збірний бак 2.
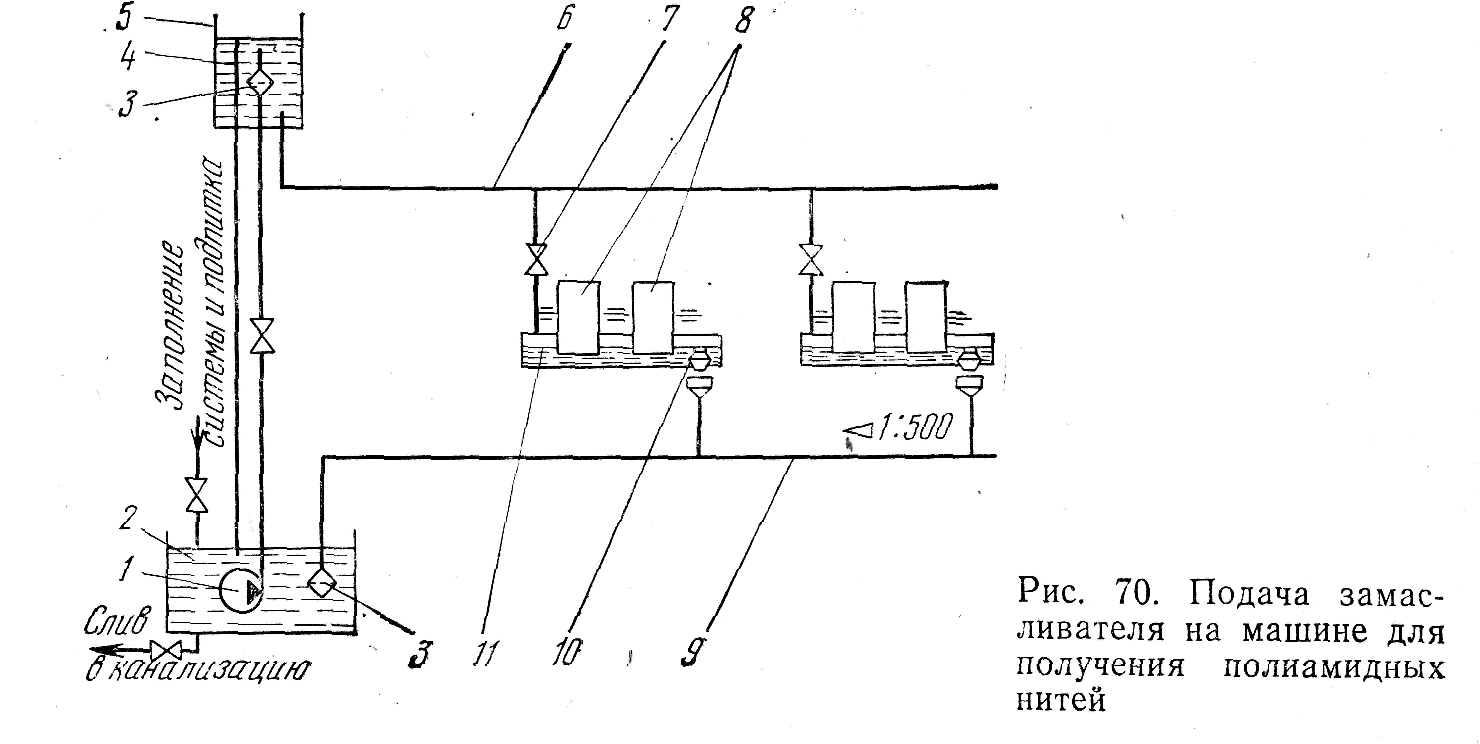
Рисунок 1.5 – Система подачі і циркуляції замаслювача на машині для
отримання поліамідних ниток машини МФ-600-КШ-24
Для кожної ванночки 11 передбачені вентилі 7, за допомогою яких регулюється подача замаслювача, і регульований патрубок 10 для установки рівня замаслювача у ванночці, який контролюється повертанням різьбової регульованої втулки переливного патрубка.
Із збірного бака 2 замаслювач насосом 1 подається в верхній напірний бак 5, де передбачена переливна труба 4. З її допомогою підтримується постійний рівень замаслювача в баку. На зливному трубопроводі передбачені фільтри 3. З верхнього напірного бака 5 замаслювач надходить на робочі місця самопливом. Злив з ванночок 11 в збірний бак 2 також здійснюється самопливом. При роботі машини для забезпечення постійного рівня у ваннах і у верхньому напірному баку подача замаслювача повинна перевищувати її витрату.
Конструкція ванночки замаслюючих дисків представлена на рисунок 1.6.
В даний час для замаслювання ниток, яки формуються, поряд з традиційними дисковими замаслюють пристроями застосовують пристрої з дозованою подачею замаслювача в зону нанесення. Дозована система забезпечує більш високу якість нанесення замаслювача, ніж дискова. Крім того, вона має менші розміри, закрита від впливу навколишнього середовища і, що найголовніше, забезпечує гарантовану подачу необхідної кількості замаслювача на нитку.
У системах з дозованою подачею замаслювача найбільш перспективною вважається система із застосуванням спеціальних дозувальних насосів. У комплекті з дозувальними насосами застосовують пристрої капілярного і щілинного типу.
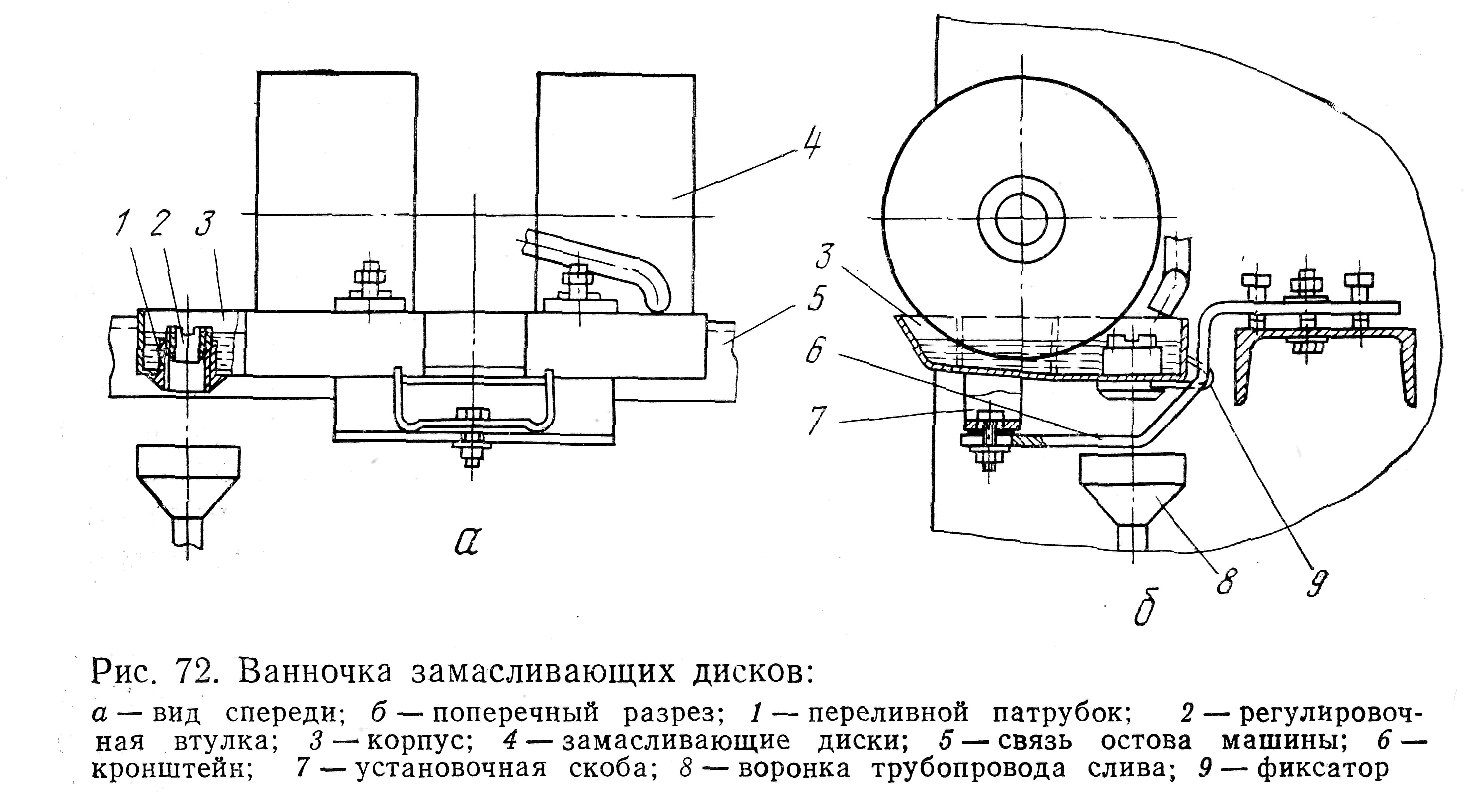
а – вид спереду; б – поперечний розріз;
1 – переливний патрубок; 2 – регулююча втулка; 3 – корпус; 4 – замаслюючи диски; 5 – ланка остова машини; 6 – кронштейн; 7 – установочна скоба; 8 – воронка зливного трубопроводу; 9 – фіксатор
Рисунок 1.6 – Ванночка замаслюючих дисків машини МФ-600-КШ-24
Для переміщення замаслювача зі збірного бака в напірний застосовують зубчасті або занурені насоси відцентрового типу.
Матеріал замаслюючих пристроїв будь-якого типу значно впливає на кількість і рівномірність нанесення замаслювача. Найбільш придатні для замаслючих пристроїв фарфор. Мікрорельєф робочої поверхні повинен, мати великі радіуси заокруглень вершин мікронерівностей (0,5-1 мм) і малі кути нахилу бічних сторін (1-2°).
Після замасліваючих пристроїв волокна поступають в приймально-намотувальний механізм.