

3.2. Приклад розрахунку
Визначити коефіцієнт використання матеріалу при виготовленні шестигранних прокладок згідно ескізу в однорядному штампі з металевої стрічки товщиною 2,2 мм і довжиною 1500 мм. Намалювати схему розкладки деталей в стрічці.
3.3.Розв’язання
Намалюємо ескіз деталі (рис.3.1.,а)
Виходячи з конфігурації деталі встановлюємо, що всі її елементи розміщені в одній площині, тобто деталь відноситься до групи плоских деталей. Для її виготовлення необхідно здійснити дві операції:
1 – вирубування шестигранного контуру;
2 – пробивання круглого отвору.
Для штампування даної прокладки доцільно використати штамп послідовної дії, у якому по ходу подачі стрічки послідовно виконуються дві операції: спочатку пробивається отвір 20 мм, потім вирубується шестигранний контур. Обидві операції здійснюються за кожний робочий хід повзуна преса.
Виходячи з конфігурації деталі та технології її штампування намалюємо схему розкладки деталей в стрічці (рис.3.1.,б).
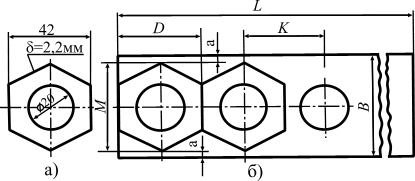
Рис.3.1. Схема розкладки деталей в стрічці
Перемички між контурами деталей не передбачені (в=0), оскільки контури утворені прямими лініями. Наведена розкладка забезпечує видалення відходів і максимальне використання матеріалу. Крок подачі дорівнює найбільшому розміру деталі у напрямі подачі. Тобто К=D+в=42 мм. Найбільший розмір контуру в напрямі ширини стрічки дорівнює діаметру описаного кола навколо шестигранника:
М=D/sin600= 42/0,707=48,5 мм
Виходячи з відомої товщини матеріалу S=2,2мм за даними табл.4.1. визначаємо ширину кромки а=2,4мм (для листа товщини 2,5мм).
Тоді потрібна стрічка або штаба мінімальною шириною В=М+2а=48,5+2 2,4=53,3мм. Округляємо ширину стрічки до 54мм.
Визначимо кількість деталей, яку можна виготовляти із стрічки довжиною L=1500мм. Якщо використати штамп з боковим отвором
![]() шт
шт
Обчислюємо площу деталі:
![]() площа
шестигранника
площа
шестигранника
![]()
Fк
– площа круглого отвору:
![]()
Тоді
![]()
Коефіцієнт використання матеріалу
![]()
3.4. Основна література
Технология важнейших отраслей промышленности. – Учебник для эконом. Спец. А.М.Гимбер и др. – М.: Высшая школа. 1985. – 496с.
Технология важнейших отраслей промышленности. – Учебник под ред. И.В.Ченцова.- Минск: Высшая школа. 1977.
Единая система технологической документации (ЕСТД). Справочное пособие / под ред. Е.А.Лободы и др.- М.: Из-во стандартов, 1992.
Технология конструкционных материалов. Учебник / Г.А.Прайс и др.- К.: Вища школа, 1981.
Технологичность конструкции изделия. Справочник / Ю.Д.Амиров и др.- М.: Машиностроение, 1980.
Технологія машинобудування. Підручник.- Львів, Світ, 1996.
Технология строительных и монтажных работ. Учебник / Б.Ф.Белецкий - М.: Высшая школа, 1986.
Кривенко П.В. Будівельні матеріали. Підручник для вузів: -К.: Вища школа, 1993.- 389с.
Плоткин М.Р. Основы промышленного производства. –М.: Высшая школа, 1977.
Технологія конструкційних матеріалів. Підручник під ред. М.А.Сологуб.- К.: Вища школа, 1993.
Збожна О.М. Основи технології. Навчальний посібник. - Тернопіль: Карт- бланш, 2002.