

Тема 2. Економічна ефективність технологічних процесів
Завдання № 2
Питомі поточні витрати, що припадають на одиницю продукції машинобудівного підприємства в першому технологічному процесі рівні а1, в другому процесі – а2. Одноразові капітальні витрати на виготовлення заданого об’єму випуску продукції за рік (N) технологічних процесів ТП1 і ТП2 відповідно складають в1 та в2. За параметрами технологічних процесів визначити собівартість заданого об’єму випуску продукції ТП1 та ТП2 і розрахувати критичний об’єм продукції рівноцінності порівнюваних технологічних процесів. Зробити економічне порівняння та оцінку двох технологічних процесів використовуючи графічні побудови. Вихідні дані взяти за таблицею 2.1. і 2.2 згідно варіанту (за двома останніми цифрами залікової книжки). Додатково визначити вартість одиниці продукції.
2.1. Теоретичні основи розрахунку
Економічну ефективність технологічного процесу визначають за собівартістю виробленої продукції в порівняльних варіантах технологічного процесу.
Собівартість виготовлення одного виробу або штучна собівартість визначається за формулою:
![]() ,
(2.1.)
,
(2.1.)
де а – сума всіх поточних витрат, які припадають на одну деталь;
b – одноразові витрати на виготовлення заданої кількості деталей;
N – кількість виготовлених деталей за рік.
Собівартість заданої партії деталей (річної програми):
![]() (2.2.)
(2.2.)
Поточні витрати (а) визначаються такими складовими:
![]() (2.3)
(2.3)
де m – витрати на матеріали і технологічне пальне, у.о.,
![]() – заробітна плата
за партію деталей, у.о.,
– заробітна плата
за партію деталей, у.о.,
В – витрати, які пов’язані з роботою обладнання, витрати на утримання керівного персоналу, нараховуються у % до заробітної плати, у.о..
Вартість матеріалів
![]() (2.4.)
(2.4.)
де
![]() –
середня
вартість одного kg
матеріалу,
у.о.,
–
середня
вартість одного kg
матеріалу,
у.о.,
![]() – чиста
масса деталей за кресленням,
kg,
– чиста
масса деталей за кресленням,
kg,
![]() -
коефіцієнт
використання матеріалу:
-
коефіцієнт
використання матеріалу:
![]() (2.5.)
(2.5.)
де Н – норма витрат матеріалу на деталь,kg.
Заробітна плата
![]() ,
,
де ЗГ – середня годинна заробітна плата, у.о./h,
![]() - сума калькуляційного
часу на виготовлення деталей, h.
- сума калькуляційного
часу на виготовлення деталей, h.
Одноразові витрати b визначаються:
![]() (2.6.)
(2.6.)
де Сн – заробітна плата наладчиків обладнання, у.о.;
I – вартість спеціальної оснастки тривалого користування (штампи, прес-форми, інструменти тощо);
k – коефіцієнт, який враховує термін роботи оснастки і витрати на її експлуатацію;
З – затрати на заробітну плату основним робітникам.
![]() (2.7)
(2.7)
де tшт – норма штучного часу;
![]() - тарифна
ставка на дану
кваліфікацію
(розряд)
і фах;
- тарифна
ставка на дану
кваліфікацію
(розряд)
і фах;
n – кількість операцій;
Заробітна плата наладчиків (без обліку нарахувань):
![]() (2.8.)
(2.8.)
де Тп.з. – норма підготовчо-завершального часу;
![]() - годинна заробітна
плата наладчика, у.о.;
- годинна заробітна
плата наладчика, у.о.;
r – кількість переналагоджень верстата у певний термін часу, що розглядається (наприклад, за рік).
Економічну оцінку двох варіантів технологічного процесу можна зробити, якщо побудувати графік (рис.2.1.) за двома рівняннями:
![]() (2.9.)
(2.9.)
![]() (2.10)
(2.10)
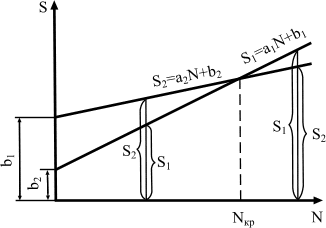
Рис.2.1. Графік порівняння собівартості виготовлення партії виробів різних технологічних варіантів
За річного випуску Nn<Nкр(Nкр – критична партія виготовлених деталей) - економічно доцільно використовувати перший варіант технологічного процесу, тому що S1<S2. При річній програмі випуску Nn>Nкр, доцільно прийняти другий варіант технологічного процесу, тому що S1<S2.
Розмір критичної партії Nкр визначається за формулою:
![]()
При N=Nкр обидва варіанти технологічного процесу економічно рівноцінні.