

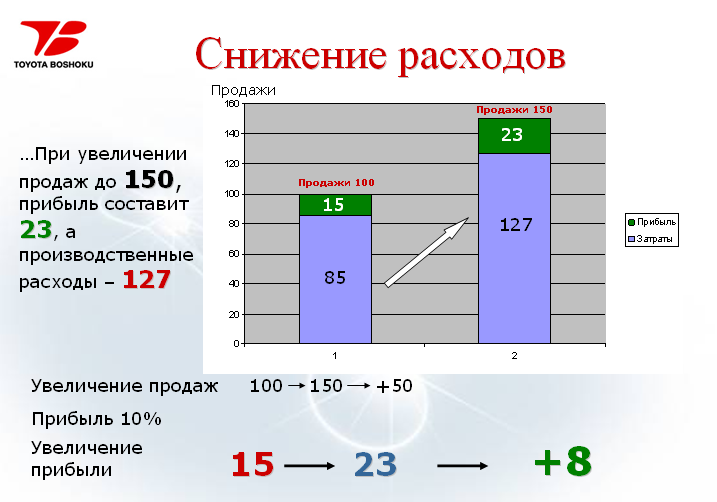
Снижение расходов



П роизводственный процесс Участок полиуретана
 Полиуретан получают путем проведения
химического синтеза (конденсации) -
взаимодействия нескольких видов
многоатомных спиртов (полиолов) и
изоцианата. Компоненты смешиваются
непосредственно перед подачей в
пресс-форму. Дозировка компонентов и
готовой реакционной массы в пресс-форму
осуществляется автоматически, однако,
распределение по пресс-форме и подачу
массы осуществляет оператор. Пресс-форма
предварительно обрабатывается паром
и смазочными материалами, ставится
проволочный каркас и прокладка. После
заливки форму герметично закрывают и
подвергают нагреву. В ходе выдержки ПУ
внутри пресс-формы при температуре 60ºС
проходит химическая реакция с выделением
газов, которые вспенивают реакционную
массу, многократно способны увеличить
её в объёме. Масса принимает соответствующую
форму готовой подушки. Полученная
первичная подушка из готового вспененного
полиуретана извлекается из пресс-формы,
излишки пены удаляются вручную специальным
устройством, подушка ровняется и
поступает на стадию выдержки.
Полиуретан получают путем проведения
химического синтеза (конденсации) -
взаимодействия нескольких видов
многоатомных спиртов (полиолов) и
изоцианата. Компоненты смешиваются
непосредственно перед подачей в
пресс-форму. Дозировка компонентов и
готовой реакционной массы в пресс-форму
осуществляется автоматически, однако,
распределение по пресс-форме и подачу
массы осуществляет оператор. Пресс-форма
предварительно обрабатывается паром
и смазочными материалами, ставится
проволочный каркас и прокладка. После
заливки форму герметично закрывают и
подвергают нагреву. В ходе выдержки ПУ
внутри пресс-формы при температуре 60ºС
проходит химическая реакция с выделением
газов, которые вспенивают реакционную
массу, многократно способны увеличить
её в объёме. Масса принимает соответствующую
форму готовой подушки. Полученная
первичная подушка из готового вспененного
полиуретана извлекается из пресс-формы,
излишки пены удаляются вручную специальным
устройством, подушка ровняется и
поступает на стадию выдержки.
При условии наличия барабана, число операторов значительно сокращается за счет уменьшения ручных операций.
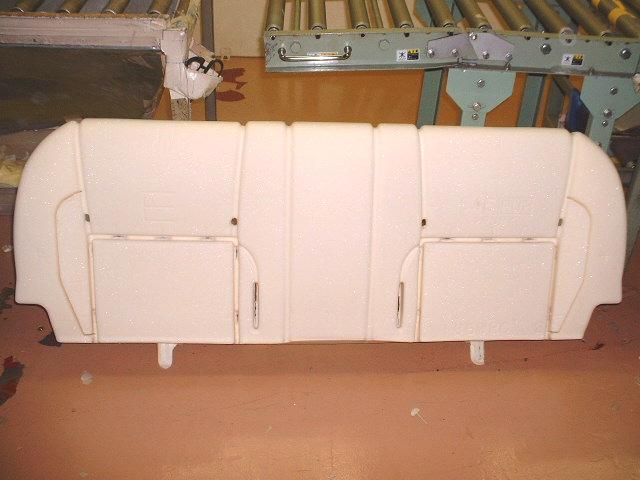
Краткое описание участка полиуретана и производственного процесса.
Отделение приготовления полиуретановых подушек располагается на двух этажах на территории предприятия Toyota Boshoku. На первом этаже располагается склад текущих расходных материалов (полиолов и изоцианата), на втором этаже – оборудование. Забор реагентов и подачу на второй этаж осуществляют с помощью вакуум-насосов. Установлены отдельные шланги и автоматические компьютеризированные дозаторы на изоцианат и четыре вида полиолов, которые замыкаются на портативном смесителе (смешивание компонентов происходит непосредственно перед подачей реакционной массы в форму).
Полиолы и изоцианат используются в соответствии с необходимым видом получаемого полиуретана (по качеству жесткости) – для мягкой основы сидения, на переднее водительское сидение, переднее пассажирское, задние сидения.
Мягкая основа используется во всех типах кресел, как для подушки сидения, так и для спинки. Для её получения используют 1-й вид полиола.
Боковые крайние части кресла (спинки и сидения) изготавливаются из более жесткого типа полиуретана для сохранения формы кресла. Изготавливая жесткий тип полиуретана, реакционную массу подают слоями в барабанную форму: сначала массу для мягкой основы, затем массу для полиуретана необходимой жесткости. Технология производства остальных типов подушек схожа (реакционные массы подают слоями). Для изготовления крайних частей кресла используется 2-й вид полиола.
Третий вид полиола используется для изготовления водительского кресла. Полученную подушку подвергают вакуум уплотнению, во избежание образования полостей. Во избежание поломки каркасной основы подушки уплотнение осуществляют вакуумом, а не пресс-методом.
Для компенсации массы заднее сидение изготавливают из самого легкого типа полиуретана. Технология производства схожа с остальными типами кресел.
В барабане существуют 8 заменяемых форм для соответствующих типов сидений и спинок.
Поэтапное описание работы на ПУ установке:
Форму очищают от остатков ПУ. Чистка может быть как механическая, так и паровая.
Форму смазывают специальной смазкой – риккезай, которая наносится в виде спрея.
Перед заливкой реакционной массы в форму в ней закрепляют каркасную проволоку специальной конструкции на магнитах. Для шумоизоляции на проволоку надевают специальный материал.
Подача полиола и изоцианата через смеситель специальной конструкции, установленный на шланге. Дозировка автоматическая с индикацией массы подаваемой смеси. Распределение по форме ручное.
Разогрев формы горячей водой до 60 - 65ºС. Время температурной выдержки 5 минут.
Извлечение ПУ подушки.
Вакуум-сжатие подушки, удаление воздуха из возможных полостей.
Обрезка и равнение подушки.