

3.3. Логистическая система «Кан-Бан»
Основная идея системы «Кан-Бан» заключается в том, чтобы поддерживать непрерывный поток продукции с целью гибкой перестройки производства при изменении спроса. Основное отличие данной системы от МРП заключается в полном отсутствии запасов материальных ресурсов. Каждый последующий этап производства получает от предыдущего необходимые детали в нужное время. Следовательно, на предыдущем этапе производится только такое количество деталей, которое возмещало бы отправленное ранее.
Карточки «Кан-Бан» являются своею рода информационной базой данных, они циркулируют как внутри фирмы, так и между многочисленными фирмами-поставщиками. Система проста в построении и не требует больших затрат на ее компьютеризацию. Детали «вытягиваются» на каждую последующую операцию с предшествующей по мере необходимости.
Для внедрения системы «Кан-Бан» должны быть созданы определенные предпосылки:
а) сбалансирование производства;
б) нормирование работ;
в) гибкое использование рабочей силы;
г) формирование в производстве достаточно автономных и самостоятельно взаимодействующих производственных звеньев.
Основная задача системы «Кан-Бан» заключается не просто в контроле за производством, а в стимулировании усовершенствования рабочих операций, повышения качества продукции и производительности труда.
Область применения может быть распространена на сферу сбыта продукции и закупок сырья и материалов.
Рабочие, обслуживающие какой-либо этап процесса производства, получают по своему заказу с предшествующего участка необходимые в требуемом количестве и в нужное время. В этом случае работникам на предшествующем этапе ничего не остается, как производить только такое количество деталей, которое возмещало бы взятое рабочими.
«Кан-Бан» представляет собой прямоугольную карточку в пластиковом конверте. Применяются два вида карточек «Кан-Бан»: карточка отбора и карточка производственного заказа. В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки, в то время как в карточке производственного заказа указано количество деталей, которое должно быть изготовлено на предшествующем участке. Эти карточки циркулируют как внутри заводов, так и между многочисленными фирмами-поставщиками. Они содержат информацию о количестве необходимых деталей, обеспечивая тем самым функционирование производства по системе «точно вовремя». Короче говоря, «Кан-Бан» является информационной системой, обеспечивающей оперативное регулирование количества произведенной продукции на каждой стадии производства. Суть метода системы «Кан-Бан» представлена на рис.14.
Маршрут карточки Склад
Заказ «Кан-Бан» деталей Маршрут карточки
Отбора «Кан-Бан»









Рис.14.Механизм функционирования системы «Кан-Бан»
Производится сборка продукции А, В и С на конвейере. Необходимые для сборки детали а и в наготовлены на предшествующем участке и складированы рядом с конвейером вместе с сопровождающими их карточками заказа «Кан-Бан», на основе которых была изготовлена данная продукция. Автопогрузчик от линии, где собирается продукция А, подается с этой станочной линии, чтобы взять изготовленные детали а с прикрепленными к ним карточками отбора «Кан-Бан». На месте складирования деталей, а рабочий загружает столько ящиков с деталями а, сколько указано в карточке отбора, снимая при этом с ящиков прикрепленные к ним ранее карточки производственного заказа. Затем рабочий доставляет па сборочную линию контейнеры с карточками отбора «Кан-Бан». В то же время карточки производственного заказа в месте складирования деталей, а у поточной линии, показывая количество взятых деталей. Они информируют о заказе на изготовление новых деталей на данной производственной линии. Деталь а будет изготовлена в строгом соответствии с количеством, указанном на карточках производственного заказа «Кан-Бан».
Реализация системы «Кан-Бан» предполагает, чтобы до фактического начала производственного процесса до всех участков был доведен общий производственный план.
Такой план в системе МРП называется агрегированным (свободным) планом. Он очень важен для системы, так как это та цель, на достижении которой ориентирована вся система. В системе «Кан-Бан» свободный план не регламентирует строго задачи производства, он намечает лишь будущую схему для проведения общезаводского расчета потребности в материалах и рабочих на каждом производственном участке.
Поэтому при планировании потребности в материалах в конце каждого планового производственного периода (или производственного цикла) должно быть проведено сопоставление плановых объемов выпуска с фактическими. Если в результате такого сопоставления будут обнаружены расхождения, то предпринимаются меры, направленные на исправление сложившегося положения. Так как временным циклом обычно является неделя, то корректировка свободного плана производится еженедельно.
По системе «Кан-Бан» в конце каждого временного цикла, т.е. суток, запланированного выпуска с фактическим не требуется, поскольку план постоянно автоматически корректируется в процессе производства. Если потребуется пересмотреть суточный план производства - производственный график, то новый план будет основываться на суточных заказах торговых посредников и отражать текущие требования рынка. Далее, так как поток карточек «Кан-Бан» движется по предприятию от главного сборочного конвейера к предшествующем производственным стадиям, то соответственно о любых изменениях в свободном плане производства предприятию нужно уведомить только главный сборочный конвейер. Вот почему система «Кан-Бан» характеризуется как «вытягивающая» система, в то время как другие системы управления производством, такие как МРП, характеризуются как «толкающие» системы, где пульс («толчок») исходит от центра.
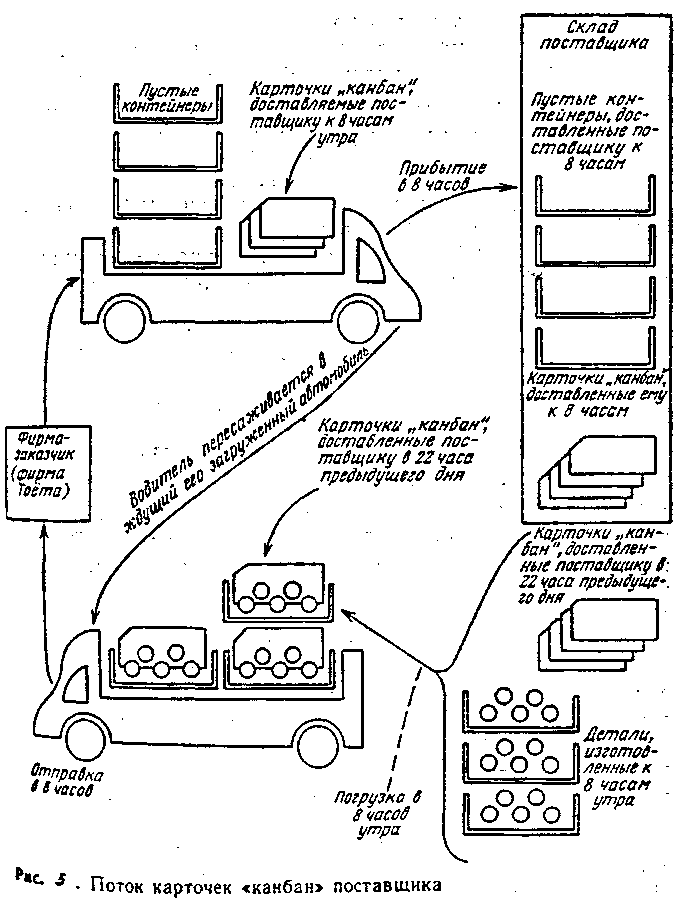
Рис. 15. Поток карточек «канбан» поставщика
В США и других странах в последние годы предприняты попытки создания комбинированных систем управления «Канбан-МРП-2», «точно вовремя МРП-2» и др., которые, по мнению их разработчиков, дают возможность частично преодолеть недостатки отдельно взятых систем. В комбинированных системах МРП-2 используется для планирования производства. «Кан-Бан» - для оперативного контроля и регулирования производственного процесса.
Комбинированную систему управления МРП-2 - «точно во время» используют, например, такие известные фирмы, как «Ролс ройс Моторс» и JCI (Великобритания).