

неудовлетворительные механические свойства.
§ 2. Причины и меры предупреждения дефектов
Несоответствие размеров отливки чертежу может явиться следствием неправильно назначенной усадки при разработке модельного комплекта, а также неточной сборки формы. Этот дефект может быть устранен доводкой модельного комплекта, повышением точности сборки формы.
Несоответствие массы отлнвки заданной по чертежу возникает- также чаще всего по тем же причинам, Что и несоответствие размеров. Кроме этого, увеличение массы возможно также и вследствие деформации формы при заливке ее жидким металлом.
Спай (рис. 202) и недолив (рис. 203) в отливках образуются от неслившихся потоков металла, потерявших жидкотекучесть и затвердевших до заполнения всей формы. Такие потоки получаются ПРИ заливке формы холодным металлом через питатели малого сечения, при чрезмерно влажной формовочной смеси (в тонкостенных отливках) или большом количестве каменноугольной пыли _в формовочной смеси.
Заливы на отливке возникают обычно по разъему формы вследствие изношенности опок, их коробления, а также из-за недостаточного крепления формы.
11 Титов
321
Перекос
в отливках образуется при небрежной
сборке формы в результате смещения
полуформы или неправильной центровке
Рис.
202. Спай в отливке
опок,
из-за износа втулок и штырей, несоответствия
знаковых частей стержня на модели и в
стержневом ящике. Отливка получается
со смещенными частями.
S*jTri,','
Рис.
203. Недолив в отливке
Пригар
(см. рис. 150) —прочное соединение
поверхности отливки с формовочной или
стержневой смесью, образуется вследствие
недостаточной
огнеупорности формовочных материалов,
их за со-
322

„юности
вредными примесями, плохого качества
литейных красок,
Ужимины — узкие и длинные вмятины в отливке, прикрытые слоем металла, отделенного от тела отливки прослойкой формовоч- ного материала. Ужимины образуются обычно на плоских больших поверхностях отливок, особенно при сильном уплотнении сырых форм. Ужимины (рис. 204) появляются вследствие теплового воздей- ствия жидкого металла на стенки формы, в результате чего поверх- ностные слои формы разогреваются и деформируются, образуя в отливке вмятину. Иногда деформации поверхностного слоя формы настолько велики, что поверхностная корочка формы отслаивается,
появляется трещина, в которую по- падает жидкий металл.
С целью устранения ужимин сле- дует не переуплотнять форму, зали- вать ее металлом с нормальной тем- пературой, увеличивать скорость за- ливки, применять специальные фор- мовочные краски, позволяющие ис-
ключить появление трещин в форме Рис. 204. Ужимина на поверх- и ее деформацию при прогреве метал- ности отливки
лом. Ужимины можно устранять нанесением рисок (в виде сетки пересекающихся линий) на поверхность формы ланцетом или выполнением специальных противоужим- ных ребер на модели. Риски уменьшают деформацию поверхности формы, препятствуют ее сжатию и отслаиванию.
Горячие трещины возникают в отливках при высокой температуре заливаемого металла, повышенной усадке отливки, неправильной конструкции литниковой системы и прибылей, при плохой податливости стержня и формы, неправильной конструкции отливок, неравномерном охлаждении, вызывающем внутренние напряжения в отливке, а также при отклонениях химического состава металла от заданного. Горячие трещины имеют темную окисленную поверхность, тогда как холодные трещины, образующиеся при более низких температурах металла, имеют светлую металлическую неокисленную поверхность.
Холодные трещины могут быть следствием как неравномерной усадки отдельных частей отливки, так и просто механических повреждений при выбивке и очистке. С целью устранения холодных трещин необходимо обеспечивать равномерное охлаждение отливки в тонких и утолщенных местах.
Газовые раковины — пустоты в теле отливки, имеющие чистую и гладкую поверхность. Они бывают открытые (наружные) или закрытые (внутренние) и возникают при чрезмерной влажности и недостаточной газопроницаемости формовочной смеси, недостаточной вентиляции формы и стержня или неправильном ее' устройстве, низкой температуре заливаемого металла, плохой просушен- ности формы и стержня, высоко^ содержании серы в металле и др.
Ужимина
11»
323
Устранение
этих причин снижает возможность
образования газовых раковин.
Рис.
205. Наружная газовая раковина в отливке
На
рис. 205 показаны наружные раковины,
образовавшиеся от
чрезмерной
влажности формовочной смеси, а на рис.
147 — вну-
тренние
газовые раковины,
вскрытые
после механической
обработки.
Рис.
206. Брак отливки из-за обвала формы
Рис.
207. Песочные раковины в отливке
Обвал
формы происходит в основном в результате
слабого уплотнения формы, недостаточной
прочности формовочной смеси, а
также от
неисправностей формовочного оборудования
и сильных толчков
и
ударов по опоке во время сборки формы.
На рис. 206 приведен характерный брак
отливки, который получился в результате
обвала
формы.
324


Песочные
раковины (рис. 207) возникают вследствие
низкой прочности и влажности формовочной
смеси, недостаточной поверхностной
прочности стержня, слабого уплотнения
и плохой продувки
формы
сжатым воздухом перед ее сборкой; кроме
того, отдельные
комочки
и песчинки смываются струей металла
во время
заливки и заносятся
в
отливку.
Этот
брак
можно устранить нормальным
уплотнением
формы, тщательной ее продувкой в
процессе
сборки
и
тщательной отделкой литниковой воронки;
не следует, допускать длительного
выстаивания формы перед заливкой.
Шлаковые
включения могут быть расположены внутри
отливки или на ее поверхности. Шлаковые
раковины (включения) всегда полностью
или частично заполнены шлаком, попадающим
в отливку во время заливки металла в
форму. Они образуются вследствие
Рис.
208. Отливки с усадочными раковинами и
пористостью
недостаточно
тщательной очистки шлака с поверхности
металла, перед заливкой его в форму,
низкой огнеупорности футеровки ковшей
и неправильной конструкции литниковой
системы.
Усадочные
раковины возникают вследствие
недостаточного питания отливки
металлом в местах скопления последнего,
неправильной конструкции отливок,
неправильной установки литников и
прибылей, заливки чрезмерно горячим
металлом, а также повышенной усадки
металла. Усадочные раковины отличаются
неправильной формой и изрытой
шероховатой поверхностью, большей
частью окисленной (рис. 208, а).;
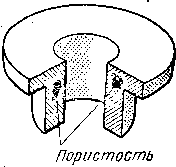
Рыхлота
и усадочная пористость в отливках
образуются из-за недостаточного питания
отливки жидким металлом в процессе
кристаллизации (рис. 208, б),
а также в утолщенных местах отливки.
Для устранения местной рыхлоты
рекомендуют в соответствующих Утолщенных
местах отливки ставить холодильники,
изменять конструкцию отливки, т. е.
выравнивать стенки от тонкой ее части
к
толстой. ’
Газовые
раковины появляются в результате
захвата металлом в°здуха
при образовании завихрений в случае
неправильной литниковой системы.
Причинами появления газовых раковин
могут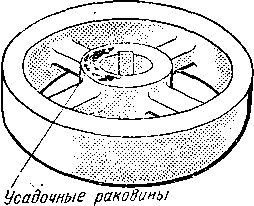
быть
недостаточная вентиляция формы, большая
газонасыщенность сплава и недостаточная
газопроницаемость песчаных стержней.
Несоответствие
химического состава металла отливок
заданному может произойти вследствие
неправильного взвешивания шихтовых
материалов, смешивания различных сортов
материалов, неправильного ведения
процесса плавки. Чтобы устранить брак
по химическому составу, необходимо
контролировать исходные шихтовые
материалы, поступающие на шихтовый
двор, строго соблюдать порядок их
взвешивания, следить за ходом плавки,
т. е. контролировать количество
подаваемого воздуха, давление дутья,
количество загружаемого топлива,
состав колошниковых газов и т. д.
Несоответствие
(ухудшение) механических свойств отливок
заданным является обычно следствием
несоответствия химического состава и
структуры металла заданным. •
Контроль
отливок
начинают
с внешнего осмотра
в
два этапа: предварительно до очистки
и отжига, а затем после окончательной
очистки.
Химический
состав отливок определяют в цеховой
экспресс- лаборатории или заводской
лаборатории методами химического или
спектрального анализов. Пробой на
химический и спектральный анализ служит
обычно прилитый к отливкам образец или
образец для механических испытаний.
При
спектральном анализе между электродом
и поверхностью отливки образуется
искра или электрическая дуга, свет от
которой разлагается оптической призмой
на цветной-спектр, характеризующий
химический состав металла. Этот способ
основан на сопоставлении спектра
исследуемого металла со спектром
эталона. Сравнивая интенсивность
линий, -характеризующих содержание
того или иного элемента в спектрах
эталона и исследуемого образца, судят
о содержании этого элемента в отливке.
Основное преимущество спектрального
анализа заключается в быстроте
определения на спектральном приборе
содержания марганца, хрома, никеля,
кремния.
Геометрические
размеры отливок контролируют с помощью
шаблона,
специальных приспособлений и в отдельных
случаях по разметке на плите. Отклонения
в размерах не должны превышать
допускаемых.
При
контроле механических свойств отливки
из серого чугуна
проверяют
на изгиб, растяжение, стрелу прогиба,
твердость и иногда на сжатие. Для
испытаний отливают специальные образцы.
Отливки из ковкого чугуна испытывают
на растяжение, удлинение, твердость и
в некоторых случаях на ударную вязкость,
отливки из стали — по выточенным из
заготовки образцам — на растяжение,
удлинение, сжатие и твердость, отливки
из цветных сплавов на растяжение,
удлинение и твердость.
326
Л§ 3. Контроль качества отливок
Структуру
металла отливок устанавливают при
рассмотрении специально
приготовленных
образцов-шлифов невооруженным глазом
(макроскопический анализ) по излому
специальных технологических
образцов
или под металлографическим микроскопом
при увеличении
в
100—500
раз.
Дефекты
в отливках (трещины, раковины, рыхлоты)
можно обнаружить
магнитным
способом, просвечиванием рентгеновскими
и
гамма-лучами и испытаниями на
герметичность.
Рис.
209. Схема .просвечивания отливки
рентгенов- - сними лучами
Магнитный
способ испытания
основан на том, что предварительно
намагниченную испытуемую отливку
помещают между полюсами, электромагнита
или в магнитном поле соленоида, по
второму пропускают ток. Если такую
катушку передвигать вдоль намагниченной
отливки, то при встрече ее с каким-либо
дефектом изменяется направление
магнитного потока и в витках катушки
в°зникает
э. д. с. индукции, величина которой
измеряется показаниями гальванометра.
При
другом
магнитном способе обнаружения дефектов
намагни- енную
отливку покрывают сухим порошком (метод
порошка) или
327
смачивают
жидкой магнитной эмульсией (метод
эмульсии). Мелкие
отливки
иногда помещают в ванну с магнитной
эмульсией. Нанесен-
ный
на поверхность отливки порошок собирается
в месте располо-
жения
скрытого дефекта и выявляет, таким
образом, его границы.
Контроль
отливок рентгеновскими
лучами
производят при
помощи
специальных рентгеновских установок
(рис. 209). Рентгенов-
ская
трубка представляет собой стеклянный
сосуд, из которого
выкачан
воздух до разрежения Ю'6—10
7
мм рт. ст. К электродам
1
и 2
присоединяют источник высокого
напряжения (100—220 кВ).
Трансформатор
3
накала катода разогревает его, и под
действием
электрического
поля электроны с катода
устремляются
к аноду и создают коле-
бания
электронов во внутренних элек-
тронных
оболочках атомов металла ано-
да.
В результате этих колебаний возни-
кают
короткие электрические волны,
называемые
рентгеновскими лучами.
Рентгеновские
лучи с анода направ-
ляются
на отливку 4.
Внутренние де-
фекты
5
(трещины, раковины, рыхлоты)
уменьшают
фактическую толщину тела
отливки
(h>h1Jrh2),
через
которую
проходят
рентгеновские лучи, поэтому
и
поглощение их разными частями от-
ливки
различно. Там, где лучи прохо-
Рис.
210. Схема просвечива- дят
через раковину или трещину, по-
ния
отливки гамма-лучами глощаемость
их отливкой будет меньше,
поэтому
на фотопластинке 6
местонахождение раковины, рыхлоты
или трещины выявится пятном, повторяющим
очертания дефекта.
Рентгеновские
лучи вредно действуют на 'организм
человека, поэтому при их применении
необходимо строго соблюдать правила
техники безопасности.
Просвечивание
гамма-лучами
позволяет обнаруживать внутренние
дефекты
в отливках со стенками толщиной 15 мм.
Гамма-лучи
образуются
при излучении радиоактивных изотопов.
Наиболее распространены для
просвечивания
отливок установки с радиоактивными
изотопами Со60.
Однако Со60
обеспечивает качественные
снимки
только при контроле отливок толщиной
более 30 мм.
На
рис.
210
показана
схема просвечивания отливки гамма-
лучами. Ампула 1
с источником гамма-лучей находится в
защитном контейнере 2.
Исследуемую отливку 3
помещают над фотопластинкой 4.
Гамма-лучи проходят через тело отливки
и встречают на своем пути внутренний
дефект 6.
Интенсивность гамма-лучей буде1,
больше в месте дефекта, так как здесь
они встречают меньшее
сопротивление
среды. Поэтому на фотопленке 4
против дефекта
о
появится
более темный отпечаток 5
по сравнению с остальной
поверхностью
фотопленки.

Контроль
отливок на герметичность производят
гидравлическим испытанием,
при
котором отверстия полости отливки
закрывают. 0
качестве жидкости применяют воду.
Давление при гидравли-; ческом
испытании
назначают в зависимости от условий
работы детали. Наружная поверхность
отливки должна быть сухой, иначе
обнаружить
следы
течи невозможно.
При
пневмоиспытании поверхность отливки
покрывают мыльным раствором,
в случае
течи на поверхности отливок появляются
пузыри.
Незначительные
дефекты на неответственных поверхностях
отливки
могут
быть исправлены. Основными способами
исправления дефектов
в
чугунных отливках являются электросварка,
металлиза-' ция, газовая сварка,
декоративное исправление замазками,
пропитка
различными
составами и
механическая
заделка.
Холодной
сваркой исправляют дефекты чугунных
отливок элек- тродуговым способом
стальными, медными или железными
электродами, медными с железной
оболочкой, медноникелевыми, а также
специальными электродами. Дефектные
места, подлежащие заварке, разделывают
пневматическими зубилами или высверливают.
Правильно разделанная под заварку
раковина должна иметь чашеобразную
форму с отлогими стенками под углом
35—40° и с открытым дном. Трещины следует
вырубать на всю глубину.
По
сравнению со сталью чугун обладает
худшей свариваемостью. Значительная
хрупкость, повышенная чувствительность
к скорости охлаждения, резкий переход
от твердого состояния к жидкому и
наоборот осложняют процесс сварки
чугуна. Ввиду неравномерности
нагрева, имеющего место при сварке,
особенно холодной, завариваемое место
получается неоднородным по структуре.
При некачественной сварке в отливке
возможно образование трещин и других
дефектов в сварном шве и основном
металле.
Сваркой
с подогревом чугунными электродами
исправляют дефекты, расположенные на
обрабатываемых поверхностях чугунной
отливки (раковины больших размеров,
сквозные отверстия и трещины). При этом
обеспечивается однородность наплавленного
чугуна с основным. Отливки перед заваркой
нагревают до 600— 650° С (темно-красный
цвет). Крупные отливки нагревают в
особых ямах, вырытых в почве. Дно таких
ям засыпают горящим углем, а
на него укладывают исправляемую отливку.
Отливки нагревают °чень медленно — в
течение 14—15 ч. Температура нагрева
отливки определяется с помощью
контактной термопары. После заварки
исправленное
место засыпают раскаленным коксом.
Отливка Должна охлаждаться медленно,
чтобы место заварки не отбеливалось.
Металлизацию
применяют после заварки для устранения
пористости в отливках из серого
чугуна. Для металлизации место за- ВаРки
зачищают, слой металла (0,3—0,8
мм) наносят специальным
329§ 4. Способы исправления дефектов отливок
аппаратом
— металлизатором,
толщина слоя за один проход
0,03 мм. —
Сущность
процесса металлизации состоит в том,
что мелкие капли металла, расплавленные
электрической дугой, выдуваются сжатым
воздухом и наносятся на место отливки,
требующее исправления.
Газовую
сварку с общим подогревом отливок
используют для отливок из серого чугуна,
имеющих сложную конфигурацию и резкие
переходы от тонкой к толстой части.
Этот способ заварки гарантирует высокую
прочность и плотность сварного
соединения, а также однородность
химического состава и механических
свойств основного и наплавленного
чугуна. Отливка нагревается перед
заваркой до 700° С
для
предупреждения появления трещин,
напряжений и образования отбела в
металле отливки.
В
качестве присадочного материала
применяют чугунные стержни диаметром
5—6
мм и длиной 350—450 мм. Поверхность стержней
чцолжна быть чистой и плотной, не иметь
раковин и шлаковых включений.
Присадочный материал и места заварки
нагревают кисло- родно-ацетиленовым
пламенем или другим газом (водородом,
парами бензина, керосина и др.). Отжиг
отливок после заварки для снятия
напряжений производят при 450—500° С.
Декоративное
исправление чугунных отливок замазками
применяют главным образом для
улучшения внешнего вида отливки в
местах, не подвергающихся механической
обработке. Замазки должны обладать
хорошей плотностью и сцеплением с
металлом. Замазка при обстукивании
молотком не должна отскакивать от
отливки и растворяться в керосине,
масле и эмульсиях. После разделки
дефектное место на поверхности отливки
заполняют замазкой, образующей плотный
слой, который зачищают абразивом.
Для приготовления замазок применяют
эпоксидные смолы марок ЭД-5 и ЭД-6.
После затвердевания замазку зачищают,
а затем отливки поступают на механическую
обработку. Затвердевшая замазка
представляет собой массу высокой
прочности, которая хорошо обрабатывается
на металлорежущих станках и Поддается
шлифованию.
Для
повышения герметичности чугунные
отливки пропитывают
раствором
нашатыря, хлорного железа с железным
суриком и натриевой селитрой, раствором
углекислой серы под давлением-
4—5
кгс/см2
и
бакелитовым
лаком под давлением 10—30
кгс/см*.
Наиболее распространена пропитка
бакелитовым лаком, который после нагрева
до 200°
С и
медленного охлаждения становится
непроницаем
для воды, бензина и
масла.
Отливки высушивают на воздухе в течение
2—3
ч.
При
заварке бронзовых отливок в качестве
присадочного материала применяют
бронзовый пруток, в который вводят в
качестве раскислителей
алюминий, фосфор и марганец. В качестве
флюса применяют 68%
буры, 10%
борной кислоты, 2%
древесного угля
и
20% поваренной соли. Дефекты в
бронзовых
отливках заваривают
330
газовой
горелкой. После заварки бронзовые
отливки для улучшения структуры
нагревают до 550—600° С с последующим
быстрым охлаждением. . ■
При
заварке алюминиевых отливок необходимо
применять восстановительное пламя,
так как алюминий сильно окисляется.
Для уменьшения
окисления
и
растворения
образовавшегося тугоплавкого
окисла
применяют флюсы следующего состава:
15% LiCl;
7%
KF;
3%
Na2S04;
30%
NaCl
и
45% КС1.
Перед
заваркой алюминиевые отливки необходимо
нагреть до 400° С для уменьшения в них
внутренних напряжений. Алюминиевые
прутки (99% А1 или 92% А1 и 8%
Си) являются присадочным материалом.
Для устранения внутренних напряжений
алюминиевые отливки после заварки
нагревают до 350° С.
М арка чугуна |
Временное сопротивление раз- рыву, кгс/мм2 |
Относительное удлинение, % |
НВ \ |
КЧ 30-6 |
30 |
6 |
163 |
КЧ 33-8 |
33 |
8 |
163 |
КЧ 35-10 |
35 |
10 |
163 |
КЧ 37-12 |
37 |
12 |
163 |
КЧ 45-6 |
45 |
6 |
241 |
КЧ 50-4 |
50 ' |
4 |
^241 |
КЧ 56-4 |
56 |
4 |
269 |
КЧ 60-3 |
, «0 |
3 |
269 |
КЧ 63-2 |
63 |
2 |
269 |
Ковкий
чугун как конструкционный материал
широко приме-
няют
в автомобильном, транспортном и
сельскохозяйственном ма-
шиностроении.
Он представляет собой отожженный белый
чугун
После
отжига твердость отливок
уменьшается,
пластичность и об-
рабатываемость
резанием улуч
шаются-
В процессе отжига про
исходит
графитизация белого чу
гуна
— образование углерода от
жига
компактной формы, благо
даря
чему улучшаются механиче
скиесвойства
чугуна Посравне
нию
с серым чугуном ковкий чу-
гун
имеет высокие механические
свойства
(табл. 52), большое
относительное
удлинение. По-
этому
в ряде случаев выгоднее
изготовлять
фасонные тонкостен-
ные
отливки из ковкого чугуна,
чем
из стали. Однако недостат-
ком
ковкого чугуна являетсй
длительный
цикл его отжига.
Применяют
два вида ковкого чугуна: ферритный, иди
черносердечный, и перлитный, или
белосердечный.
Ферритный
{черносердечный) ковкий чугун. Этот
чугун имеет бархатистый излом и
тонкую
наружную светлую кайму. Микроструктура
отожженного черносердечного ковкого
чугуна состоит
из
углерода отжига в виде компактных
звездчатых и паукообразных
образований и
феррита.
Механические
свойства ферритного 'ковкого чугуна:
предел
прочности
при растяжении 30—37 кгс/мм2,
относительное удлинение
6—12%,
НВ
149—163.
332
г
В
ферритном ковком чугуне допускается
содержание 10—15% перлита. Такой чугун
обладает большим сопротивлением удару,
применяется обычно для деталей,
подвергающихся динамической нагрузке.
Перлитный
ковкий чугун. Ковкий
чугун, в котором основная металлическая
масса состоит из перлита и углерода
отжига, называется перлитным ковким
чугуном. Его получают в результате
термической обработки по специальным
режимам белого чугуна или
ферритного ковкого чугуна, а также
легированием чугуна присадками
карбидообразующих элементов.
В
зависимости от состава исходного белого
чугуна и
режима
термической обработки прочность при
растяжении может колебаться от 50 до
70 кгс/мм2,
а относительное удлинение от 2 до 5%.
Перлитные
ковкие чугуны делятся на перлитно-ферритные
и перлитные. Кроме этого, различаются
чугуны с пластинчатым, сорбитообразным
и зернистым перлитом.
Сфероидизированный
ковкий чугун. Структура
сфероидизиро- ванного перлитного
ковкого чугуна отличается от структуры
обычного перлитного ковкого чугуна
наличием глобулей цементита, равномерно
распределенных в ферритном поле. Размеры
и количество этих глобулей зависят
от первоначальной структуры и условий
процесса сфероидизации.
Для
получения сфероидизированного перлитного
ковкого чугуна применяют белый чугун
с повышенным содержанием марганца (до
0,7—1,2%) и специальный режим отжига.
Особенностью процесса отжига является
длительная выдержка при температуре
ниже критической (690—670° С) для
сфероидизации пластинчатого перлита.
В зависимости от содержания марганца,
температуры и продолжительности
выдержки получается чугун с различными
свойствами: предел прочности при
растяжении 48—70 кгс/мм2,
относительное удлинение 6—12%,
НВ
179—22-0.
Перлитные
чугуны применяют для отливок, работающих
главным образом на износ.
Литейные
свойства ковкого чугуна.
При
производстве отливок из ковкого чугуна
необходимо учитывать его свойства.
Белый чугун, из которого получается
ковкий чугун, по сравнению с серым
чугуном содержит значительно меньше
кремния и углерода, обладает меньшей
жидкотекучестью, большей усадкой
(1,6—1,9%), большей склонностью к образованию
горячих и холодных трещин. При
затвердевании в отливках возникают
значительные внутренние напряжения.
Литейные свойства ковкого чугуна
обусловливают и особенности получения
из него отливок: в утолщенных местах
отливок необходимо ставить питающие
бобышки и холодильники для ликвидации
усадочных раковин и рыхлот. В процессе
отжига большинство отливок коробится
и после очистки и обрубки нуждается в
правке на прессах в специальных штампах.
Отливки из ковкого чугуна подвергаются
двойной очистке — до и после отжига.
333§ 1. Общие сведения
Формы
для отливок из ковкого чугуна изготовляют
в основном на формовочных машинах и
трлько небольшое число (для опытных
образцов машин и ремонтных деталей)
вручную. Температура заливки ковкого
чугуна (1390—1430° С) выше, чем серого
чугуна, поэтому формовочные и стержневые
смеси должны обладать большей
огнеупорностью, газопроницаемостью и
податливостью. Формовочные и
стержневые смеси должны содержать
большое количество свежих кварцевых
песков. В наполнительную смесь вводят
до 10—12%
свежих материалов и добавок для
сохранения ее физико-механических
свойств.
А
А
Формы
для мелких отливок изготовляют из
единой смеси, а для более крупных отливок
— из наполнительной и облицовочной
смесей. Вследствие большой усадки
белого чугуна в отливках образуется
много усадочных раковин и рыхлот. С
целью устранения усадочных раковин и
рыхлот белый чугун подводят, в отличие
от серого чугуна, к толстым местам
отливки и устанавливают в этих
местах
питающие
бобышки,
застывающие после затвердевания
отливки. 'Питающая бобышка выполняет
роль прибыли. Она имеет цилиндрическую
или слегка коническую форму, металл в
ней должен охлаждаться медленно. Около
х/3
высоты бобышки находится в нижней
опоке.
Бобышку
следует устанавливать возможно ближе
к питаемому месту отливки и соединять
с ней коротким и достаточно широким§ 2. Особенности технологии формовки
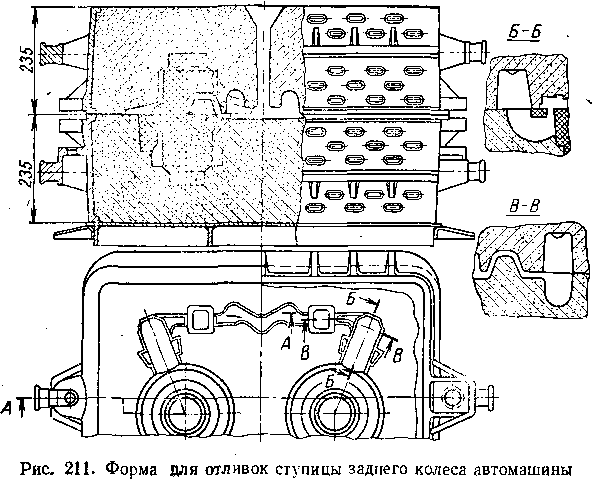
каналом-шейкой.
При
длинной и
узкой
шейке белый чугун преждевременно
застывает
и
питание
прекращается. Шейка должна иметь пережим
для легкого отделения бобышек от
отливки. Сечение шейки в
пережиме
рекомендуется делать около 65—75% сечения
тела отливки
в
питаемом месте. Расстояние от пережима
до
тела отливки
обычно
составляет
не более 3 мм. Форма для отливки ступицы
заднего колеса автомашины из чугуна
КЧ 35-10 приведена на рис. 2II.
С
целью устранения рыхлот и трещин в
отливках в утолщенных местах устанавливают
при формовке холодильники для ускорения
Ч,см3 Л, мм f,CM2
380
300
ZZ0
ЦО
60
О
4 8 12 Цкг
О 4 8 12 Q,Kt
Рис.
212. Диаграмма для расчета размеров
усадочного питателя: V
и D
—
объем
охлаждения
утолщенных мест отливши. Благодаря
этому выравнивается скорость
охлаждения отливки и уменьшается
вероятность возникновения трещин и
рыхлот. С этой же целью в отливках
выравнивают толщину стенок; в сечениях
отливки, где возможно образование
усадочных трещин, делают ложные усадочные
ребра- «усы», удаляемые при обрубке.
Отливки, имеющие резкие переходы от
тонкой части к толстой, охлаждают в
форме до более низких температур. Для
этого удлиняют конвейеры или дополнительно
охлаждают отливки в коме формовочной
смеси на пластинчатом транспортере
при подаче их в очистное отделение или
помещают горячие отливки в специальные
колодцы, где они медленно охлаждаются.
При
расчете литниковой системы для отливок
из ковкого чугуна скорость заливки
принимается меньшей, чем для серого
чугуна,
If
I
335И диаметр питателя; f — площадь сечения шейки

вследствие
меньшей жидкотекучести белого чугуна
и увеличенного сечения питателей.
Расчет литниковой системы можно
производить по формуле Дитерта, а
соотношение принимать
/,п^шл^ст=Ы!1,5, ,
т.
е. иное, чем для отливок из серого чугуна.
Такая литниковая система является
незаполненной и не может задерживать
шлак. Шлак при заливке белого чугуна в
форму задерживается фильтровальными
сетками, изготовленными из стержневой
смеси, установкой дроссельной
литниковой системы и другими способами.
Размеры усадочного питателя можно
рассчитывать по следующей методике,
рекомендуемой Б. В. Рабиновичем.
Определяем модуль охлаждения отливки:
т
^от
t р
»
где
V"0T
—
объем отливки; F
—
поверхность отливки.
Размеры
усадочного питателя можно определять
по графику, приведенному на рис. 212,
по известным значениям массы отливки
Q
и
модулю охлаждения L.
При
производстве высококачественного
ковкого чугуна необходимо выплавлять
чугун с низким содержанием углерода и
кремния,
^
определяющим структуру основной
металлической массы, количество и форму
графита. Особое влияние на механические
свойства чугуна оказывает содержание
углерода. В связи с этим при плавке
следует получать стабильный состав
чугуна с пониженным содержанием уг-'
лерода, наименьшей окисленностью и
возможно высоким перегревом
1500—1550°. Высокий перегрев необходим
для повышения жидкотекучести чугуна
и его модифицирования, так как в процессе
модифицирования чугун охлаждается.
Кроме того, при перегреве чугуна лучше
отделяются шлаковые включения и
измельчается графит, в результате
ускоряется процесс отжига и при заливке
газы лучше удаляются из отливки.
Белый
чугун плавят в вагранке, пламенный печи
и дуплекс-процессом вагранка +
электропечь, вагранка -f
пламенная
печь, вагранка + индукционная печь.
Плавка в вагранке является самым дешевым
и простым способом, но при этом не
обеспечивается устой-' чивое получение
ковкого чугуна, наиболее широко
употребляемых марок, так как в вагранке
трудно получить белый чугун с низким
содержанием углерода и высоким
перегревом.
Качественный
ковкий чугун с устойчивым низким
содержанием углерода, высоким перегревом
и, соответственно, хорошими механическими
свойствами можно получать дуплекс-процессом
вагранка + электропечь с кислой
футеровкой. Чугун плавят в вагранке,
затем,его переливают в электропечь, в
которой нагревают до 1500—
336-§ 3. Плавка белого чугуна
Расход кокса, % от метал- лозавалки |
Удельный расход воздуха, м8/ (м2*мин) |
||
100-120 |
140-160 |
180-200 |
|
9 |
1,3 |
1,1 |
0,9 |
10 |
1,4 |
1,2 |
1 |
12' |
1,5 |
1,3 |
1,1 |
15 |
1,7 |
-1,5 |
1,3 |
20 |
1,9 |
1,7 |
1,5. |
(16)
Величину
Сст
принимают по фактическим данным,
коэффициент К
—
в зависимости от расхода кокса и воздуха
(табл. 53). Коэффициент I
находят по формуле
l
— ah,
гдеа
— коэффициент, а= 1 при установке
копильника и а — 1,5 при вагранке без
копильника; h
—
высота горна, м.
337
Пример.
Состав шихты: 30% доменного чушкового
чугуна (3,7% С), 50% возврата собственного
производства (2,8%-С) и 20% стальных отходов
(0,04 % С).
В
горне вагранки науглероживание очень
незначительно, так как под набит почти
до уровня фурм. Расход кокса на рабочую
колошу составляет в среднем 12—14%,
удельный расход воздуха 100—110 м3/(м2-мин);
согласно табл. 53, К—
1,5, находим содержание углерода по
соотношению (16) с учетом формулы (15):
Сж.
ч
= 0,3 ■ 3,7 + 0,5 • 0,28 + 0,2 (0,04 + 1,6)
= 2,84%.
Для
упрощения расчета не учитываем углерод,
вводимый в шихту с ферросплавами. Для
получения в жидком чугуне 2,5—2,6% С
увеличивают в шихте количество стальных
отходов до 40% с содержанием 0,04% С,
доменного чушкового чугуна не.изменяют
и уменьшают до 30%. возврат собственного
производства с содержанием 2,8% С. Тогда
при расчете по формуле (15) получим в
жидком чугуне
Сж.
ч
= 0,3 -3,7 + 0,3 • 2,8 + 0,4 (0,04+1,52) = 2,57%.
На
ГАЗе после изменения конструкций
горновОй части вагранки и устройства
металлоприемника получают чугун со
стабильным содержанием углерода не
выше 2,7%. Высота горна от нижней кромки
фурм составляет 220—240 мм в результате
устройства набивного пода и металлоприемника
у металлической летки в виде усеченного
конуса. Под набивают, как обычно,
наполнительной формовочной смесью.
Металлоприемник получают заформовыванием
деревянного вкладыша. При загрузке
холостой колоши металлоприемник
заполняют крупным коксом. Для выпуска
чугуна из вагранки делают три летки
диаметрами: нижняя 40 мм, средняя 35 мм и
верхняя 30 мм. Первый чугун выпускают
из вагранки через нижнюю летку. После
того как пойдет достаточно разогретый
чугун, нижнюю летку заделывают и
открывают верхнюю, которая является
рабочей на все время плавки. Средняя
летка служит запасной на случай выхода
из строя нижней или верхней летки.
Для
отделения шлака внутри вагранки и
выпуска его отдельно от чугуна между
металлической леткой и внутренним
рядом футеровки вагранки сделан
вертикальный канал (от пода металлоприемника
до верхней металлической летки). Канал
сообщается с метал- лоприемником через
отверстие во внутреннем ряду футеровки
горна, расположенное на уровне пода
металлоприемника и нижней металлической
летки (рис. 213). Чугун выпускается
непрерывно в миксер-
В
процессе плавки необходимо следить за
количеством подаваемого
воздуха в вагранку. При завышенном
количестве воздуха чу- ,гун сильно
окисляется и в отливках образуются
трещины и недоливы- Количество подаваемого
в вагранку воздуха зависит от диаметра
вагранки
в поясе плавления. Например, для вагранки
диаметром
1550
мм необходимо подавать воздуха около
135 м3/мин
на 1 м сечения плавильного пояса.
Опускание
шихты в шахте вагранки более чем на
одну колошу
в
процессе плавки не допускается. При
остановках вагранки более
чем
на 30 мин следует делать пересыпку из
отборного кокса разме-
ром
40—100 мм. Шлак из вагранки необходимо
выпускать периоди-
чески
через
20
мин, не допуская ухода чугуна в шлаковую
летку
и
шлака в металлическую.
В
случае повышенного содержания серы в
чугуне (от 0,1 до
0,12%
и более) первые три-четыре колоши чугуна
следует под-
вергать
обессериванию кальцинированной содой.
Чугун после
обессеривания
содержит 0,06—0,08% S.
Для
выравнивания хими-
ческого
состава белого чугуна уста-
навливают
миксер между двумя
работающими
вагранками, их слив-
ные
желоба соединяют над миксе-
ром
в один желоб.
Дуплекс-процесс
вагранка+пла-
менная
печь. В вагранке распла-
вляют
чугун, в пламенной печи
его
перегревают и доводят до
заданного
состава. Вагранки сое-
диняют
с пламенными печами с
помощью
желобов, имеющих ук-
лон
20°. Чугун, стекающий, из ва-
гранки
в пламенную печь, проходит
шлакоотделительную
коробку, где
освобождается
от шлака. Чтобы
чугун
не науглероживался и не
насыщался
серой, расстояние от
подины
до нижней кромки фурм
должно
быть около 100
мм.
Перед
заливкой чугуна в пла-
менную
печь ее разогревают в те-
чение
2 ч до выпуска первого чугуна из вагранки.
Затем в печь
заливают
чугун, где он прогревается до заданной
температуры. При
доводке
чугуна по химическому составу в пламенную
печь для сни-
жения
содержания углерода добавляют стальной
лом, а при не-
достатке
углерода в шихту добавляют чушковый
чугун и уменьшают
стальной
лом. Недостаток кремния и марганца
восполняют добав-
кой
соответствующих ферросплавов.
После
доводки чугуна по составу и достижения
необходимой температуры чугун выпускают
из печи и во время выпуска модифицируют
алюминием (0,015%). Алюминий подают на дно
Ковша .перед заполнением его жидким
чугуном. Температура чугуна на Желобе
пламенной печи 1460—1480° С.
К
недостаткам такого дуплекс-процесса,
можно отнести большие потери теплоты
с отходящими газами, высокий угар
металла и частые капитальные ремонты
борова печи и отдельных ее
частей.
Рис.
213. Горновая часть вагранки для выплавки
низкоуглеродистого чугуна:
339
/, 2 И 3 — летки; 4 — вертикальный канал
1
Дуплекс-процесс
вагранка +
электропечь.
Для
получения отливок из высококачественного
ковкого чугуна на заводах применяют
дуплекс-процесс вагранка + электропечь.
Чугун выплавляется в вагранке без
подогрева дутья. Для получения из
вагранки чугуна содержащего 2,6—2,85% С,
0,8—1,1 % Si,
0,15—0,25%
Мп, до 0,1 % s|
0,12—0,17%
Р и до 0,06% Сг, применяют шихту из 17,6%
доменного чушкового чугуна, 34% возврата
собственного производства (литники,
брак, всплески), 42,1% стальных отходов и
5,3% доменного ферросилиция (с содержанием
18% Si).
Чугун
из вагранки поступает в миксер при
1370—1390° С, откуда ковшами емкостью 1,5 т
его передают в дуговую электропечь.
В
электропечи чугун доводят по химическому
составу и температуре. Чугун,
выпускаемый из электропечи, содержит
2,5—2,7% С 0,95—1,15% Si,
0,53—0,6%
Мп, до 0,12% S,
0,16—0,18%
Р и не более 0,06%о Сг. Для тонкостенных
и мелких отливок допускается содержание
до 1,25% Si
и
выше. Температура выпускаемого из
электропечи чугуна 1460—1500° С. Чугун
сначала подают в ковши емкостью 1
т, а затем разливают в раздаточные ковши
небольшой емкости.
В
электропечи для снижения содержания
углерода в чугуне и ' получения
необходимого количества кремния и
марганца добавляют на 1 т чугуна 25 кг
45%-ного ферросилиция, 25—30 кг 80%-ного
ферромарганца, 42—43 кг стальных обрезков,
1—1,5 кг железной руды (красного железняка).
Перед
заливкой в формы чугун в раздаточных
ковшах модифицируют с целью ускорения
процесса отжига чугуна в отжигательных
печах и улучшения его механических
свойств. В качестве модификаторов
применяют алюминий, висмут и бор.
Алюминий
вводят в виде кусков небольших размеров
в
количестве
не более 0,01—0,15% массы чугуна в разливочные
ковши в начале их заполнения или
непосредственно перед заполнением.
Содержание алюминия в чугуне не должно
превышать 0,15—0,02%, иначе в толстостенных
отливках может выделиться' пластинчатый
графит в виде черных пятен. Температура
чугуна при модифицировании должна быть
не ниже 1400—1500° С. Алю- •миний способствует
выделению графита, т. е. является графити-
затором.
Бор
влияет на графитизацию подобно алюминию
и способствует образованию графитных
субмикроскопических включений. Бор
вводят
в чугун в виде ферросиликоборала,
ферробора и борной кислоты в количестве
0,002—0,01 % массы чугуна. При толщине стенок
отливок
до 15 мм оптимальная добавка бора
составляет 0,003—0,005%- Механические
свойства чугуна при таком количестве
бора заметно
не
улучшаются, но процесс отжига ускоряется.
В
и
с м
у
т является антиграфитизатором, его
вводят в жидкий
чугун
для предотвращения выделения графита
при
затвердеваний чугуна.
Содержание в чугуне тысячных долей
процента висмута
почти
не влияет на
продолжительность
первой и второй стадий гра*
340
флтизации
при отжиге чугуна. Висмут сильно
переохлаждает чугун и способствует
надежному получению структуры белого
чугуна.
Висмут
является дорогостоящим элементом, угар
его составляет свыше
70% массы
присадки. По
этим
причинам висмут иногда заменяют,
например,
сурьмой, которая действует аналогично
висмуту, хорошо
растворяется
в чугуне и практически не окисляется.
При
модицифировании комплексным модификатором
(висмут-бор- алюминий) все составные
его части ссыпают в бумажный пакет или
брикетируют, а затем забрасывают в ковш
при его заполнении чугуном.
Дуплекс-процесс
вагранка + канальная индукционная печь.
В
литейном цехе ковкого чугуна ЗИЛа для
плавки белого чугуна применяют
дуплекс-процесс вагранка + канальная
индукционная печь. Чугун, выплавляемый
в вагранке, имеет следующий состав:
2,75—2,86% С, 0,95—1,3% Si,
0,25—0,4%
Мп, до 0,16—0,2% S,
до
0,15—0,16% Р и до 0,05—0,06% Сг. Температура
чугуна при выпуске из вагранки 1380—1400°
С. Чугун из вагранки подают в ковшах в
канальную индукционную печь промышленной
частоты.
Присадка
в канальную индукционную печь
ферросплавов, железной руды, стального
лома и других добавок для доводки
химического состава чугуна запрещается.
Запрещается также присадка
вышеперечисленных добавок в сифон
для слива в печь. В случае необходимости
ферросплавы вводят по ходу плавки в
горячий ковш, наполняющийся чугуном
из вагранки или копильника. После
растворения присадок и удаления
шлака чугун заливают в канальную печь.
При этом нельзя допускать попадания
шлака в печь. Шлак необходимо скачивать
с каждого ковша непосредственно над
приямком у вагранки, сразу же после
его заполнения из миксера. В случае
образования слоя шлака в печи, начинающего
затягивать «зеркало» чугуна в зоне
видимости через шлаковое окно, его
необходимо скачивать при наполненной
не менее чем на 50% печи.
Чугун
после доведения по составу и достижения
температуры не свыше 1500° С выпускается
из электропечи в раздаточные ковши.
При заполнении х/а
ковша чугуном на струю чугуна подают
пакет, с комплексным модификатором
(алюминий + висмут + борная кислота).
Применение
канальных печей в дуплекс-процессе с
вагранкой дает возможность получать
чугун однородного состава и устранить
переотжиг ковкого чугуна.
Отливки
из ковкого чугуна подвергают двойной
очистке — до отжига и после. Очистку
отливок из белого чугуна до отжига
производят с целью выявления бракованных
отливок, а также Для отделения формовочной
смеси заливов, заусенцев от поверхности
отливки, которые после отжига трудно
удалять. Литники и прибыли удаляются
легко, их отбивают молотками или кувалдой§ 4. Очистка отливок
вручную.
Эту операцию выполняют аккуратно из-за
хрупкости отливок. Дальнейшие
операции очистки отливок такие же, что
и при очистке обычных чугунных отливок.
Отливки
после отжига очищают от окалины и
формовочной смеси. Остатки литников и
прибылей удаляются на специальных
прессах, пневматическими молотками и
на зачистных автоматах. Правка отливок
из ковкого чугуна производится после
отжига, очистки и удаления остатков
литников и выпоров-, отливки, засыпанные
перед отжигом песком, имеют небольшое
коробление, и поэтому их или вовсе не
правят, или производят незначительную
правку. При отжиге без засыпки песком
отливки коробятся значительно, и почти
100%
отливок приходится править в специальных
штампах на прессах. Для этой цели
применяют фрикционные и гидравлические
прессы. В поточно-массовом производстве
в автомобильной промышленности
распространены фрикционные прессы
ФА123 и ФА125 ' усилием 100 и 180 тс. Гидравлические
прессы применяют главным , образом для
правки отливок сложной конфигурации
и больших габаритных размеров. В
настоящее время широко применяют прессы
П457 усилием 200 тс.
•
Отливки
из белого чугуна после очистки подвергают
отжигу в
печах
периодического и непрерывного действия,
отапливаемых газом, мазутом или в
электропечах. В процессе отжига
происходит графитизация чугуна —
образование углерода отжига округлой
формы.
Белый
чугун отжигают либо до полной графитизации,
либо до графитизации с одновременным
обезуглероживанием. При полной
графитизации получается ферритный
ковкий чугун или черносердечный (по
излому), при графитизации с-обезуглероживанием
— перлитный чугун или белосердечный
(по излому). Чтобы предупредить
обезуглероживание чугуна, отжиг того
или иного типа проводят в герметичной
упаковке, в нейтральных или окислительных
I средах.
Процесс
графитизации разделяется на стадии:
начальная протекает при 960—1050° С;
промежуточная — при охлаждении до | '
эвтектоидной температуры; конечная —
в
эвтектоидном
интервале %
или
несколько ниже его. \
В
соответствии с происходящими при отжиге
превращениям) 1 выбирают режим отжига
для получения ковкого чугуна. j
Отжиг
отливок на ферритный ковкий чугун
проводят
в нейтраль-
1
ной среде.
При небольших масштабах производства
отжиг
осу- J
342Глава u процесс отжига отливок
§ 1. Общие сведения
800
600
too
200
970°
15-т
ю
760° у20а
37-39
хч
ществляют
в камерных печах периодического
действия, а в крупно-
серийном
и массовом производстве—в печах
непрерывного действия
и
электропечах элеваторного типа. Печи
элеваторного типа широко
применяют
в автомобильной промышленности, так
как в них можно
регулировать
температуру с точностью до ±10° С.
Температурный
режим отжига ковкого чугуна для отливок
мас-
сой
5—Ю
кг и толщиной стенки 10—15 мм приведен
на рис. 214,
Химический
состав белого
чугуна до
отжига: 2,5—2,75%
С
0,95—1,15%
Si,
0,35-0,45%
Мп; 0,13—0,17% Р; до 0,12% S
о|о5—0,06%
Сг; 0,015—0,025% А1. Чугун подвергают
модифици-
рованию
висмутом, бором и алю-
минием.
Отжиг
по графику (см. рис.
214)
производят в электропечах элеваторного
типа емкостью 25 т.
Первая
стадия отжига
заключается в нагреве отливок до
температуры 950—970° С с длительной
выдержкой при данной температуре.
При этом происходит распад цементита
с образованием аустенита и графита.
Продолжительность нагрева зависит
от конструкции отжигательной печи,
массы садки в печи, массы отливки и
толщины ее стенок. Чем больше масса
садки печи, тем боль-, ше продолжительность
нагрева.
Выдержка
зависит главным образом от толщины
стенки отливки и ее массы. Чем больше
толщина стенки и масса отливки, тем
дольше выдержка при первой стадии
графитизации.
Вторая
стадия отжига
заключается в переходе эвтектоидной
критической температуры, которая в
зависимости от состава чугуна находится
в пределах 740—780° С. При этом происходит
превращение аустенита в перлит и
разложение цементита, входящего в
состав перлита, на феррит и углерод
отжига в виде мелких пятен. Отжиг на
ферритный ковкий чугун длится согласно
приведенному графику, 37—38 ч.
Продолжительность
отжига
зависит от ряда факторов: химического
состава чугуна, структуры исходного
белого. Чугуна, температуры нагрева на
первой стадии отжига, конструкции
печи и т. д.
Влияние
углерода.
Для получения ковкого чугуна с высокими
механическими свойствами необходимо,
чтобы содержание углерода в
нем было минимальным. Содержание
углерода в белом чугуне колеблется от
2,2 до 3,2%; при содержании менее 2,2% С
ухудшаются технологические свойства
чугуна. При содержании в чу-
Рис.
214. Режим отжига ковкого
нугуна,
модифицированного алю-
минием,
висмутом (0,008%) и
ром
(0,002%) -
бо-
343
Гуне
более 3,2% С затрудняется получение
белого чугуна, особенно в толстостенных
отливках, и сильно снижаются механические
свойства ковкого чугуна. Прочность и
твердость ковкого чугуна повышаются
с увеличением содержания связанного
углерода а пластичность снижается.
Пластические свойства ковкого чугуна'
в особенности удлинение, зависят главным
образом не от степени размельчения
углерода отжига, а от плотности его
упаковки и округленности формы его
выделений.
Углерод
на процесс графитизации в первой стадии
влияет мало, во второй стадии — весьма
значительно, сокращая время, необходимое
для распада эвтектоидного цементита.
Это объясняется тем, что с повышением
содержания углерода в ковком' чугуне
увеличивается число центров
графитизации.
Влияние
кремния.
Кремний хорошо растворяется в аустените.
При повышенном содержании кремния в
чугуне уменьшается содержание
углерода в ледебурите, аустените и
перлите. Кремний интенсивно влияет
на процесс графитизации как
структурно-свободного, так и
эвтектоидного цементита, способствует
увеличению числа центров графитизации.
Повышение содержания кремния в ковком
чугуне ускоряет процесс отжига, но при
чрезмерно;
высоком содержании кремния во время
охлаждения отливки вместо белого чугуна
получается половинчатый или серый
чугун. Поэтому при на- . значении
количества кремния в чугуне следует
учитывать химический состав остальных
элементов в ковком чугуне и скорость
охлаждения отливок (толщину стенок
отливок)..
Н.
Г. Гиршович рекомендует определять
графитизирующую способность для
обычных отливок, из ковкого чугуна по
формуле
0,5C-f
Si =
2,1—2,5.
С
увеличением содержания кремния в чугуне
уменьшаются удлинение, сужение
поперечного сечения и ударная вязкость.
Предел .прочности при растяжении при
содержании до 1,0% Si
остается
без изменения, а свыше 1,0%
— уменьшается.
Влияние
марганца.
Марганец обладает полной взаимной
растворимостью с железом в жидком
и твердом состояниях, образуя с углеродом
карбид марганца Мп3С.
Марганец противодействует графитизации
в первой стадии и особенно во второй.
Марганец при содержании 0,5% следует
считать элементом, тормозящим процесс
графитизации.
Влияние
серы.
Сера образует легкоплавкую эвтектику
Fe—FeS
и,
будучи практически нерастворимой в
железе, сильно влияет на цементит,
повышая его стойкость. Сера противодействует
графитизации не только при
затвердевании, но и при отжиге.
Для
нейтрализации вредного влияния серы
при производстве
ковкого
чугуна вводят марганец, .количество
которого определяю^ по формуле
Мп
_ 1
у | 0,3 S
—1»'т
s
'
'
344
Влияние,
фосфора.
Содержание до 0,18% Р заметно не влияет
на процесс графитизации. Фосфор уменьшает
растворимость углерода в ледебурите
и понижает температуру плавления
чугуна. Фосфор, образуя с ферритом
твердый раствор небольшой концентрации,
в слабой степени способствует графитизации
и не влияет на процесс отжига ковкого
чугуна. Механические свойства ковкого
чугуна ухудшаются, особенно ударная
вязкость.
Влияние
хрома.
Хром является карбидообразующим
элементом и сильным замедлителем
процесса графитизации, образует с
углеродом стойкие карбиды. Н. Г.
Гиршович считает, что при 0,1% Сг в
ковком
чугуне нельзя получить ферритную
структуру, так как
а
■In![]()
i - - г
•>..М. .j§
<
W
cvr
Рис. 215. Микроструктура (x200):
a — белого чугуна до отжига (П + Ц); б — ферритного ковкого чу- гуна после отжига (Ф + Г)
происходит сильное торможение первой и второй стадий графитизации и возникает склонность чугуна к образованию структуры зернистого перлита. Это подтверждается практикой ЗИЛа и ГАЗа, которая показывает, что содержание хрома не должно быть.выше 0,06%.
Влияние структуры исходного белого чугуна в отливках. Чем мельче структура, которая получилась в результате перегрева чугуна и быстрого охлаждения отливок, тем быстрее идет процесс отжига.
Влияние массы садки отливок в печи. Чем больше садка печи и чем толще стенки отливки, тем медленнее процесс отжига, и наоборот.
Температура нагрева чугуна в первой стадии. Чем выше тем- пература первой стадии графитизации, тем быстрее идет процесс' отжига, но нельзя ее повышать до 1000° С, так как при высокой температуре отливки сильно коробятся и их трудно править, а за-, частую и вовсе невозможно.
345.
St-
Ф
щт*.
_
Конструкция
отжигательной печи
очень влияет на ускорение
процесса
отжига. Например, в методических печах
проходного типа
С'
защитной атмосферой, где отливки
укладывают без тары, на
отливках
нет окалины, и процесс отжига значительно
сокращается.
Структуры
белого и ферритного ковкого чугуна
приведены на
рис.
215.
Отжиг
отливок на перлитный ковкий чугун.
Отливки до отжига
имеют
средний состав: 1,8—3,0% С; 0,7—1,1% Si;
0,35—1,0%
Мп;
до 0,18% Р; до 0,12% S
и
до 0,08% Сг.
Отливки
после отбивки литников и очистки от
пригоревшей
формовочной
смеси укладывают в ящики и засыпают
железной рудой,
затем
ящики закрывают крышками, замазывают
глиной и ставят
в
печи. Отжиг проводят в
окислительной
атмосфере
с
поверхностным обезугле-
роживанием.
Процесс
отжига заклю-
чается
в нагреве отливок
в.
печи до 950—1100°С
с
длительной выдержкой
их
при этой температуре
(рис.
216). Во время на-
грева
и выдержки струк-
турно-свободный
цементит
распадается
на углерод от-
жига,
структура чугуна
состоит
из аустенита и уг-
лерода
отжига. При охлаж-
дении
во второй стадии отжига аустенит
превращается в перлит,
структура
состоит из перлита и углерода отжига.
После отжига,
содержание
углерода отжига в чугуне уменьшается.
В процессе
обезуглероживания
отливок происходят следующие реакции:
Fe3C
+ FeO-^4Fe + CO; Fe3C+C02->3Fe
+ 2C0
'
Окись углерода с рудой образует
углекислый газ. Перлитный чугун имеет
серебристый излом, и микроструктура
отливок по сечению резко меняется: у
поверхности чугун имеет структуру
феррита (обезуглероженный слой), к
центру — перлитио-феррит- ную структуру
или перлитную с углеродом отжига.
Перлитный ковкий чугун обладает меньшим
удлинением, чем ферритный чугун, поэтому
его применяют для менее ответственных
отливок: фитингов, ниппелей, гаек и
др.
После
отжига отливки контролируют по
макроструктуре, механическим
свойствам и микроструктуре. Для
определения макроструктуры на
отливках делают приливы (свидетеля) и
после отжига их отбивают для осмотра
излома. Излом ковкого ферритного
Рис.
216. Режим отжига белого чугуна на
перлитный ковкий чугун
346
чугуна
должен быть черносердечный с небольшой
ферритной каймой. При недостаточно
отожженных отливках приливы имеют
свет- ' пЫй
излом. Такие отливки подвергают
вторичному отжигу. Излом перлитного
ковкого
чугуна должен быть светлым. Такой чугун
называют
иногда
белосердечным.
Для
определения механических свойств
ковкого чугуна отливают
образцы
по-сырому. Образцы испытывают после
отжига на растяжение. Размеры литых
образцов: диаметр 16 мм, расчетная длина
70 мм и общая длина 190 мм.
Большая
длительность цикла отжига ковкого
чугуна заставляет разрабатывать методы
ускорения этого процесса. Ускоренный
отжиг применяют главным образом для
получения ферритного ковкого чугуна.
Ускорение
нагрева и охлаждения отливок в печи.
Форсирование скоростей нагрева,
охлаждения и прогрева отливок возможно
в основном при отжиге отливок в горшках
без засыпки или даже совсем без горшков.
Исключение засыпки позволяет ускорить
прогрев отливок, а также увеличить
скорости охлаждения в промежуточной
стадии отжига. В последнее время для
отжига без засыпки в камерных печах
или в печах непрерывного действия
применяют защитную атмосферу. В печь
вводят защитный (нейтральный или слегка
восстановительный) газ, получаемый' в
особом генераторе.. При этом принимают
специальные меры для герметизации печи
во избежание выделения газа из печи в
помещение и возможности отравления им
обслуживающего персонала.
Применение
электропечей для отжига ковкого чугуна
дает дополнительные возможности
.по форсированию процессов нагрева и
охлаждения отливок, так как в электропечи
легко создать нейтральную атмосферу.
Ускорение
нагрева' при отжиге позволяет значительно
увеличить количество графитных
центров и, следовательно, сократить
пути диффузии углерода. В ЦНИИТМАШе М.
М. Штернбергом раз- . работай метод
нагрева отливок в жидкой среде. Первая
стадия . осуществляется в электрической
соляной ванне (75% хлористого, бария, 25%
хлористого натрия) при 1050—1060° С.
Длительность выдержки при этой
температуре колеблется от 1,5 до 2 ч.
После выдержки отливки охлаждаются на
воздухе. Твердость отливок после первой
стадии НВ
217—240. Вторая стадия графитизации
осуществляется в камерной печи при
нагреве до 710—720° С с выдержкой 5 ч.
Охлаждение с печью до 600° С и дальнейшая
выдержка . на воздухе.
Модифицирование
жидкого чугуна. Модифицирование
увеличивает количество центров
графитизации. Наиболее распространены
модификаторы: алюминий, висмут и бор.
В чугун вводят 0,015—
347![]()
§ 2. Интенсификация процесса отжига ковкого чугуна
0,03%
А1 (от массы чугуна), 0,002—0,004% Bi
и
такое же коли- чество бора. Лучшие
результаты при отжиге достигаются при
одновременном замедленном нагреве в
интервале 250—450° С С выдержкой при этой
температуре 3—4 ч.
При
модифицировании белого чугуна магний
способствует отбеливанию чугуна и
позволяет вести отжиг при более высокой
температуре и получать шаровидный
графит.
Легирование
ковкого чугуна. В качестве легирующих
элементов могут быть использованы
графитизирующие элементы: кремний
никель и медь. Кремний и алюминий
способствуют увеличению числа центров
графитизации, создают возможность
сократить пути диффузии и ускоряют
процесс графитизации. Кремний следует
вводить в чугун только в таком
количестве, которое не способствует
образованию первичного графита в
отливке. Никель и медь ускоряют
диффузию углерода и несколько ускоряют
процесс отжига, но никель — дорогостоящий
и дефицитный материал, поэтому применять
его нежелательно. Присадка в чугун до
1,5—1,7% Си ускоряет процесс отжига
примерно на 30% и способствует увеличению
прочности ковкого чугуна.
Предварительная
закалка отливок. Длительность отжига
после закалки при 950° С достигает 15—20
ч для отливок с небольшой толщиной
стенок. Это объясняется тем, что после
закалки резко увеличивается число
центров графитизации.
Такой
метод можно использовать только для
отливок простой конфигурации при
небольшом масштабе производства. В
отливках сложной конфигурации при
закалке образуются трещины. Поэтому в
массовом производстве он еще не нашел
практического применения.
СТАЛИ
ДЛЯ ФАСОННЫХ ОТЛИВОК
Отливки
из стали
широко применяют в
различных
отраслях промышленности. Из стали
изготовляют отливки массой от нескольких
граммов до нескольких десятков тонн;
конфигурация отливок из стали может
быть очень сложной. Сталь обладает
высокой прочностью и пластичностью,
выдерживает значительные напряжения
при переменной и ударной нагрузках.
Легированные и специальные стали
обладают хорошими механическими
свойствами при повышенных температурах,
кислотостойкостью, окалиностойкостью,
износостойкостью и другими важными
эксплуатационными свойствами. В связи
с развитием новой техники применение
отливок из
легированных
и специальных сталей постоянно
возрастает.
Классификация
сталей для фасонных отливок. Стали
для
фасонных
отливок классифицируют по химическому
составу, структуре,
способу получения и применению.
По
химическому
составу
стали подразделяются на углеродистые
и легированные. По содержанию углерода
стали делятся на низкоуглеродистые
(0,09—0,2% С), среднеуглеродистые
(0,2—0,45% С), высокоуглеродистые (свыше
0,5% С), а по содержанию легирующих
элементов на низколегированные (до
2,5%
легирующих элементов), среднелегированные
(2—10%) и высоколегированные (свыше 10%).
По
структуре
стали делят на: 1) доэвтектоидные,
имеющие в структуре избыточный
(доэвтектоидный) феррит, такая структура
характерна для углеродистой и
низколегированной сталей; 2)
заэвтектоидные, имеющие в структуре
вторичные карбиды, выделившиеся из
аустенита; эта структура характерна
для высоко- Углеродистых (0,83 до 1,7% С),
средне- и высоколегированных сталей;
3) ферритные и полуферритные стали,
высоколегированные хромом, вольфрамом,
молибденом, ванадием, кремнием и другими
элементами, сужающими аустенитную
область на диаграмме состояния; 4)
аустенитные и полуаустенитные стали,
высоколегированные никелем, кобальтом,
молибденом.
Обычно
стальные отливки подвергают термообработке,
поэтому стали классифицируют по
структуре и в термообработанном состоя-
349Раздел пятый производство отливок из стали
Глава 1
§ 1. Общие сведения
нии
после охлаждения на воздухе, В этом
случае стали разделяют на: 1)
перлитные, в которых происходит распад
аустенита на пер. литно-ферритную смесь
в области наименьшей устойчивости
аустенита; такую структуру имеют
углеродистые; низко- и среднелегированные
стали; 2)
мартенситные, в которых при термообработке
происходит переохлаждение аустенита
до мартенситного превращения,
например сталь 20Х13НЛ; 3) аустеиитные,
имеющие температуру начала
мартенситного превращения ниже 0;
такая структура характерна для стали
110Г13Л, высоколегированных жаростойких
И
жаропрочных
сталей.
Эта
классификация условна, так как при
изменении скорости охлаждения в сталях
перлитного класса можно получить
мартен- ситную структуру и наоборот.
По
способу
получения
стали для фасонных отливок разделяют
на мартеновскую (основную и кислую),
бессемеровскую, электросталь (основную
и кислую).
Мартеновскую
сталь (основную) чаще всего применяют
для крупных отливок, так как она обладает
хорошими свойствами, невысокой
стоимостью и может быть одновременно
выплавлена в большом количестве.
Бессемеровскую
сталь применяют при производстве
отливок из углеродистой стали. ■
Сталь
(основную и кислую) обычно выплавляют
в дуговых печах, высоколегированную
сталь — в индукционных.
По
применению'стали
разделяют на: 1) конструкционные для
изготовления литых деталей машин; эти
стали подразделяют на углеродистые
и легированные (часто конструкционные
стали классифицируют по назначению:
для гидротурбин, электромашин,
железнодорожного транспорта и т. д.);
2)
инструментальные для изготовления
инструмента, обычно это высоколегированные
и высокоуглеродистые стали; 3) специальные
стали: коррозионностойкие,
износостойкие, окалиностойкие,
кислотостойкие, жаропрочные, жаростойкие
и др.; обычно это высоколегированные
стали.
Наибольшее
применение для изготовления фасонных
отливок находят углеродистые стали, в
состав которых входят углерод, марганец,
кремний, фосфор и сера. Основное влияние
на механические и литейные свойства
оказывает углерод. Сера и фосфор
являются вредными примесями в стали.
Сера ухудшает жидкотеку- честь стали
при высоких температурах, увеличивая
склонность ее к образованию горячих
трещин. Фосфор понижает ударную вязкость
стали и тем больше, чем выше содержание
в ней углерода.
Поэтому
содержание фосфора и серы в стали
ограничивают: допустимое суммарное
содержание серы и фосфора не должно
превышать* 0,1
%.
350§ 2. Углеродистые стали
С
увеличением содержания углерода в
стали возрастают предел прочности,
твердость и предел текучести (до 0,55%
С), а удлинение,
сужение
поперечного сечения образца и ударная
вязкость понижаются. Марганец оказывает
раскисляющее действие и нейтрализует
вредное
влияние серы, связывая ее в химическое
соединение
MnS.
Содержание
марганца и
серы
в углеродистой стали должно
соответствовать
отношению Мп :з= 1,71 S.
Содержание
марганца
обычно
составляет 0,3—0,8%.
Кремний в углеродистой стали обладает
высокой раскисляющей способностью и
связывает газы. Углеродистые стали
содержат 0,2—0,5% Si.
По
ГОСТ 977—65 стальные отливки в зависимости
от назначения и требований,
предъявляемых к деталям, разделяют на
три группы отливок: I—обычного назначения;
II—ответственного назначения; III —
особо ответственного назначения. Эти
группы различаются по содержанию серы
и фосфора. Для отливок I группы допускается
содержание 0,05—0,06 % S
и
0,05—0,08% Р, для отливок II группы —
0,045—0,06% S
и
0,04—0,07% Р; для отливок III группы —
0,045—0,05% S
и
0,04—0,05% Р. Содержание прочих элементов
одинаково в отливках всех групп,
одинаковы также и механические свойства.
Низкоуглеродистые
стали содержат 0,12—0,2% С; 0,35—0,65% Мп;
0,15—0,25% Si;
до
0,06% Р и не более 0,05% S.
Низкоуглеродистые
стали 15Л, 20Л имеют плохие литейные
свойства: пониженную жидкотекучесть,
повышенную склонность к образованию
горячих трещин в отливках. После отжига
или нормализации предел прочности
таких сталей при растяжении 40—42 кгс/мм2,
относительное удлинение 24—23%, Из
низкоуглеродистой стали изготовляют
отливки для электротехнической и
машиностроительной промышленности.
Среднеуглеродистые
стали (25Л, 35Л, 45J1)
содержат
0,22— 0,45% С; 0,35—0,8% Мп; 0,2—0,45% Si;
0,03—0,05%
Р и 0,03—0,05% S.
Эти
стали имеют более высокие, чем
низкоуглеродистые стали, литейные
свойства: лучшую жидкотекучесть,
меньшую склонность к образованию
горячих трещин. Предел прочности при
растяжении среднеуглеродистых сталей
42—55 кгс/мм2,
относительное удлинение 23—12%. Зти
стали используют для изготовления
разнообразных мелких, средних и крупных
отливок литых деталей в различных
отраслях машиностроения.
Высокоуглеродистые
стали содержат 0,45—0,6% С; 0,5—0,8% Мп;
0,04—0,05% Р и 0,04—0,05% S.
Эти
стали имеют хорошие литейные свойства:
высокую жидкотекучесть, не склонны к
образованию горячих трещин. Однако
теплопроводность их невысока, поэтому
увеличивается опасность возникновения
в отливках напряжений. При обрубке
таких отливок нельзя применять
ацетилено-кис- лородную резку прибылей
и выпоров, а также пламенную очистку
их поверхности. Из высокоуглеродистых
сталей (БОЛ, 55J1)
изготовляют
валки для горячей прокатки, зубчатые
колеса и барабаны подъемно-транспортных
машин.
351
Легированные
стали применяют для изготовления-отливок,
ко- рые должны обладать особыми
свойствами: повышенными механическими
свойствами, износостойкостью, коррозионной
сТойкостью1| жаропрочностью и т. д. I
В'
качестве легирующих элементов применяют
обычно хромИ никель, молибден, ванадий,
кремний и' марганец. Литейные свойИ
ства низколегированных сталей и
технология изготовления из ниЯ отливок
мало отличаются от углеродистых. - Щ
Марганцовистые
литейные стали бывают низколегированные
(до 2% Мп), среднелегированные (2,5—4% Мп)
и высоколегированные (до 20% Мп).
Низколегированная марганцовистая
сталь имеет повышенные механические
свойства по сравнению с обычной углеро|1
диетой, а по литейным свойствам не
отличается от нее. СреднеИ марганцовистая
сталь обладает повышенной износостойкостью,
вы1 сокой прочностью, но невысокими
пластическими свойствами. иД нее
изготовляют шестерни, кулачки и другие
детали, работающиЯ на износ. Ш
Наибольшее
распространение получила высокомарганцовистая
сталь 110Г13Л (до 13% Мп), которая хорошо
работает на износ с ударом и применяется
для траков гусеничных машин, зубьев
ковшей экскаваторов.
С
увеличением содержания марганца в
стали улучшается жид- котекучесть, но
повышается усадка, склонность к
образованию горячих трещин, окисных
плен в отливках.
Хромистые
литейные стали бывают низколегированные
(1—2% Сг), среднелегированные (3—5% Сг) и
высоколегированные (30% Сг).
Низколегированная
хромистая сталь хорошо работает на
истирание, обладает высокой прочностью,
но недостаточно пластична. Дополнительное
легирование молибденом, ванадием и
вольфрамом позволяет увеличить-предел
прочности стали до 190 кге/мм2.
Среднелегированные
хромистые стали обладают повышенной
прочностью при высоких температурах,
а также хорошо сопротивляются
коррозии в некоторых химических
веществах.
Высокохромистые
стали обладают повышенной жаростойкостью
даже при температурах около 1100°С.
Хромистые
литейные стали обладают невысокой
жидкотеку- честью, а высоколегированные
— значительной усадкой и склонностью
к образованию усадочных раковин и
трещин. Для лучшего заполнения формы
хромистые стали перед разливкой
перегревают и скорость заполнения
формы увеличивают почти в 2 раза по
сравнению с обычной углеродистой
сталью.
Хромоникелевая
литейная сталь обладает высокими
конструкционными свойствами:
повышенной прочностью, пластичностью,
' коррозионной стойкостью и жаропрочностью.
Низколегированные хромоникелевые
стали содержат 1 —296 Сг; 1,5—3% Ni;
0,2—0,5%
С и обладают повышенной прочностью.§ 3.. Легированные стали
Хромоникелевые
нержавеющие стали содержат 0,1—0,4%
С; 0
8—1,0%
Si;
0,4—0,6%
Мп; 19—17%
Сг; 7—9%
Ni,
обладают
повышенной
жаростойкостью и применяются для
деталей паровых я
газовых турбин и других деталей,
работающих при высоких температурах.
Дидкотекучесть
хромоникелевых сталей ниже, чем обычных
углеродистых.
Для
хорошего заполнения формы эти стали
перегревают
и
применяют высокую скорость заливки.
При затвердевании образуется
крупнозернистая
макроструктура, что способствует
образованию
в отливках горячих трещин. Поэтому
хромоникелевые стали
необходимо
подводить в форму рассредоточенно,
избегать местного
перегрева;
формы и стержни делать податливыми и
для каждой
отливки
подбирать оптимальную
температуру заливки.
Кремнистые
литейные стали обладают повышенной
сопротивляемостью износу, а также
химической стойкостью. Низколегированные
стали содержат до 2%
Si,
а
высоколегированные до 20%
Si.
Высоколегированные
стали обладают высокой твердостью (НВ
500) и хрупкостью, низколегированные
стали — повышенной склонностью к
образованию горячих трещин в отливках,
поэтому необходимо делать формы и
стержни податливыми и охлаждать отливки
медленно и равномерно.
В
промышленности применяют также медистые
литейные стали, которые используют для
литых коленчатых валов, поршней и т.
д., и
вольфрамовые
литейные стали, которые используют для
режущего инструмента. Вольфрамовые
стали обладают плохими литейными
свойствами: малой жидкотекучестью и
повышенной усадкой.
КОНСТРУКЦИЯ
ОТЛИВОК И ТЕХНОЛОГИЯ ФОРМОВКИ
Литейные
свойства сталей существенно отличаются
от свойств серого чугуна.
Стали имеют
большую линейную усадку (2—2,5%), худшую
жидкотекучесть, большую склонность к
ликвации.
Для
получения качественных отливок
необходимо учитывать эти особенности
свойств стали уже на стадии конструирования
литой детали или оценки технологичности
при разработке технологии ее
изготовления.
Конструкция
отдельных элементов стальной отливки
и сочетание этих элементов должны
обеспечивать возможность направленного
затвердевания и питания отливки.
Конфигурация отливок Должна иметь
плавные переходы от утолщенных мест к
тонким; скопления металла в местах
сопряжения стенок недопустимы. Сле-
12
Титов
353Глава II
§ 1. Конструкция стальных отливок и особенности проектирования литейной формы
дует
стремиться к тому, чтобы отливка имела
по возможности оди-
наковую
толщину стенок.
При
проектировании технологии формовки
отливки следует
обращать
особое внимание на взаимное расположение
отдельных ее
частей
в форме при заливке и затвердевании, а
также мест под-
вода
стали и конструкцию литниково-питающей
системы.
Правильность
расположения отдельных частей отливки
при
затвердевании
определяют по правилу вписанных
окружностей,
согласно
которому диаметры окружностей, вписанных
в сечение
отливки,
должны последовательно увеличиваться
от нижних сече-
ний
к верхним, так как каждое верхнее сечение
является при-
былью
для каждого нижнего. Например, расположение
отливки в
форме,
показанное на рис. 217, а,
обес-
печит
направленное затвердевание и пи-
тание
отливки. При расположении от-
ливки,
показанном на рис. 217, б, в
нижней
части отливки появится усадоч-
ная
рыхлота.
'»)
Рис.
217. К определению технологичности
конструкции отливки методом впи-
санных
окружностей
Правило
вписанных окружностей позволяет также
оценить рациональность конструкции
отливки. Например, чем меньше диаметр
сферы, вписанной в сопряжение стенок
(рис. 217, в),
тем меньше вероятность появления в
этом месте усадочной рыхлоты.
Для
питания отливки на массивных ее частях
устанавливают прибыли, а для выравнивания
скоростей охлаждения тонких и массивных
частей отливки — наружные и внутренние
холодильники.- Конструкция и методы
определения размеров прибылей и
холодильников будут рассмотрены
ниже.
При
назначении положения отливки в форме
при заливке следует учитывать
возможность образования ужимин на
плоских развитых поверхностях.
Поэтому такие поверхности следует
располагать снизу вертикально или
наклонно.
Для
обеспечения хорошей заполняемое™
формы тонкие стенки отливок должны
располагаться в нижних частях формы
и, по возможности, вертикально или
наклонно.
Вследствие
большой усадки стали при изготовлении
сложных отливок, особенно при торможении
усадки формой и стержнями,
в
отливках могут развиваться значительные
напряжения и образовываться трещины.
Поэтому следует располагать отливку
в опоках, особенно имеющих крестовины,
так, чтобы последние не препятствовали
усадке отливки. Как правило, сталь
следует подводить к
тонкому месту отливки. Это место
заполняется наиболее горячим сплавом,
а в другие места сплав попадает более
холодным, поэтому
скорости
охлаждения тонкой и массивной частей
отливок выравниваются. Однако часто
такой принцип подвода стали не дает
хороших результатов. Поэтому для
обеспечения направленного затвердевания
отливки сталь подводят в прибыль или
под прибыль в массивное место отливки.
В этом случае наиболее разогретым
местом отливки будет прибыль,
обеспечивающая питание отливки, что,
в свою очередь, обеспечивает направленное
затвердевание отливки и концентрацию
усадочной раковины в прибыли.
При
выборе расположения стальной отливки
в форме при ее заливке и затвердевании
следует также руководствоваться
изложенными ранее общими принципами
проектирования литейной формы.
Литниковые
системы для стальных отливок должны
иметь минимальную протяженность
каналов. Питатели необходимо располагать
в направлении продольной оси стенки
отливки в местах, разогрев которых
способствует направленному затвердеванию,
а движение сплава — всплытию
неметаллических включений. При
изготовлении крупных и средних
отливок первые порции сплава следует
подавать сифоном, а последующие — под
затопленный уровень. При этом в прибыли
сплав должен поступать через специальные
литниковые каналы или доливкой из
ковша.
Наиболее
широко применяют сифонный или ступенчатый
подвод стали, обеспечивающий спокойное
заполнение формы. На литниковую
систему с прибылями расходуется 25—50%
общей массы жидкой стали. Поэтому
увеличение выхода годного литья можно
достигнуть за счет уменьшения расхода
стали на прибыль, принимая оптимальные
ее размеры.
Верхний
подвод стали (рис. 218, а)
применяют для широких отливок с небольшой
высотой, заливку с наклоном формы (рис.
218, б) — для отливок типа плит.
Сифонный
подвод стали (рис. 218, в)
имеет недостаток: в прибыль поступает
более холодный сплав. Однако возможна
заливка с кантовкой (рис. 218, г):
после заливки формы наиболее горячий
металл будет находиться в прибыли и
обеспечит питание отливки. Иногда для
плавного заполнения формы делают нижний
подвод стали с помощью рожковой
литниковой системы (рис. 218, д).
Для крупных отливок применяют
ступенчатую литниковую систему (рис.
218, е), в этом случае в прибыль поступает
горячий сплав.
12*' 355§2. Устройство и расчет литниковых систем и прибылей
Литниковая
система должна обеспечивать четкую
направленность затвердевания
отливок; прибыли должны заполняться
горячим сплавом. Основное отличие
литниковой системы для стали от
литниковой системы для чугуна — это
установка прибылей для питания усадки
отливки.
Прибыли
ставят на самые массивные части отливки.
Кроме того, необходимо обеспечить
легкое их отделение и несложную
механическую обработку'мест установки
прибылей. В поточно-массовом производстве
наиболее распространены прямые открытые
прибыли,
15-30°
‘А


I
Рис. 218. Конструкции литниковых систем для стальных отливок
которые, помимо своего основного назначения — питания отливки, служат как бы резервуаром для всплывания неметаллических включений (засоров). Их преимущество заключается в удобстве сборки форм и возможности наблюдения за состоянием формы перед заливкой и в процессе заливки.
Недостатками открытых прибылей (рис. 219, а) является зависимость высоты прибылей от высоты имеющихся в цехе опок и возможность засора формы через открытые прибыли, а также увеличенный расход сплава на прибыли. Закрытые прямые прибыли (рис. 219, б) следует использовать для высоких опок, когда применение открытых прибылей вызывает большой расход сплава на прибыль. Отводные прибыли (рис. 219, в) устанавливают для питания узла-отливки в нижней половине формы и в тех случаях, когда

356
нельзя
поставить прямую прибыль без изменения
конфигурации отливки. На практике очень
часто применяют прибыли сферической
формы, что уменьшает расход сплава и
увеличивает выход годного литья.
Преимущество сфероидальных прибылей:
высота их не связана с высотой опок.
Для
улучшения работы прибылей важно, чтобы
металл в прибыли оставался длительное
время в жидком состоянии (прибыль должна
застывать позже отливки). С этой целью
применяют специальные стаканы (рис.
219, г)
из экзотермических смесей, состоящих
в основном из термита. При заливке формы
эта смесь разлагается с выделением
большого количества теплоты, которая
и обогревает прибыль. Однако для
крупных прибылей такие стаканы
Рис.
219. Способы установки прибылей на
стальных отливках
применять
нецелесообразно, так как они сгорают
раньше, чем прибыль закончит свое
действие, и эффект их применения будет
небольшим.
Чтобы
обеспечить работу закрытой прибыли
под атмосферным давлением, в прибыль
устанавливают песчаный стерженек
(рис.219, б),
вокруг
которого металл не затвердевает, так
как стерженек быстро прогревается
до температуры металла. По этому
стерженьку воздух из атмосферы
проходит в прибыль, которая и работает
под атмосферным давлением.
Для
улучшения работы прибылей и уменьшения
расхода металла применяют прибыли,
работающие под избыточным давлением,
которое создается специальным патроном
1
(рис. 219, 5), вставляемым внутрь формы.
Патрон состоит из металлического
корпуса и мелового заряда. После заливки
формы стенки корпуса патрона расплавляются
к моменту, когда на стенках формы уже
образовалась достаточно прочная
корочка твердого металла (рис. 219, е).
357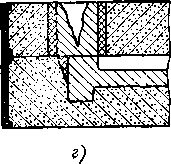

Мел
при нагревании разлагается, образуя
газ, который и создает внутри прибыли
избыточное давление. Давление улучшает
условия заполнения усадочных пор жидким
металлом.
Для
облегчения отделения прибылей от
отливки применяют специальные тонкие
керамические пластинки 2
(рис. 219, д),
которые, быстро прогреваясь, не
охлаждают перешеек между отливкой
и прибылью и не препятствуют перетекайию
металла из прибыли в отливку, но создают
своеобразный надрез, позволяющий легко
отделять прибыль от отливки.
Прибыль
должна иметь достаточное сечение,
затвердевать позже отливки и иметь
минимальный, но достаточный объем,
чтобы усадочная раковина не вышла
за ее пределы.
Рис.
220. Прибыли:
^
а
— закрытые; б — открытые; в
— отводные
На
рис. 220 приведены прибыли, используемые
для отливок зубчатых колес диаметром
500—1200 мм.
Наружные
холодильники часто применяют для борьбы
с трещинами в тех случаях, когда
нельзя сделать охладительные ребра на
отливках. В стальных отливках горячие
трещины и надрывы образуются при
неправильной конструкции отливки, т.
е. когда нет плавных переходов от тонкой
части к толстой, а также при неправильном
подводе металла к отливке. Надежным
средством предупреждения образования
горячих трещин в отливках является
применение литейных ребер, удаляемых
при обрубке. Толщина литейных ребер
составляет 10—30% толщины стенки
отливки. • ш
Расчет
литниковых систем. Суммарную площадь
сечения пити
телей
рекомендуется определять по формуле
(6).
Время
заполнения формы жидкой сталью следует
находить по формуле
t
= S|/6G^
где
6 — средняя толщина стенок, мм; G
—
масса отливки с литниками и прибылями,
кг; s
—
коэффициент времени.
Значение
коэффициента s
зависит
от производственных условий и колеблется
от 1,4 до 1,6.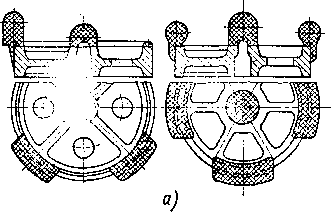


Для
отливок, склонных к образованию
внутренних напряжений, трещин
и усадочных
раковин, значения коэффициента s
желательно
увеличить
на
0,1—0,2. Отливки, изготовляемые в
металлических или
песчаных формах с большим числом
холодильников, следует заливать
быстрее
и значение s
для
них уменьшить на 0,!—0,2.
Найденное
время рекомендуется проверять следующим
соотношением:
Н
y=^r.
где
Я —
высота отливки, см.
При
толщине стенок 7—10 мм скорость заливки
v
должна
быть не менее 20 мм/с, при 6 = 10 -н 40 мм
скорость v
не
менее 10 мм/с.; при б = 40 мм v
—
8 мм/с. Если скорость окажется
недостаточной, то нужно уменьшить
время заливки или же изменить положение
отливки в форме.
По
Г. М. Дубицкому, соотношение сечений
элементов литниковой системы должно
быть для отливок: мелких
Fn
:/>*
* : F„
=
1,0
: (1,05ч-1,2): (1,1 -4-
1,2);
средних
Fa:
/v
s:FCI
=
(l-b 1,5):
1,0:
(1,05ч-1,2);
крупных
F„
:
/V х : FCT
=
(1,0 -ь 2,0): (1,0ч-2,0): 1,0, где
— поперечное сечение литникового хода.
При
разработке технологии литейной формы
необходимо соблюдать изложенные
ранее особенности проектирования
литейной формы для стальных отливок.
Припуски на механическую обработку
стальных отливок назначают по ГОСТ
2009—55. Их назначают больше по сравнению
с отливками из чугуна и цветных сплавов
из-за повышенной усадки стали и пригара
формовочной смеси к отливкам. Вследствие
высокой температуры стали формы
изготовляют из более огнеупорных
формовочных и стержневых материалов.
Кроме того, следует учитывать, что при
соприкосновении жидкой стали с
формовочной смесью окислы железа и
марганца, соединяясь с кварцевым песком,
ошлаковывают поверхность формы.
Сырые
формы для отливок с чистой поверхностью
изготовляют из бентонитовых формовочных
смесей. Бентонитовая смесь по сравнению
с жидкостекольной обладает хорошей
пластичностью, лучшей формуемостыо
и огнеупорностью, но требует значительного
Уплотнения и хорошей вентиляции формы.
Бентонитовые
смеси дают хорошие результаты при
содержании До 3,5% влаги и при заливке в
сырые формы отливок массой до 3000 кг. С
увеличением
содержания влаги уменьшается прочность
359§ 3. Особенности технологии формовки
смеси
и на отливках появляются «рванины» —
следствие обгара
формы.
Формы
для стальных отливок, в отличие от форм
для чугун-
ных
и цветных отливок, должны иметь большую
плотность смеси
для
предохранения поверхности формы от
размыва струей жидкой
стали.
Особенно сильно размываются литниковая
воронка и литни-
ковые
каналы. Для выноса из формы смытых
частиц формовочной
смеси
применяют открытые прибыли, увеличивают
припуск на
механическую
обработку в верхней части отливки, а
крупногаба-
ритные
формы при заливке иногда располагают
с наклоном.
Переувлажнение
формовочной смеси и содержание в ней
зна-
газотворных
веществ способствует образо-
ванию
газовых раковин на поверхности
отливки.
Заниженная же влажность фор-
мовочной
смеси (ниже 3,5%) препятствует
хорошему
уплотнению формы. При фор-
мовке
по-сырому количество влаги не
должно
превышать 3,5—4,5%, а при фор-
мовке
по-сухому 4,5—5,5%. Содержание в
формовочной
смеси углекислых солей и
мела
недопустимо, так как при высокой
температуре
они разлагаются и выделяют
углекислый
газ, приводящий к образова-
нию
раковин в отливках.
Чтобы
предупредить образование трещин,
возникающих вследствие неравномерной
усадки, формы изготовляют из податливых
формовочных материалов, не препятствующих
нормальной усадке. Для увеличения податливости
в смесь вводят 15—30% древесной
или
торфяной муки, которая во время сушки
выгорает и образует
пустоты,
облегчающие усадку. В стержни для этой
цели вводят патоку, декстрин и другие
выгорающие добавки.
Готовые
формы сразу после сборки следует
заполнять сталью, так как долгостоящие
перед заливкой формы выветриваются,
осыпаются или сыреют.
Чтобы
предупредить образование усадочной
пористости, в под- прибыльной части
отливки ставят наружные или внутренние
холодильники или применяют «утепленные»
прибыли, при этом вводят термитную
смесь в места формы, выполняющие прибыли.
Холодильники
ускоряют процесс охлаждения утолщенных
мест отливок и уменьшают напряжения,
усадочные раковины и предотвращают
возникновение горячих трещин. Холодильники
могут быть изготовлены из прутков
проката и могут быть литыми.
Поверхность
внутреннего холодильника должна быть
чистой и свободной от ржавчины и окислов.
Внутренние холодильники
должны
свариваться с металлом отливки.
Наружные
холодильники от приваривания их к
отливке покры^- вают различными красками,
например суриком или формовочной
краской.
Холодильники 1
перед установкой в форму (рис. 221)
S60
чительного
количества
а) 5)
Рис.
221. Установка холодильников в форме:
а
— наружных; б
внутренних
должны
быть тщательно очищены от грязи, масла
и окалины. В тех
сЛучаях,
когда
используют внутренние холодильники,
которые не
свариваются
с металлом отливки, применяют стальные
прутки,
последние
при
механической обработке высверливают
из отливки.
В
литейных цехах для плавки стали применяют
мартеновские
печи,
дуговые
и индукционные электропечи, малые
бессемеровские
конверторы.
Плавку^стали
в мартеновских печах применяют
преимущественно
для
йрупных стальных отливок. Мартеновский
способ выплавки
стали
обладает следующи-
ми
преимуществами: воз-
можностью
использования
большого
количества сталь-
ного
лома и передела в
жидкую
сталь исходных
материалов
разнообразного
химического
состава; высо-
ким
качеством и возмож-
ностью
выплавки сталей
многих
марок; относитель-
но
небольшой стоимостью
передела.
Емкость марте-
новских
печей составляет
5—500
т, а в цехах фасон-
ного
литья машинострои-
тельных
заводов 5—100 т.
По
конструкции совре-
менные
мартеновские печи
подразделяют
на неподвиж-
ные
или стационарные и
качающиеся.
Большинство
мартеновских
печей стационарного типа. Преимущество
качающихся
печей
— это слив стали в ковш в несколько
приемов, порциями,
а
также слив шлака в шлаковню по ходу
плавки через порог загру-
зочного
окна. Недостаток таких печей — сложность
конструкции
печи.
Мартеновская
печь (рис. 222) состоит из ванны /, в которой
плавится сталь; свода, головок 2,
имеющих вертикальные каналы и
пролеты, направляющие газ и воздух в
ванну; шлаковиков, регенераторов;
перекидных клапанов, боровов и дымовой
трубы.
Воздух
Рис.
222. Схема устройства мартеновской
печи
361Глава III плавка и заливка стали
§ 1. Плавка в мартеновских печах
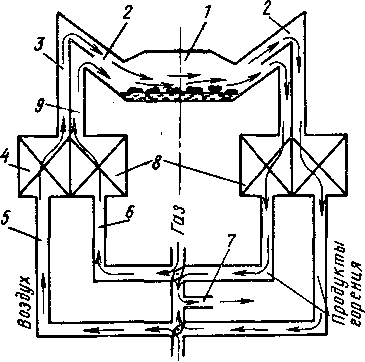
Газ,
подведенный к печи, пройдя через открытый
клапан, направ. ляется по борову 6
в регенератор 8,
подогревается в нем за счет теплоты
раскаленной кирпичной кладки и затем
через газовый шлаковик, канал 9
и головку 2
поступает в рабочее пространство Левый
воздушный шибер при этом закрыт, а
правый открыт. Правый газовый клапан
тоже закрыт. Воздух от вентилятора
поступает через воздушный клапан по
борову 5
в регенератор 4,
в котором нагревается, а затем через
канал 3,
шлаковик и головку 2
поступает в рабочее пространство. Левый
воздушный шибер закрыт, а правый открыт.
Газ и воздух, смешиваясь в рабочем
пространстве печи, воспламеняются и
образуют факел. Продукты сгорания,
направляясь через противоположную
головку и регенераторы, нагревают их
насадку. Охладившись до 500—600° С, продукты
сгорания попадают в дымовую трубу 7.
Когда правые регенераторы достаточно
нагреваются, клапаны переключают,
после чего газ и воздух движутся в
обратном направлении.
Для
загрузки шихтовых материалов и флюсов
и обслуживания печи во время плавки в
передней стенке печи сделаны рабочие
окна (завалочные), в задней стенке —
металлическая летка для выпуска жидкой
стали.
Мартеновские
печи строят с кислой и основной
футеровкой. Динасовый кирпич применяют
для кладки главных сводов, сводов
головок и регенераторов, вертикальных
каналов, стен шлаковиков в насадках и
других частях основной мартеновской
печи, а в кислых печах, кроме того,
для кладки пода, передней и задней
стенок, а для наварки пода после
каждой плавки применяют кварцевый
песок. Нижнюю часть регенераторов и
борова выкладывают из шамотного
кирпича, наружную часть — из обычного
красного кирпича. Для уменьшения потерь
теплоты через кладку регенераторов
шлаковики (выше уровня пола цеха и ниже
его на 1—1,65 м), а также часть рабочего
пространства печи снаружи облицовывают
теплоизоляционным материалом. Для
повышения стойкости кладки и улучшения
условий труда современные мартеновские
печи оборудуют системой водяного
охлаждения.
Продолжительность
службы мартеновской печи при динасовом
своде для больших печей составляет
250—300 плавок, для печей малой и средней
емкости 400—500 плавок, а при магнезитовой
футеровке
свода до 700 и более плавок.
Современные
мартеновские печи снабжены необходимой
контрольно-измерительной аппаратурой
и оборудованы устройством для
автоматического регулирования расхода
топлива и воздуха, а также давления в
рабочем пространстве. Автоматически
производится
переключение клапанов, механизирован
подъем заслонок
рабочих
окон и т. д.
Топливо
мартеновских печей. На заводах, не
имеющих
доменного
производства,
применяют генераторный или коксовый
газ или жидкое топливо, а на заводах,
имеющих доменное производство,
362
смесь
коксового
и доменного газов с добавкой для
подсвечивания
факела
пламени
генераторного газа или смолы.
Процесс
выплавки стали в мартеновских печах.
В
зависимости от футеровки ванны —
основной (магнезитовой) или кислой
(динасовой)
—
процесс выплавки стали может быть
основным или кислым. В настоящее
время почти вся сталь выплавляется в
печах с
основной футеровкой.
Это объясняется тем, что в основном
мартеновском
процессе
можно переплавлять шихту с более высоким
содержанием фосфора и
серы,
чем в готовой стали. Мартеновским
процессом
можно
выплавлять углеродистые, низко- и
среднеуглеродистые
стали,
используемые для производства фасонных
отливок.
Кислый
мартеновский процесс, благодаря
некоторым особенностям, обеспечивает
получение плотной структуры стали,
поэтому, он незаменим при выплавке
высококачественных сталей.
Наибольшее
распространение для производства
фасонных отливок получил скрап-процесс
с. использованием твердого передельного
мартеновского чугуна.
Основной
скрап-процесс на твердом чугуне. При
скрап-процессе основным источником
кислорода для окисления примесей чугуна
является газовая фаза печи. Только
незиачительныю часть кислорода дает
железная руда, вводимая в печь по ходу
плавки в количестве около 30%. Шихту для
скрап-процесса рассчитывают так, чтобы
она содержала около 1% Мп, не более 0,3%
Р, не более 0,05—0,06% S
и
минимальное количество кремния. Обычно
шихта при скрап-процессе содержит около
30% передельного мартеновского чугуна,
до 15% стальной стружки при выплавке
углеродистых сталей и около 10% при
выплавке легированных. Остальную часть
металлической шихты составляет привозной
стальной лом и собственный возврат.
Шихту рассчитывают исходя из того,
чтобы содержание углерода в ней было
на 0,3—0,5% больше содержания углерода в
готовой стали.
Процесс
плавки условно можно разделить на
следующие периоды: заправка печи,
завалка и плавление, кипение, раскисление
и выпуск.
Заправка
печи. В процессе эксплуатации печи ее
под, стенки, откосы изнашиваются. Для
поддержания Пода, откосов печи в
надлежащем состоянии их периодически
обновляют, осуществляя заправку печи.
Для заправки печи применяют обожженный,
молотый и просеянный доломит или
металлургический магнезит, а иногда
сырой дробленый доломит. Заправку печи
производят в минимальное время,
чтобы устранить окисление пода. Обычно
эта операция не превышает 10—15 мин.
Заправку заканчивают заделкой выпускного
отверстия магнезитовым порошком.
Заправку
печи осуществляют машинами и вручную.
Ее начинают, как
только уровень металла в печи при
выпуске готовой стали Начнет понижаться.
Завалка
шихты при работе на скрап-процессе на
твердом чугуне, быстрее
производят завалку, тем меньше
продолжительность
плавки.
На под следует загружать мелкий чистый
лом (10—20^ общего количества стального,
лома в шихте); на лом известняк (6—7%
массы металлической шихты) и иногда
боксит; иногда же вместо известняка
применяют известь. Это сокращает плавку
стали и сокращает расход чугуна, идущего
на завалку. Поверх известняка
загружают боксит, после чего в течение
10—15 мин прогревают известняк. На
прогретый известняк загружают передельный
чугун (10—15%
массы металлической шихты), затем
стальную стружку, на которую загружают
крупный лом. После хорошего прогрева
металлической части шихты заваливают
остальной чугун. При работе
скрап-процессом на твердой завалке
заправку порогов проводят быстро,
чтобы предупредить заплывание их
плавящимся чугуном, загружаемым в конце
периода завалки.
Плавление.
Период плавления в печах, работающих
скрап-процессом, длится условно от
конца завалки до полного расплавления
и является самым длительным периодом
мартеновской плавки. В период плавления
полностью окисляется кремний и частично
марганец и фосфор, содержащиеся в
передельном чугуне, а также происходит
процесс образования шлака. Для ускорения
периода плавления воздух обогащают
кислородом, который при работе печи на
мазуте вводят в форсунки и вдувают
вместе с воздухом распылителями.
При
выплавке углеродистых сталей содержание
углерода сразу же после расплавления
не должно превышать более чем на 0,3%
допускаемого содержания углерода в
готовой
стали. Если
углерода содержится меньше, то в печь
вводят соответствующее количество
передельного или зеркального чугуна.
К
моменту полного расплавления стали
образуется шлак из окислов металлической
части шихты, флюсов (известняк, боксит),
материала пода и кладки печи. Образование
шлака до полного расплавления способствует
ускорению и интенсификации процессов
дефосфорации, обессеривания, кипения
ванны. Для этого в печь за 15—40 мин до
полного расплавления стали вводят
такое количество извести и боксита,
чтобы основность шлака составляла
’ Si02
1,5—2,0.
Такой шлак содержит 30—35% СаО; 18—25% SiOa;
10—15%
FeO.
После
расплавления этот шлак скачивают из
печи для снижения содержания фосфора
в стали. После спуска шлака наводится
новый шлак нормальной основности (СаО
^40% и Si02
sg 20%)
из свежеобожженной извести и боксита.
По
окончании наведения нового шлака ванну
переводят на режим «чистого кипения»,
происходящего только за счет кислорода,
содержащегося в жидкой ванне. При этом
постоянно повышают основность шлака,
доводя ее к моменту окончания кипения
до 2,2—3,5. В период чистого кипения в
стали увеличивается содержание
марганца за счет его восстановления
из шлака. Одновременно
происходит
окисление углерода со скоростью около
0,25% в час. Скорость окисления углерода
может быть повышена подачей кисло
364
рода
в ванну. Чистое кипение способствует
очистке стали от растворенных
газов
и неметаллических включений. Период
чистого кипения наиболее
ответственный,
поэтому в этот период плавки периодически
контролируют
состав стали и шлака.
После
получения в стали заданного количества
углерода производят предварительное
раскисление
силико- марганцем, силикошпигелем и
доменным ферросилицием. Через 5—10 мин
приступают к окончательному раскислению
и доведению стали до заданного химического
состава. При выплавке легированных
сталей добавки в виде ферросплавов
вводят в печь в разное время: никель —
в начале плавки вместе с завалкой, хром
— после предварительного раскисления,
молибден — в период дефосфорации и
наведения шлака и т. д.
Окончательное
раскисление
производят во время выпуска стали в
ковш или на желобе мелкораздробленным
ферросилицием ФС45 или ФС75. Для
раскисления в ковш вводят 0,8—1 кг
алюминия на 1 т стали.
Интенсификация
мартеновского процесса кислородом.
Основным преимуществом применения
кислорода в мартеновских печах является
повышение производительности печей и
снижение расхода топлива на 1 т стали,
а также уменьшение количества продуктов
горения.
Интенсификацию
мартеновского процесса осуществляют
следующими способами: газификацией
топлива дутьем, обогащенным кислородом;
подачей кислорода для обогащения
воздуха горения; расплавлением
заваленного в печь скрапа кислородной
струей и прямым окислением примесей
ванны.
Существует
несколько способов подачи кислорода
для обогащения воздуха. Наиболее
распространен способ подачи кислорода
непосредственно в головки мартеновской
печи. В печах с газовым отоплением
кислород вводят в газовую струю на
выходе последней из газового канала в
печь. Расход кислорода при обогащении
воздуха в печах, отапливаемых жидким
топливом, колеблется в пределах
15—25 м3/т,
а в газовых печах составляет 35 м3/т.
Воздух обогащают кислородом главным
образом в период завалки и расплавления.
Производительность печи при этом
увеличивается на 10—12%.
Для
ускорения процесса расплавления вводят
струю чистого кислорода на скрап,
заваленный в печь. Плавить скрап
кислородной струей необходимо после
нагрева его до 1400° С. Для ускорения
процесса окисления углерода применяют
метод окисления металла чистым
кислородом, вводимым непосредственно
в ванну. При таком прямом окислении
металла кислородом значительно лучше
удаляются фосфор и сера.
Прямое
окисление кислородом осуществляют при
помощи трубок или специальных сопл
с водяным охлаждением, которые
устанавливают в передней или задней
стенках, а иногда в своде печи. ^Дельный
расход кислорода при прямом окислении
углерода ванны
5,0
м3/т.
365
Кислый
мартеновский процесс обычно используют
для выплавки высококачественных сталей.
Окислительная способность шлака в
кислом мартеновском процессе ниже, чем
в основном, соответственно ниже
концентрации кислорода в сплаве. При
плавке высококачественных сталей
применяют чистые по сере и фосфору
исходные шихтовые материалы и топливо
с минимальным содержанием серы..
Используют
два варианта кислого мартеновского
процесса: кремневосстановительный
(пассивный) и с ограниченным восстановлением
кремния (активный).
При
кремневосстановительной кислой
мартеновской плавке процесс ведут так,
что кремний восстанавливается из шлака
и материала пода печи. Количества
восстановившегося кремния достаточно
для получения спокойной стали без
введения дополнительных раскислителей.
При
процессе с ограниченным восстановлением
кремния в печь вводят железную руду
или окалину для повышения окислительной
способности шлака и понижения его
температуры. Это способствует
уменьшению восстанавливаемого кремния
до 0,1—0,12%. Наряду с железной рудой или
окалиной применяют также добавку в
шлак извести, которая снижает в нем
концентрацию кремния.
Особенности
плавки в дуговых печах. Главными
особенностями электродуговой плавки
являются следующие: возможность
получения в плавильном пространстве
печи восстановительной атмосферы;
более горячий шлак, разогреваемый
дугами, позволяет получать жидкие,
высокоактивные шлаки с содержанием
FeO
в
10 раз меньшим, чем в мартеновском
процессе; отсутствие в атмосфере
печи кислорода и, как следствие, ведение
окислительных процессов только за счет
железной руды или вдуваемого в ванну
кислорода, меньший угар элементов.
Однако
в зоне горения дуги больше вероятность
образования активного азота, который
может растворяться в жидкой стали.
Поэтому сталь электродуговой плавки
содержит больше азота, чем мартеновская.
Восстановительная
атмосфера в печи, наличие основного
шлака и более высокие температуры
перегрева стали способствуют понижению
содержания серы в стали.
Плавку
в дуговых печах применяют при изготовлении
мелких и средних стальных отливок.
Емкость садки печей в цехах фасонного
стального литья колеблется от 0,5 до Ют,
а на заводах тяжелого машиностроения
до 30 т. Выбор процесса плавки зависит
от сорта стали и требуемой чистоты ее
по сере и фосфору.
Печи
с основной футеровкой применяют при
изготовлении отливок ответственного
назначения из высокопрочной конструкционной
легированной или жаропрочной стали. В
них можно получить§ 2. Плавка в основных и кислых дуговых и индукционных печах
г
сталь
с низким содержанием серы и фосфора.
Плавку стали в печах с кислой футеровкой
производят только на чистых по содержанию
серы
и
фосфора шихтовых материалах.
Наиболее
простым и удобным в обслуживании
сталеплавильным агрегатом
является
кислая дуговая электропечь. При кислом
процессе электроплавки достигается
большая стойкость футеровки, снижается
ее
стоимость, уменьшаются расход
электроэнергии и продолжительность
плавки, сталь лучше раскисляется.
Поэтому кислый
процесс
электродуговой плавки в литейных цехах
применяют чаще основного.
Плавка
в кислых дуговых печах. При кислом
процессе футеровку печи выполняют из
динасового или хромомагнезитового
кирпича, иногда применяют металлический
водоохлаждаемый свод.
Подготовка
печи к плавке состоит в очистке печи
от остатков шлака и металла предыдущей
плавки, заправке пода, откосов и стен
новыми материалами. Для заправки
применяют кварцевый песок, содержащий
не менее 96% Si02
и
не более 1% примесей.
Шихту
загружают в следующем порядке: на под
— половину мелкой шихты, в зону действия
электродов — среднюю и крупную шихту,
сверху ее засыпают остатками мелкой
шихты. Содержание углерода в шихте
должно быть на 0,2—0,3% выше нижнего
предела в готовой стали. Количество
кремния и марганца берется таким, чтобы
после расплавления в стали было 0,03—0,1%
Si
и
0,12—0,2% Мп.
Главная
особенность кислого процесса электроплавки
состоит в том, что плавка ведется под
кислым шлаком, содержащим до 65% кремнезема.
Под таким шлаком фосфор и сера не
удаляются, поэтому содержание серы и
фосфора в шихте должно быть минимальным—
ниже на 0,01% пределов, допускаемых в
отливках.
После
расплавления определенного количества
шихты, которое проводят максимально
быстро, наводят оборотный шлак от
предыдущей плавки, состоящий из 38—45%
Si02,
22—28%
FeO,
0,18—26%
МпО и 6—7% СаО.
Окисление
углерода и других примесей, происходящее
в период кипения ванны, уменьшает
содержание углерода на 0,15—0,2% за 25—30
мин кипения ванны. Для предупреждения
восстановления кремния в период кипения
в шлак добавляют известняк, понижающий
концентрацию SiOa
в
шлаке.
После
получения шлака светло-зеленого,
дымчатого или светло- голубого цвета
приступают к раскислению стали.
Предварительное раскисление производят
ферросилицием или силикомарганцем, а
окончательное — присадкой алюминия в
ковш при выпуске стали.
Плавка
в основных дуговых печах. При основном
процессе Футеровку в печи делают из
специального электрометаллургического
магнезита, наваренного на магнезитовый
кирпич, который укладывают на слой
теплоизоляционного кирпича. Плавку в
печах с основной футеровкой можно
производить двумя способами: с окислением
или без окисления. Плавку с окислением
металла производят
367
при
использовании шихты, химический состав
которой неизвестен, или шихты, засоренной
фосфором, а также при выплавке
низкоуглеродистых сталей. Особенность
этого способа состоит в наличии периода
кипения ванны, происходящего вследствие
окисления углерода, а также кремния,
марганца, фосфора, хрома и Других
элементов кислородом железной руды,
добавляемой в печь.
Плавка
с окислением металла
включает следующие этапы: заправку
печи, загрузку шихты, плавление, дефос-
форацпю, кипение, скачивание кислого
шлака, науглероживание, раскисление,
обессеривание и доводку. Этапы
дефосфорации, кипения и скачивания
шлака составляют окислительный период
плавки, этапы науглероживания,
раскисления, обессеривания и доводки
—- восстановительный период плавки.
В
окислительный
период плавки
окислительный шлак наводят за 30—60 мин
до полного расплавления шихты, для чего
вводят железную руду, обожженную известь
и плавиковый шпат. Затем в печь загружают
железную руду и известь. Посде их
расплавления и взаимодействия с металлом
60—70% шлака скачивают и вновь наводят
шлак, повторяя операцию до 3 раз. В
результате содержание фосфора в стали
понижается до 0,01%. После дефосфорации
начинается период кипения стали,
обезуглероживания. Периодической
присадкой прокаленной руды в ванну
поддерживают ее кипение; затем
одновременным повышением температуры
и уменьшением подачи руды переводят
ванну в режим чистого кипения (т. е. за
счет кислорода, содержащегося в ванне).
Перед чистым кипением скачивают
окислительный шлак. К концу окислительного
периода содержание углерода в стали
должно быть на 0,02—0,03% меньше нижнего
предела в готовой стали, а содержание
фосфора не более 0,015%.
Восстановительный
период плавки
является наиболее ответственным. В
этот период плавку можно вести различными
способами, которые отличаются характером
физико-химических процессов взаимодействия
между расплавом и шлаком. При выплавке
стали дляI отливок чаще всего используют
вариант плавки под белым шлаком| с
раскислением стали ферросплавами в
начале восстановительного периода.
Белый шлак имеет состав: 60—65% СаО, 14—16%
SiOa,
10—12%
МпО; 5-10% CaF2,
2,5—4,0%
А1203
и до 1,5% FeO.
Белый
шлак наводят следующим образом: после
скачивания окислительного шлака в
сталь вводят ферромарганец для доведения
содержания марганца в требуемых
пределах, затем на зеркало расплава
загружают смесь из 80% извести и 20%
плавикового шпата, в количестве от
1,5доЗ?/6 массы расплава. После образования
жидкого шлака наводят белый шлак из
извести, плавикового шпата и пылевидного
кокса в соотношении 8:2:1.
Как только шлак станет светлым, в смесь,
подаваемую в печь, добавляют порошок
ферросилиция, а количество кокса
уменьшают. До конца плавки белый шлак
поддерживают подачей в печь
восстановительной смеси из извести,
молотого ферросилиция, кокса и плавикового
шпа-
368
та.
Сталь выдерживают под белым шлаком
около 1 ч. Количество углерода
в
стали при этом увеличивается на 0,02—0,04
%.
Поскольку в белом шлаке содержится
немного окислов железа и марганца, то
они переходят из металла в шлак.
Белый
шлак можно получать двумя способами:
1) раскислением шлака вначале углеродом,
а затем кремнием; 2) раскислением кремнием
с самого начала восстановительного
периода плавки. Первый способ применяют
при выплавке низкоуглеродистых сталей,
конструкционных сталей и легированных,
содержащих более 0,15% С; второй — при
выплавке нержавеющих и высоколегированных
сталей, содержащих до 0,15% С.
Плавка
стали в индукционных печах. Особенностями
процесса плавки в тигельных индукционных
печах являются следующие: возможность
плавки в любой атмосфере, состав которой
можно контролировать; отсутствие
электрической дуги или иного
теплоносителя, способного науглероживать
металл или насыщать его газами;
непрерывное перемешивание ванны жидкого
металла, что выравнивает химический
состав, облегчает дегазацию и всплывание
неметаллических включений; малая
интенсивность взаимодействия шлаков
с ванной металла, в результате ограниченные
возможности управления процессом
плавки с помощью регулирования состава
шлаков; высокие температуры, легкость
регулирования температурного режима
плавки.
Эти
особенности наиболее полно можно
использовать при плавке легированных
специальных сортов стали для отливок
ответственного назначения. Поэтому
индукционная тигельная плавка находит
широкое применение именно в этой
области.
Индукционные
печи могут иметь основную и кислую
футеровку. Печи с основной футеровкой
используют для плавки высоколегированных
сталей с повышенным содержанием
марганца, титана, алюминия.
В
индукционных тигельных печах процесс
плавки протекает в условиях недостатка
кислорода, окислительные процессы
плавки затруднены, поэтому при выборе
шихты исходят из того, что плавка будет
сводиться к переплаву шихты.
Шихтовые
материалы в печь загружают так, чтобы
пространство между кусками было
минимальным. Крупные куски укладывают
ближе к стенкам тигля, а мелкие’—в
среднюю часть. Наиболее тугоплавкие
составляющие шихты укладывают в нижнюю
часть тигля.
Во
время плавки шихту периодически
осаживают, повышая „ плотность укладки
нерасплавившихся кусков. После
расплавления шихты наводят шлак. Шлак
защищает металл от окисления, снижает
угар элементов. При кислом процессе
шлак наводят из смеси шамота и стекла,
а при основном из 70% обожженной извести,
20% плавикового шпата и 10% магнезитового
порошка. Легирующие элементы
(ферромолибден, никель, медь) вводят в
печь одновременно с
шихтой. Другие легирующие добавки
вводят в такой последова
369
тельности:
феррохром, ферросилиций, ферротитан.
Раскисление
стали
производят в печи ферромарганцем и
ферросилицием и в
ковше
— алюминием (200 г на 1 т стали). В
индукционных печах
с
основной футеровкой можно вести плавку
с окислением углерода
удалением
фосфора и серы. Этот процесс чаще
применяют при плавке
специальных
сталей.
Малые
бессемеровские конверторы применяют
для плавки
стали
для фасонных отливок в цехах
машиностроительных заводов.
Это
объясняется высокой экономичностью и
простотой процесса,
а
также тем, что в конверторе можно
получить
сталь высокого качества и
с
более высокой температурой, чем
в
большом бессемеровском конвер-
торе,
применяемом в металлургиче-.
ском
производстве. I
Малый
бессемеровский конвертор
(рис.
223) представляет собой груше-1
образный
стальной, футерованный
динасовым
кирпичом сосуд с боко-
выми
отверстиями — фурмами (диа-
метр
30—45 мм). Конверторы с боко-
вым
дутьем строят емкостью 500—-
3000
кг.
Процесс
плавки в малом бессеме-
ровском
конверторе происходит сле-
дующим
образом. . Выплавленный в
вагранке
чугун, содержащий 3,2—
3,5%
С; 1,6—1,8% Si;
0,6—0,8%
Мп;
до
0,05—0,07% S,
заливают
в подо-
гретый
конвертор. В залитый чугу-
ном
конвертор вдувается воздух под
давлением
2,5 кгс/см2
или кислород; конвертор устанавливают
в
вертикальное положение так, чтобы фурма
оказалась над поверх-
ностью
металла.
Процесс
плавки условно можно разделить на три
периода.
В
первом
периоде
при продувке окисляется, в основном,
железо, а затем начинают выгорать
сначала кремний и марганец за счет
кислорода закиси железа, растворенной
в металле.
■
Во
§ 3. Плавка в малых бессемеровских конверторах щ
В третьем периоде догорают примеси чугуна, которые не успели выгореть в первом периоде, т. е. кремний и марганец. Когда выгорят все примеси, начинает появляться бурый дым, ука-

Рис. 223. Малый бессемеровский конвертор:
1,2 — шамотный и динасовый кирпич; 3 — огнеупорная ' .набивка; 4 — засылка
370
зывающий
на
конец плавки. Раскисление стали
производят обычным способом. Конвертор
наклоняют и останавливают дутье. geCb
процесс
в малом бессемеровском конверторе
длится 18— 20 мин.
Недостаток
конверторного способа — при кислом
процессе сера и
фосфор не удаляются, поэтому необходимо
применять низкофосфористые чугуны.
Этот недостаток можно устранить
продувкой чугуна кислородом, который
понижает содержание закиси железа в
шлаке, или переходом на основную
футеровку.
Качество
отливок во многом зависит от температуры
заливки, поэтому необходимо стремиться
заливать формы сталью с высокой
температурой (от 1550 до 1450°С), хотя при
этом в отливках возникает больше
напряжений и увеличивается склонность
к образованию горячих трещин. При
заливке форм сталью с более низкой
температурой в отливках появляется
много газовых раковин и шлаковых
включений.
Сталь
в формы можно заливать из стопорных,
чайниковых н других ковшей. Перед.выпуском
стали из печи ковши должны быть сухие
и футеровка их нагрета докрасна; при
недостаточном нагреве ковша сталь в
нем быстро охлаждается и в ковше
образуются настыли, особенно при литье
низкоуглеродистой стали.
Выбивку
отливок из форм можно производить теми
же средствами, что и отливок из серого
и ковкого чугуна.
Очистка
стальных отливок отличается от чугунных
тем, что от стальных отливок труднее
удалять литники и прибыли; их приходится
отрезать кислородно-ацетиленовым
пламенем или другими способами. Так
как на стальных отливках пригар больше,
чем на чугунных, то применяют, кроме
обычных способов очистки, также
газопламенную очистку и обрубку
пневматическими рубильными молотками.
Стальные отливки очищают до отжига и
после. До отжига очищают пригоревшую
формовочную смесь, а чпосле
отжига — окалину, образующуюся при
отжиге.
Термическая
обработка отливок. При затвердевании
и охлаждении стальные отливки имеют
крупнозернистую структуру, обладающую
невысокими прочностными свойствами.
Для
измельчения структуры и снятия внутренних
напряжений стальные отливки отжигают.
После отжига увеличиваются предел
прочности при растяжении, относительное
удлинение и ударная вязкость стали.
Температура отжига должна быть выше
точки Асг'
на
диаграмме состояния на 30—50° С.
Выдержка
отливок при температуре отжига должна
быть такой, чтобы обеспечить равномерный
прогрев отливок по сечению. Для
тонкостенных отливок длительность
нагрева около 1 ч, для более крупных,
толстостенных 4—6 ч. При выдержке отливок
в печи более
371§ 4. Заливка, очистка и термическая обработка стальных отливок
|
|
Термическая обработка |
|
|||
Марка стали |
предвари тельная |
окончательная |
||||
|
Огжнг нлн нормализация |
Нормализа ция |
Отпуск |
Закалка в масле . |
Отпуск |
|
35JI 40JI 35ГЛ 40ХЛ 35ХМЛ ЗОХНМЛ |
880—900 880—900 |
860—880. 860—880 860—880 860—880 |
600—650 600—650 600—650 600—650 |
860—880 860—880 850—870 850—870 860—880 860—880 |
600—650 600—650 600—650 600—650 600—650 600—650 |
|
Для
углеродистой и низкоуглеродистой стали
рекомендуются следующие виды термической
обработки: отжиг — для отливок, склонных
к образованию значительных внутренних
напряжений; нормализация — для простых
отливок; нормализация и отпуск — для
отливок повышенного и особого качества,
не склонных к сильному короблению
при ускоренном охлаждении на воздухе.
372
Нормализация
с отпуском повышает пластические
свойства и ударную
вязкость
стали. При
установлении
режима термической обработки стальных
отливок необходимо учитывать, что
отливки можно
загружать
в печь, нагретую до температуры не выше
350° С.
Если
отливки имеют очень сложную конфигурацию
и в них возникают внутренние
напряжения, то при достижении в печи
650—700° С
следует
делать выдержку в 2 раза меньшей
продолжительности, чем при максимальной
температуре отжига или нормализации,.
Отливки после выдержки при отжиге
следует охлаждать вместе с печью до
300—350° С, мелкие и средние со скоростью
30—50° С/ч, а
более
крупные и сложные 25—30° С/ч.
Температура
отпуска зависит от требуемых механических
свойств. При повышении температуры
отпуска после нормализации пластические
свойства улучшаются, а прочность
несколько уменьшается. Выдержка при
отпуске отливок со стенками толщиной
25 мм составляет 2 ч, для массивных
отливок на каждые 25 мм толщины прибавляют
сверх того 30 мин. После отпуска отливки
охлаждают на воздухе, кроме тех
случаев, когда возможно появление
хрупкости, тогда отливки необходимо
охлаждать в воде. Легированные отливки
подвергают закалке в масле, а отливки
из стали 110Г13Л — закалке в воде. Для
снятия напряжений после закалки отливки
подают в нагретую печь для отпуска.
ПРОИЗВОДСТВО
отливок
ИЗ
ЦВЕТНЫХ СПЛАВОВ
Из
цветных сплавов получают фасонные
отливки различной конфигурации и массой
от десятых долей грамма до десятков
тонн (например, масса судовых гребных
винтов из медных сплавов достигает 30
т и более).
В
настоящее время темпы роста производства
фасонных отливок из цветных сплавов
значительно опережают рост производства
отливок из стали и чугуна. Благодаря
хорошим литейным свойствам из большинства
промышленных цветных сплавов можно
изготовлять отливки в песчаных формах
и специальными способами литья: в
металлических формах, под давлением и
т. д. Это позволило повысить точность
отливок, чистоту их поверхностей,
уменьшить припуски на обработку отливок.
В
машиностроении наиболее широко применяют
сплавы на основе меди (медные сплавы),
алюминия (алюминиевые сплавы), магния
(магниевые) и на основе цинка (цинковые).
ПРОИЗВОДСТВО
ОТЛИВОК ИЗ МЕДНЫХ СПЛАВОВ
Отливки
из медных сплавов применяют во всех
отраслях промышленности для
изготовления арматуры, подшипников,
шестерен, втулок, гребных винтов и др.
Медные сплавы значительно дороже чугуна
и стали, однако благодаря своим высоким
антифрикционным и антикоррозионным
свойствам широко применяются в
промышленности.
Медь
— дефицитный и дорогостоящий металл,
поэтому конструкторы должны стремиться
всюду, где это можно, заменять детали
из медных сплавов чугунными, стальными,
пластмассовыми.
374Раздел шестой
![]()
Глава 1
§ 1. Состав и свойства медных сплавов
Плотность
меди 8,9 г/см3,
температура плавления 1083° С, „редел
прочности при растяжении около 20 кгс/мм2
и удлинение
40—50
%.
Для
приготовления медных сплавов применяют
медь марок Ml,
Д12,
М3 и М4 с содержанием 99,90—99,00% Си. Примеси
в меди: висмут,
сурьма,
мышьяк, олово являются нежелательными,
так как снижают
ее
свойства. Нежелательной примесью в
меди является л кислород, растворяющийся
в меди во время плавки. Закись меди Си^О
при затвердевании образует с
медью
хрупкую эвтектику Си—Си20,
которая отрицательно влияет на
пластическую обработку меди и снижает
ее электропроводность. Медь обычно
раскисляют небольшим количеством
фосфора, так как он снижает прочность,
электро- и теплопроводность.
Чистую
медь редко применяют для отливок из-за
низких механических и литейных
свойств. Поэтому чаще применяют сплавы
на основе меди.
Медные
сплавы подразделяют на бронзы и латуни.
Бронзы, в
свою
очередь, делят на оловянные (сплавы
меди с оловом) и без- оловянные (сплавы
меди с алюминием, свинцом, кремнием,
бериллием, марганцем, никелем и др.).
Латуни представляют собой сплавы меди
с цинком (простые или двойные) или
многокомпонентные сплавы с добавками
алюминия, кремния, марганца, никеля,
железа, свинца и др.
Оловянные
бронзы. Современные промышленные
оловянные бронзы содержат2—14% Sn;
4—15%
Zn;
4—20%
Pb;
1—5%
Ni;
до
1%
P и
другие компоненты. Олово повышает
механические и антифрикционные
свойства, коррозионную стойкость
сплава. Цинк улучшает механические
свойства, облегчает сварку и пайку.
Свинец повышает антифрикционные
свойства ч
Никель повышает антифрикционные и
механические свойства, улучшает
структуру бронз со свинцом, способствуя
измельчению свинцовых включений. Фосфор
повышает износостойкость, антифрикционные
и литейные свойства (жидкотекучесть),
но при содержании более 0,04% снижает
прочностные свойства. Оловянная бронза
плавится при 1000—1050° С, температура
заливки 1100—1150° С. Линейная усадка
оловянной бронзы меньше 1 %. Присадка
алюминия в оловянную бронзу сильно
снижает жидкотекучесть, ухудшает
прочность и увеличивает пористость
отливок.
Бронзы,
содержащие до 5% Sn,
называют
низкооловянными, а больше 5% Sn
—высокооловянными.
Расплавы бронз, предназначенные для
изготовления отливок, приготовляют из
чистых материалов (главным образом
из высокооловянных) и из вторичных
сплавов стандартного состава (в основном
низкооловянные бронзы) переплавкой
лома и отходов.
Высокооловянные
бронзы из-за дефицитности и высокой
стоимости олова применяют в
ограниченном количестве, в основном
Для изделий ответственного назначения,
от которых требуются высокая коррозионная
стойкость и износостойкость.
375
Из
бронзы Бр. ОФ 10-1 (10% Sn
и
1% Р) изготовляют подшипники, шестерни
и другие детали, от которых требуется
высокая износостойкость при высоких
давлениях и недостаточной смазке.
Бронзу Бр. ОЦС 6-6-3 используют для втулок
и арматуры Бр. 010 — для подшипников,
втулок и других деталей, бронзу Бр. ОЦСН
3-7-5-1 — для арматуры, работающей в среде
воды, пара при давлении до 25—50 кгс/см2;
бронзу Бр. ОЦ 10-2 — для арматуры,
работающей в морской воде под давлением
до 300 ат.
Наиболее
вредными примесями в оловянных бронзах
считают алюминий и кремний. Алюминйй
даже в сотых и тысячных долях резко
снижает механические свойства и особенно
герметичность.
Безоловянные
бронзы. Оловянные бронзы дефицитны,
поэтому в промышленности широко
применяют бронзы, не содержащие олова,
которые по ряду свойств превосходят
оловянные и служат их заменителями.
Большинство оловянных бронз, как
правило, многокомпонентные сплавы.
Механические свойства безоловянных
бронз значительно выше оловянных и,
кроме того, они имеют достаточно
высокие антифрикционные и коррозионные
свойства.
Наибольшее
распространение получили алюминиевые
бронзы
(8—10% А1). Железо, входящее в состав
алюминиевых бронз, измельчает структуру,
повышает прочность и антифрикционные
свойства. Никель, как и железо, повышает
прочность, износостойкость и при
повышенных температурах (до 500° С)
сообщает бронзам свойства выше свойств
оловянных бронз при нормальных
температурах. Марганец повышает
механические, коррозионные и
технологические свойства алюминиевых
бронз.
Для
повышения антифрикционных свойств в
литейные алюминиевые бронзы вводят
свинец. Усадка алюминиевых бронз больше
усадки оловянной бронзы. Алюминиевые
бронзы склонны к трещи- нообразованию
при затрудненной усадке, имеют повышенную
газо- насыщенность и окисляемость при
неблагоприятных условиях плавки и
заливки, стойки при работе в пресной и
морской воде и во многих агрессивных
средах, хорошо сопротивляются удару.
Кроме
алюминиевых бронз в машиностроении
применяют и другие безоловянные
бронзы: кремнистые, марганцевые,
бериллиевые и др. Например, из кремнистой
бронзы Бр. АЖ 9-4Л изготовляют фасонные
отливки арматуры, втулок, шестерен и
др.
Литейные
латуни. Наибольшее распространение
получили кремнистые, марганцевые,
никелевые, свинцовые, алюминиевые
латуни.
Кремнистую
латунь
широко применяют для производства
фасонных отливок, так как она обладает
хорошей жидко- текучестью и высокими
литейными свойствами (латуни марок ЛК
80-ЗЛ и ЛКС 80-3-3). Отливки из кремнистой
латуни хорошо обрабатываются.
Введение в кремнистую латунь 3% РЬ
придает сплаву хорошие антифрикционные
свойства. Кремнистая латунь ЛКС 80-3-3
обладает повышенными антифрикционными
свойствами и более высокой, чем оловянная
бронза, химической стойкостью в серной
• кислоте.
376
![]()
Марганцевые
латуни
применяют в морском судостроении
для отливок гребных винтов, лопастей
и других изделий, работающих в морской
воде в условиях значительных нагрузок.
Марганцевую латунь ЛМцОС 58-2-2-2 используют
для изготовления червячных шестерен
и втулок; латунь ЛМцЖ 55-3-1 — для деталей
морских судов и деталей, работающих
при температурах выше 300° С.
Многокомпонентные
латуни
типа ЛМцЖ 52-4-1 обладают наиболее высокими
из всех латуней прочностными свойствами
и применяются для подшипников и арматуры.
Свинцовую
латунь
ЛС 59-1Л применяют для изготовления
отливок под давлением, центробежным
способом и жидкой штамповкой. Эта латунь
хорошо механически обрабатывается,
имеет удовлетворительные механические
свойства.
Формы
изготовляют из формовочных материалов,
обладающих минимальной газотворной
способностью, небольшой влажностью,
максимальной газопроницаемостью и
высокой огнеупорностью. Содержание
углекислых солей в формовочной смеси
должно быть не более 1 % вследствие того,
что при 700—800° С соли диссоциируют,
выделяя углекислый газ, который образует
в отливках раковины или пористость.
Для отливок из бронзы и латуни можно
применять также стержневые смеси того
же состава, что и для чугунного литья,
но с более мелким песком (табл. 55).
Стержни
следует покрывать краской, состоящей
из 60% талька, 40% бентонита и воды. Плотность
краски 1,25 г/см3.
Изготовление
форм для отливок из медных сплавов
ничем не' отличается от изготовления
их для чугунных отливок. Для простых
отливок (типа втулок) из оловянной
бронзы рекомендуется применять
дождевую литниковую систему (рис. 224,
а,
б)
или подвод металла сверху (рис. 224, в,
г).
На массивные фланцы в нижней части
формы следует устанавливать холодильники
/, а в верхней части формы — прибыли и
этажную литниковую систему с подводом
в массивный фланец (рис. 224, д).
Для коротких втулок с фланцем следует
применять верхний подвод металла с
установкой прибылей (рис. 224, е). При
формовке втулок в горизонтальном
положении можно подводить металл
также двумя способами (рис. 224, ж).
При
горизонтальном и вертикальном
расположении фасонной отливки в форме
(рис. 224, з)
на массивную часть следует устанавливать
прибыль 2
и подводить к ней литник 3.
Чтобы
обеспечить плавное заполнение формы
и устранить удар металла о стержень
при горизонтальном расположении
литникового хода, при отливке тройников
(рис. 224, и)
питатели следует располагать под
углом, обратным направлению движения
металла. Аналогично поступают и при
вертикальной заливке тех же отливок
(Рис. 224, к).
При изготовлении отливок из кремнистой
бронзы
377§ 2. Особенности литейной формы
со |
со |
о ! |
о 1 |
1 ю |
1 ю |
о |
о |
о |
о |
LO 1 |
ю 1 |
о |
1 о |
Tf |
|
о
н
°
с
4
о
[
V©
0s- |
чм |
о |
05 |
00 |
00 |
О
аГ
о
о
со*
г
и
4>
2
а
<v
X
£
&
н |
о о |
О |
о |
К4 1 |
ссГ 1 |
о |
1 о |
lO |
|
00 |
о |
о |
о |
о 1 |
о ' 1 |
I со |
я |
о |
о |
о |
о |
ю |
ч |
1 |
rf 1 |
ю со |
ю со |
|
тр |
«—• |
*—4 |
о |
*—4 |
ь |
|
83 <74 ■§** |
|
■Й&- |
1 |
л®я |
|
|
|
со * ' |
|
CN |
|
1 1 |
|
|
|
*—< |
1 |
Й‘ |
|
о |
о |
со* |
00 |
00 |
05 |
X
о
а.
LQ
S'
с;
X
о
S
I*
X
о
а.
ьа
378
и
марганцевой латуни металл подводят
снизу, в нижнюю прибыль. Кроме того,
применяют фильтровальные сетки.
3)
- «)
^ *}
Рис.
224. Литниковые системы для отливок из
оловянных бронз
Обычно
применяют литниковые системы
незаполненные, расширяющиеся с
соотношением ,
F„
:
Fma:
Fum
—
1 :2; 2 или
1:2:4,
или
1:4:4.
Площадь
поперечного сечения стояка, как Наиболее
узкого места литниковой системы,
рассчитывают по формуле (6), продолжительность
заливки по формуле (7а).
Медные
сплавы плавят в тигельных, пламенных,
дуговых и индукционных печах. К
недостатку плавки в тигельных и пламенных
печах следует отнести большой расход
топлива и угар ■ металла.
Поэ1
'Тому
плавку лучше производить в дуговых
печах.§ 3. Особенности плавки медных сплавов
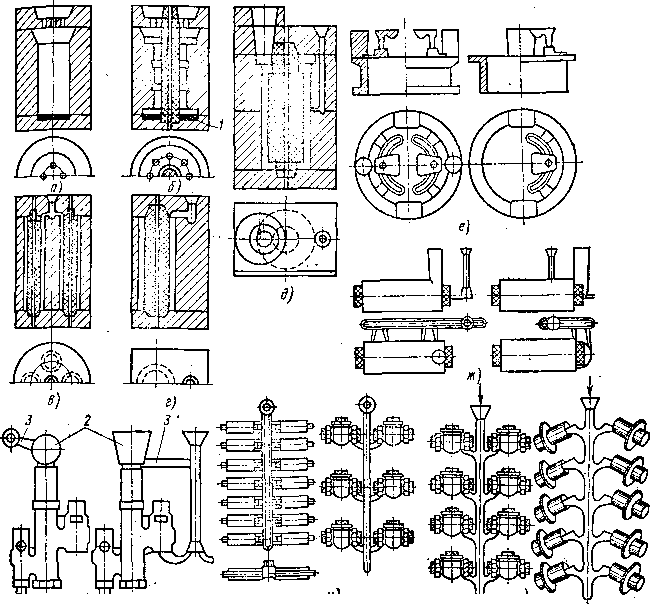
Угар
меди при плавке в дуговой печи типа ДМК
(рис. 225)
составляет
0,4—0,7% массы шихты, а при переплавке
стружки —.
1,0—1,5%.
В
качестве шихтовых материалов применяют
медь марок МО,
Ml,
М2;
цинк Ц1, Ц2, ЦЗ и олово не ниже марки 03;
свинец марок
С1,
С2; паспортную бронзу и латунь; отходы
собственного произ-
водства,
переплавленную стружку бронзы и латуни,
а для раскис-
ления
— фосфорйстую медь всех марок.
Шихту для плавки бронзы рекомендуется составлять
из (не
более)
40’% отходов собственного производства и
30% чушек пере-
плава ИЗ
стружки, для
плавки латуни
— из 30—
40%
отходов собственного
производства,
а осталь-
нбе
— чистые свежие мате-
риалы
и лигатуры.
Шихту
с большим со-
держанием
свежих материа-
лов
используют для высоко-
качественных
отливок. Для
менее
ответственных отли-
вок
в шихте используют
вторичную
бронзу.
Плавка
оловянных
бронз.
Перед началом за-
грузки
плавильную печь
тщательно
очищают от шла-
ка
и остатков металла, за-
тем
нагревают футеровку
до
600—700° С (вишнево-
красного
каления футе-
ровки).
Если в состав металла предыдущей плавки
входили вред-
ные
для оловянной бронзы примеси (кремний,
алюминий и др.),
то
необходимо сделать промывную плавку.
Сначала
в печь загружают медь. Если всю медь
нельзя загрузить
в
печь сразу, то ее загружают по частям
по мере расплавления.
Никель,
если он входит в состав шихты, загружают
вместе с медью
В
период расплавления шихты в печи
происходит окисление еще
не
расплавившейся меди (твердой меди) и
на ее поверхности обра-
зуется
СиО (окись меди). В этот период окисляются
и другие при-
меси,
входящие в шихту. После расплавления
шихты жидкий рас-
плав
покрывается слоем шлака, который
содержит большое коли-
чество
окиси меди. На расплавившийся металл
насыпают слой дре-
весного
березового сухого угля для предохранения
металла от
окисления
и угара.
Более
эффективным средством против угара и
окисления металла
при
плавке в
печи
является жидкий флюс. При плавке
оловянных
бронз
в печах с шамотной футеровкой применяют
-следующи",
Рис.
225.
Дуговая
вращающаяся электропечь:
2
— футеровка; 4
— ролик
3
— кожух;
380
Электрод;
Алюсы:
1) 41—47% Si02;
25—32%
MnO;
10—15% Na20;
11—14% д1203;
2)
50% SiO,; 30% Na2B407;
20% СаО.
Расход флюсов на плавку составляет
2—2,5% массы шихты.
При
плавке бронзы в печах с основной
футеровкой применяют флюсы из буры
Na2B407
и
смеси, состоящей из 10—30% кварцевого
песка и буры, или из смеси, содержащей
50% кальцинированной соды и 50% плавикового
шпата. Смеси с плавиковым шпатом
применяют, если плавку ведут в
графитовых тиглях, так как плавиковый
шпат разъедает шамотную футеровку.
Расплавленный
сплав нагревают до 1200° С и производят
раскисление 0,3—1,0% фосфористой меди
(в зависимости от степени окисленности
меди).
После
раскисления в ванне медь тщательно
перемешивают, удаляют шлак и в несколько
приемов вводят в расплав входящие в
состав шихты отходы и чушки переплава
из стружки. Каждую новую порцию отходов
и чушек вводят в ванну после расплавления
предыдущей. Перед введением в ванну
шихтовые материалы должны быть подогреты
до 100—150° С на пороге печи.
Затем
расплав нагревают до 1160—1200° С и
присаживают в печь цинк, предварительно
подогретый до 150° С. Сплав тщательно
перемешивают, вторично подогревают
сплав и вводят предварительно подогретое
олово. Свинец, если он входит в состав
шихты, загружают вместе с оловом.
Медь подогревают до 1250—1280° С и
выдерживают при этой температуре
5—10 мин, после чего берут пробу. При
отсутствии окислов и пузырей в пробе
сплав выпускают из печи в подогретые
ковши. При заливке тонкостенных деталей
присадку вводят в ковш (0,1—0,2% фосфористой
меди) для увеличения жидкотекучести
бронзы. Формы заливают при температуре
сплава 1150—1170° С.
Плавка
и разливка алюминиевых бронз. В качестве
шихтовых материалов, кроме ранее
указанных, применяют марганец
металлический, мягкое железо в
обрезках листов и проволоки или дробленой
стружки (без масла, эмульсии и других
загрязнений), алюминий первичный,
лигатуры, содержащие железо, марганец,
никель, алюминий и отходы собственного
производства, а также раскисли- тель
меди.
Лигатуру
можно изготовлять в тех же печах, что
и медные сплавы.
Шихтовые
материалы загружают в подготовленную
и нагретую- До 700° С плавильную печь.
Сначала на под печи загружают медь и
железо для плавки сплавов Бр. АЖ 9-4Л,
Бр. АЖМц 10-3-1,5 и
Бр. АЖН 10-4-4Л. После загрузки меди и
железа в печь загружают хорошо просушенный
березовый уголь для предохранения
металла от окисления и угара, причем в
течение всей плавки необходимо Держать
ванну покрытой древесным углем. Вместо
древесного угля применяют флюс,
содержащий 90% битого стекла и 10% полевого
Шпата.
Шихта
должна расплавляться интенсивно. После
расплавления °коло 2/3
загруженной шихты производят покачивание
печи для
381
уменьшения
износа футеровки и ускорения процесса
плавки После расплавления всей шихты
и подогрева металла до 1200° q
медь
раскисляют фосфористой медью. Затем
дают присадку лига- туры медь-марганец
или металлического марганца, а также
лига- туры: медноалюминиевожелезную,
медножелезную и в последнюю очередь
медно-алюминиевую. Такой порядок ввода
лигатур применяют при изготовлении
любого сплава.
Если
в сплав вводят никель, марганец и железо
без лигатур)
то сначала загружают железо, марганец,
затем никель. Все чистыё металлы вводят
в сплав перед лигатурами. Все лигатуры
перед
присадкой
в ванну с расплавленным металлом
предварительно подогревают. Алюминий
предварительно подогревают и вводят
осторожно, в несколько приемов,
перемешивая сплав после введения каждой
порции. Перед выпуском сплава берут
технологические пробы на усадку и
изгиб. Технологические пробы на усадку
изготовляют в сухих цилиндрических
песчаных формах, пробы на изгиб — в
чугунных или графитовых изложницах.
Сплав в печи нагревают до 1200—1250° С
и выпускают в подогретые разливочные
ковши.
Плавка
и разливка кремнистой латуни Л К 80-ЗЛ.
В качестве шихтовых материалов применяют
чушки паспортной кремнистой латуни,
возврат и отходы кремнистой латуни,
переплав стружки кремнистой латуни,
цинк и кристаллический кремний. Шихту
составляют из переплава стружки и
возврата собственного производства.
После подготовки и подогрева плавильной
печи загружают чушки паспортной латуни
и расплавляют их. Затем счищают шлак и
загружают отходы производства и переплав
стружки Л К 80-ЗЛ. После расплавления
отходов сплав нагревают до 1120—1150° С,
тщательно перемешивают, счищают шлак
и берут технологические пробы на излом.
Подшихтовку сплава по кремнию в случае
необходимости производят при помощи
меднокремниевой лигатуры. Технологическая
проба в изломе должна иметь мелкозернистую
плотную структуру со светлым оттенком
и углом излома не менее 30°. Рекомендуемая
температура заливки форм 980—1080° С, а
пробных фасонных образцов 1000—1020° С.
Температуру
медных сплавов измеряют термопарами
— хро- мель-алюмелевой или
платино-платинородиевой. Можно
пользоваться хромель-алюмелевой
термопарой с открытым спаем (без чехла).
Перед погружением термопары в жидкий
расплав ее нагревают до 800—900° С.
ПРОИЗВОДСТВО
отливок
из АЛЮМИНИЕВЫХ
СПЛАВОВ
Алюминиевые
сплавы широко применяют в различных
отраслях
промышленности:
авиационной, автомобильной, тракторной
и ДРУ' гих отраслях машиностроения. Они
обладают высокой прочностью.Глава II
§ 1. Состав и свойства алюминиевых сплавов
хорошими
литейными свойствами, коррозионной
стойкостью, теплопроводностью,
электропроводностью. Из алюминиевых
сплавов можно изготовлять сложные
прочные и плотные отлибки — легкие с
хорошей обрабатываемостью.
В
соответствии с химическим составом и
свойствами различают пять групп
алюминиевых литейных сплавов.
Первая
группа — сплавы алюминия с магнием,
содержащие более
4% Mg.
К
этой
группе сплавов относятся сплавы. АЛ8,
АЛ27,
АЛ
13,
АЛ22, АЛ23 и др. Эти сплавы обладают малой
плотностью, высокой
коррозионной
стойкостью, подвергаются термической
обработке для повышения механических
свойств.
Сплавы
первой группы являются твердыми
растворами и после закалки обладают
повышенной пластичностью, применяют
для сильно нагруженных деталей.
Однако эти сплавы плохо работают при
повышенных температурах вследствие
распада твердого раствора при нагреве.
Вторая
группа — сплавы алюминия с кремнием
(силумины, , содержащие более 5% Si),
а
также сплавы алюминия с кремнием и
добавкой других элементов: магния,
меди, марганца. К этой группе относятся
сплавы АЛ2, АЛ4, АЛ4В, АЛ9.
Алюминиевокремниевые
сплавы образуют эвтектику с 11,6% Si.
Силумины,
содержащие 9—14% Si,
близкие
к эвтектическому составу, обычно
модифицируют солями натрия и калия в
ковше, что измельчает структуру и
улучшает механические свойства сплава.
Сплавы этой группы имеют хорошие
литейные свойства: малую усадку, высокую
жидкотекучесть, хорошую герметичность,
малую склонность к образованию горячих
трещин. Сплав АЛ2 применяют для сложных
отливок при литье в песчаные формы,
кокиль и под давлением. Сплавы АЛ2 и АЛ9
содержат магний и отличаются повышенной
прочностью, применяют для крупных
нагруженных отливок (картеров, блоков
двигателей и т. д.).
Третья
группа — сплавы алюминия с медью,
содержащие более 4% Си. К ним относятся
сплавы АЛ7, АЛ7В, АЛ 19. Эти сплавы имеют
пониженные литейные свойства и малую
коррозионную стойкость. Сплав АЛ7
применяют для нагруженных, но простых
по конфигурации отливок, сплав АЛ19
— для изготовления ответственных
нагруженных деталей.
Четвертая
группа — сплавы на основе системы
алюминий — кремний — медь с добавкой
0,2—0,8% Mg
и
0,2—0,9% Мп.
Пятая
группа — сплавы сложного химического
состава, содержащие кремний, цинк,
никель, магний, марганец. Эти сплавы
обладают большой плотностью, хорошими
механическими свойствами, повышенной
жидкотекучестью, но склонны к образованию
горячих тРещин.
Сплавы
АЛ1
и
АЛ25
обладают
жаростойкостью, и их примелют для
деталей, работающих при повышенных
температурах Поршни двигателей
внутреннего сгорания, головки цилиндров
383
Марка сплава |
Основные компоненты (А1 — остальное) |
Прочие компоненты |
Примеси, не более |
||||||||
Mg |
Si |
Мп |
Си |
3 |
К |
Д |
Сумма учитываемых примесей |
||||
АЛ2 |
|
10,0—13,0 |
|
— |
_ |
0,8 |
1,0 |
1,5 |
2,2—2,8 . |
||
АЛЗЧ |
0,35-^0,6 |
4,5—5,5 |
<31 о 1 о |
1,5—3,0 |
— |
0,6 |
1,2 |
1,5 |
1,2—2,0 |
||
АЛЗВ |
00 о 1 (N о |
О 1, а> о |
0,2—0,8 |
1,5—3,5 |
— |
. 1,0 |
! • 1;2 |
1.5 |
1,3—1,8 |
||
АЛ4 |
0,17—0,3 |
8,0—10,5 |
(Щ—0,5 |
— |
— |
0,6 |
0,9 |
1,0 |
1,2—2,6 |
||
АЛ9 |
о А о |
6,0—8,0 |
— |
— |
, — |
0,6 |
1,0 |
. U5 |
1,2—2,1 Л |
||
АЛ8 |
' 9,5—11,5 |
— |
— |
— |
— |
0,3 |
0,3 |
— |
1,3 |
||
АЛ13 |
4,5—5,5 |
0,8—1,3 |
0,1—0,4 |
— |
— |
0,5 |
0,5 |
1,5 |
0,7—1,9 |
||
АЛ7 |
— |
— |
— |
4,0—5,0 |
— |
1,0 |
1,0 |
—_ |
2,2. |
||
АЛИ |
, 0,1—0,3 |
О оо' 1 о |
— |
— |
7—10 Zn |
0,8 |
1,2 |
1,5 |
1,8—2,6 |
||
АЛ1 |
1,25—1,75 |
|
|
3,75-4,5 |
1,75—2,25 Zn |
0,8 |
0,8 |
|
1,5 |
||
Примечание.
3 — литье
в песчаные формы; К — в
кокиль; Д —
под давлением.
Механические
свойства некоторых литейных алюминиевых
сплавов
Таблица
57
со
н
со
8? Марка сплава |
Способ литья , |
Термическая обработка |
Механические свойства |
|||||||||
Закалка |
Старение1 |
Предел прочности при растяжении, кге/мма |
Относитель ное удлинение, % |
ИВ |
||||||||
Температура нагрева, °С |
Выдержка, ч |
Охлаждающая среда |
Температура нагрева, сС |
Выдержка, ч |
||||||||
АЛ2 |
3, к |
|
|
|
|
|
15 |
4 |
50 |
|||
|
д |
— |
— |
— |
— |
— |
- 16 |
2 |
50 |
|||
АЛ4 |
3 |
535 |
2—6 |
|
175 |
15 |
23 |
3 |
65 |
|||
- |
к |
535 |
2—6 |
Вода 50—100°С |
175 |
15 |
23 |
3 |
70 |
|||
|
3 |
535 |
12 |
|
_ |
_ |
18 |
4 |
50 |
|||
АЛ9 |
к |
— |
— |
— |
|
— |
' 16 |
2 |
50 |
|||
|
|
535 |
12 |
Вода 50—100 °С |
150 |
1—3 |
20 |
2 |
50 |
|||
|
д |
■— |
— |
— |
|
— |
15 |
1 |
50 |
|||
АЛ8 |
3 |
435 |
15—20 |
Вода 20—80 °С |
|
— |
28 |
9 |
60 |
|||
АЛ13 |
3, К, Д |
— |
— |
— |
— |
— |
15 |
1 |
55 |
|||
|
3 |
515 |
10—15 |
Вода 50—100°С |
|
|
20 |
6 |
60 |
|||
АЛ7 |
к |
515 |
10—15 |
|
150 |
2—4 |
22 |
3 |
70 |
|||
АЛ 11 |
3 |
|
|
|
S. |
_ |
20' |
2 |
80 |
|||
|
к |
|
|
— |
~ |
__ |
25 , |
1,5 ч |
90 |
|||
АЛ1 |
3, к |
515 |
2—4 |
Вода 50—100°С |
220 |
2—4 |
.20 |
0,5 |
95 |
|||
|
- |
|
|
или воздух |
|
|
|
|
|
|||
* Охлаждающая среда |
— воздух. |
|
|
1 |
|
|
|
|
||||
Отливки
из алюминиевых сплавов во многих случаях
подвергают термической обработке.
Различают восемь видов термической
обра- ботки отливок из алюминиевых
сплавов. Низкотемпературный отпуск
(искусственное старение) применяют для
улучшения обра- батываемости отливок
и повышения механической прочности
таких сплавов, как AJ13,
АЛБ;
отжиг — для снятия внутренних напряжений,
а закалку — для повышения прочности
деталей из сплавов АЛЗ, АЛ4, АЛ7 и АЛ8. В
некоторых случаях прочность сплава
после термической обработки увеличивается
почти в 2 раза, например прочность
сплава АЛ8 возрастает с 13 до 28 кгс/мм2.
Состав некоторых алюминиевых сплавов
приведен в табл. 56, механические свойства
алюминиевых сплавов в зависимости от
способа литья и режимов термической
обработки — в табл. 57.
Отливки
из алюминиевых сплавов можно изготовлять
в сырых, сухих и металлических формах.
Многие алюминиевые сплавы обладают
склонностью к образованию газовой и
усадочной пористости в отливках. Поэтому
при выборе состава формовочных и
стержневых смесей следует обращать
особое внимание на их газотворную
способность.
Для
отливок из алюминиевых сплавов применяют
мелкозернистые пески с добавкой
глинистых песков вместо глины. Стержневые
-смеси должны обладать большой
податливостью, а связующие выгорать
при сравнительно низкой температуре.
Формовочные смеси для алюминиевых
отливок содержат 80—90% отработанной
смеси и 3—10% свежих песков (П01 или 1К02А,
или П02А). Прочность при сжатии сырых
образцов формовочной смеси 0,25—0,4
кгс/см2,
газопроницаемость уплотненной формы
25—40.
Крупные
отливки изготовляют в сухих формах с
повышенной прочностью. Для средних и
крупных форм применяют быстротвер-
деющие смеси на жидком стекле с
последующей их продувкой углекислым
газом (С02)
или сушкой при нагревании. Установлено,
что алюминиевые сплавы — силумины,
содержащие натрий, подобно магниевым
сплавам способны взаимодействовать с
влагой формы, в результате чего
газонасыщенность и пористость отливок,
полученных во влажных формах,
увеличиваются.
В
последнее время разрабатывают и
внедряют
в производство безводные формовочные
смеси, в которых связующим является
синтетический материал — бентон.
Бентон образует коллоидные растворы
с минеральными маслами, что дает
возможность получать безводные
формовочные смеси с высокой текучестью
и пластичностью. Для приготовления
смесей используют мелкие кварцевые
пески. Примерный состав безводной
смеси, % по массе: 100 песка 1К0063А, или
1К0063Б; 3—3,5 бентона; 2,5—3 масла нефтяного;
1—1,5 этилового
спирта.
386§ 2. Особенности литейной формы
Состав
и свойства формовочных смесей для
отливок из алюминиевых сплавов
387![]()
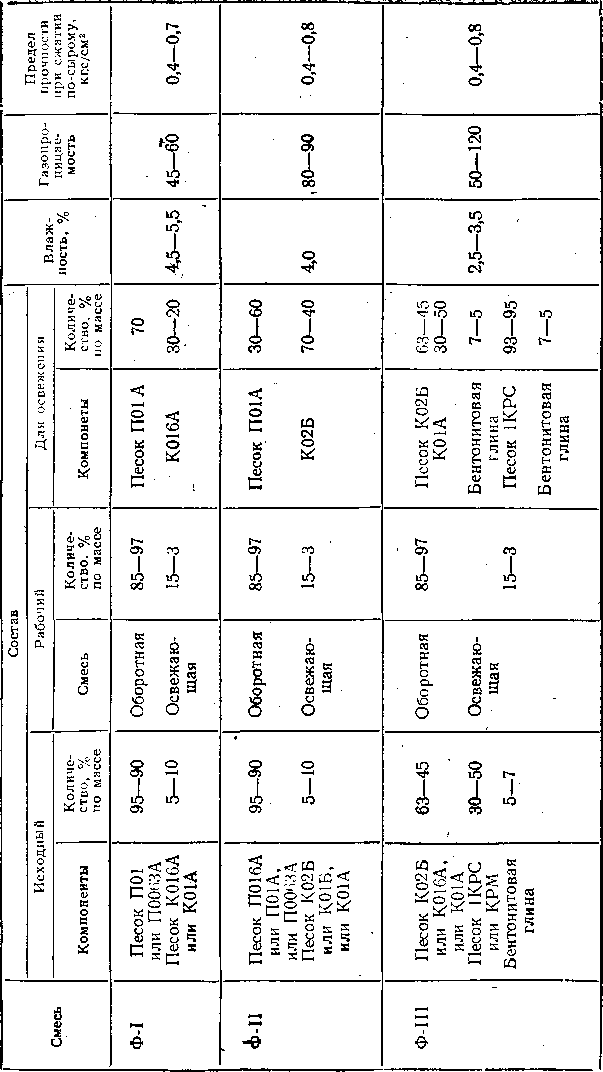
Смесь |
Песок |
Связующие |
Вспомога тельные материалы |
||||||
К02 |
К01 |
4ГУ |
М, М-2 |
Пекти новый клей |
Раствор ПВС (10—20%-ный) |
Пыле вид ный кварц |
Уайт- спнрит или керо- сии |
||
1 |
100 |
|
|
1,0—1,5 |
0,5“ 1,5 |
|
|
0,25 |
|
.2 |
80-70 |
20—30 |
|
1,5-2 |
0,5-1 |
•— |
— |
0,25 |
|
3 |
100 |
— |
1,5-2,5 |
— |
— |
— |
— |
— |
|
4 |
100 |
— |
1,5—2,5 |
— |
— |
1,5-2 |
— |
|
|
5 |
97-95 |
— |
|
— |
— |
3-6 |
3—5 |
— |
|
Свойства |
Группа стержней |
||
I |
II |
III |
|
Газопроницаемость в сыром состоянии, не менее Влажность, % . . Предел прочности при сжатии в сыром состоянии, кгс/см2 |
100 . 2,5-5 0,03-0,07 |
80 2-5 0,06-0,15 |
45 2-6 0,06—0,15 |
Наиболее
часто применяют литниковые системы
сифонные с нижним подводом металла
к отливке и вертикально-щелевые с
подводом металла через щель в боковые
стенки отливки (рис. 226).
60
50
С,кг, 40
t-JOB зо-
10
Л
к50
20,0
10,0'
9°
3.0
-1,0
Us
-0,1
Рис.
226. Вертикально-щелевая литниковая
система со змеевидным стояком:
t
—
литниковая чаша; 2
— прямой и змеевидный стояки; 3
— шлакоуловитель; 4
— литниковый канал; 5
— щелевые питатели; 6
— выпор; 7 — отливка |
8 см |
|
а 700; |
|
-10 |
5 80: |
|
'-8,0 |
а ьо\ |
|
<0 |
^ 40- |
\ |
-5,0 |
§ зо- |
|
-4,0 |
1 5- 20- «Са |
|
-у |
|
|
-2,0 |
10 п |
|
|
* *- 7" |
|
|
§ 6 1 f |
|
-1,0 -0,9 |
о 4_ |
|
-0,8 |
Э 3- |
|
-0,7 |
1 |
|
-0,6 |
S 2_ |
|
-0,5 |
оса |
|
-Ofi |
7- |
|
7&3 |
/ а |
||
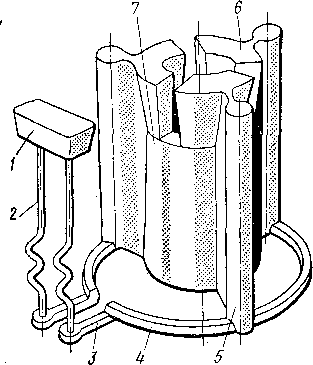
7~
6
51
4
J-
2-
Ш
Ш
Рис.
227. Номограмма для расчета литниковых
систем для алюминиевых сплавов
Сифонная
литниковая система обеспечивает
плавность заполнения формы металлом,
но не создает условий для направленного
затвердевания снизу вверх. Этот
недостаток устраняется при вертикальной
щелевой системе.
Установлено,
что для получения качественных отливок
скорость Движения сплава при заполнении
формы не должна превышать
13
Титов
389
150
см/с. Поэтому для алюминиевых сплавов
применяют расширяющиеся литниковые
системы с соотношением
F„:FnuiFmtI=l
:
2 : 3; 1-2:4; 1:3:6.
Для
снижения скорости движения сплава в
свояке их часто делают зигзагообразными,
однако это увеличивает потери теплоты
сплавом и снижает заполняемость формы.
Для задержания шлака иногда используют
фильтровальные сетки.
Площадь
сечения стояка для-отливок из алюминиевых
сплавов определяют по номограмме (рис.
227). По высоте (шкала I)
и массе отливки (шкала III)
находят точки, которые соединяют прямой
линией. Эту линию продолжают до
пересечения со шкалой IV.
Точку
пересечения соединяют прямой с точкой
(средняя толщина отливки) на шкале II
и эту прямую продолжают до пересечения
со шкалой V.
Точка на шкале V
соответствует сечению стояка для данной
отливки.
Алюминиевые
сплавы легко окисляются при расплавлении,
растворяют газы и вредные примеси.
На поверхности расплавленного сплава
образуется прочная окисная пленка,
которая предохраняет его от дальнейшего
окисления. Сплав может загрязняться
окисью алюминия, не растворяющейся в
расплавленном алюминии, ее можно удалить
только рафинированием. Алюминиевые
сплавы интенсивно растворяют газы и
главным образом водород, в результате
в отливках образуется пористость.
Поэтому
для плавки алюминиевых сплавов очень
важное значение имеют правильный
подбор шихтовых материалов и выбор
плавильного агрегата.
Алюминиевые
сплавы плавят в печах различных
конструкций. В цехах мелкосерийного
производства (до 30 т литья в месяц)
применяют тигельные печи, работающие
на мазуте, газе и электричестве, или
отражательные печи небольшой емкости;
в цехах массового производства —
газовые, мазутные или электрические
отражательные печи, печи сопротивления
и индукционные печи большой емкости
(до 5 т).
В
связи с тем, что алюминиевые сплавы не
рекомендуется перегревать, так как
они легко поглощают газы и окисляются,
их не плавят
в пламенных и дуговых печах.
Тигельные
печи
применяют, в основном, в цехах литья
под давлением и в кокиль в качестве
раздаточных печей, но они непроизводительны
и требуют большого расхода топлива. В
этих печах устанавливают литые чугунные
тигли емкостью 125—300 кг. Для предохранения
тигля от растворения во время плавки
и от насыщения алюминиевого сплава
железом тигли изготовляют из чугуна
или футеруют. Тигель после окраски
отжигают при 500— 600° С в течение 3—5 ч.
Стойкость чугунных тиглей 60—100 плавок.
390![]()
§ 3. Плавка алюминиевых сплавов и заливка форм
Производительность
тигельных печей 80—150 кг/ч, продолжительность
плавки в печи с тиглем емкостью 250 кг —
1,5—2,5 ч, расход мазута 11—20% массы шихты.
Для стационарных печей кроме чугунных
применяют графитовые тигли емкостью
150—300 кг.
Алюминиевые
сплавы плавят также в электропечах
типа
САН, в которых спираль находится над
ванной. Спирали изготовляют из сплава
никеля с хромом или никеля с хромом и
железом (нихрома). Нихром лучших марок
выдерживает нагрев до 1150° С в течение
6—8 месяцев.
В
печи делают две камеры для загрузки
шихты (рис. 228). В камерах металл
прогревается до оплавления нихромовыми
нагрева-' тельными стержнями. Жидкий
металл из камер стекает в металло-
сборник, центральную часть печи, где
он также подогревается.
Рис.
228. Печь сопротивления для плавки
алюминиевых сплавов:
/
— камера для загрузки шихты; 2
— металлосбориик; 3
— нагреватели; 4
— летка; 5
— привод наклона печи
Емкость
печей, применяемых в литейных печах,
1—3 т, пять плавок в сутки, угар металла
Невысокий (1%), расход электроэнергии
в печи емкостью 1,5—2 т 550 кВт-ч/т.
Индукционные
печи с железным сердечником
для плавки алюминиевых сплавов
изготовляют емкостью от 30—60 кг до 6—8
т. В них сплав во время плавки не
соприкасается с газами печи. Угар
металла составляет 0,5—0,8%, а при переплавке
стружки около 5%. Расход электроэнергии
380—450 кВт-ч вместо 530—600 кВт-ч при плавке
в печи сопротивления.
Плавка
алюминиевых сплавов. В качестве шихтовых
материалов Для приготовления алюминиевых
сплавов применяют первичные металлы,
первичные сплавы, лигатуры, а также
отходы собственного производства
(литники, прибыли, брак).
Для
примера ниже описана плавка сплава
AJ12.
В
шихту этого сплава входят силумин в
чушках, алюминий первичных сплавов,
лигатуры алюминий — кремний с содержанием
12—15% Si;
до
35—50% отходов собственного производства;
до 15% чушек переплава из стружки
собственного производства. Шихта должна
быть кистой, сухой, без загрязнения
маслом, мазутом, землей и др. Ших-
13*
391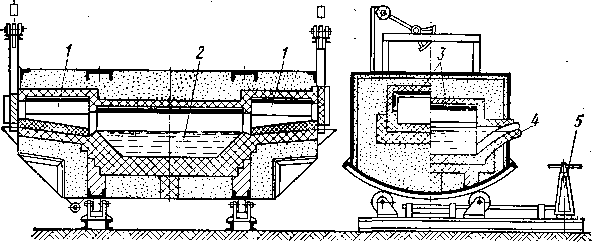
товые
материалы перед присадкой в расплавленный
металл подо- гревают до 100—150° С.
Плавку
сплава AJ12
рекомендуется
вести на чушках готового силумина, а
при отсутствии его — с применением
лигатуры алюминий — кремний. Тщательно
просушенный и прокаленный тигель перед
загрузкой шихты нагревают до 600—700° С.
Затем в него загружают отходы
собственного производства, после
расплавления которых загружают чушки
паспортного силумина или алюминия (при
плавке на лигатуре). Затем вводят
лигатуру алюминий — кремний и сплав
тщательно перемешивают. Температуру
доводят до 680—700° С и рафинируют сплав
сухими хлористыми солями.
Рафинирование
хлористыми солями.К
рафинирующим солям, легко разлагающимся
при нагреве, относятся соли: ZnCl2,
МпС12,
С2С16,
А1С13
и др. Рафинирующее действие солей
основано на их реакции с алюминием
ЗМеС13
+ 2А1 = 2А1С13
+ ЗМе, -
в
результате которой выделяется
газообразный хлористый алюминий, а
восстановленный цинк или марганец
переходит"в расплав.
Перед
рафинированием соли необходимо тщательно
подготовить, так как они имеют повышенную
гигроскопичность, особенно хлористый
цинк. Хлористый цинк необходимо
переплавить при 380— 400° С и размолоть,
а хлористый марганец просушить при
этой же температуре в течение 4—6 ч.
'
Соли следует хранить в термостате или
сушильном шкафу при 120—150° С. При
рафинировании 0,1—0,2% соли (от массы
шихты) вводят расплав с помощью
колокольчика. Рафинирование сплава
считают законченным после окончания
бурления. Для устранения сильного
бурления и окисления соль можно вводить
в два приема. После рафинирования сплав
выдерживают в течение 5—8 мин, так как
в этот период всплывают оставшиеся в
расплаве пузырьки газов и окисных плен.
Гексахлорэтан
С2С16,
применяемый в качестве рафинирующей
соли, имеет преимущества по сравнению
с_хлористым цинком и марганцем: он
негигроскопичен, при взаимодействии
с расплавленным алюминием обладает
большой газотворной способностью:
ЗС2С16
+ 2А1 -► ЗСаС14
+ 2 А1С13.
Газообразный
тетрахлорэтилен С2С14
выделяется в виде крупных, быстровсплывающих
пузырьков, что затрудняет диффузию в
него водорода из расплава и снижает
эффект рафинирования по сравнению
с хлором. Поэтому вводят в сплав 0,5—1,0%
гексахлорэтана
от
массы шихты в несколько приемов.
Температура рафинирования 730—750° С.
Рафинирование
флюсами.
Флюсы, покрывающие ванну сплава, защищают
его от воздействия атмосферы печи,
способствуют очищению сплава от
окисных включений и дегазируют его.
392
g
качестве
флюсов применяют хлористый натрий и
калий в соотношении 1:1.
Они образуют легкоплавкую эвтектику.,
Покровные
флюсы в- количестве 2—3% массы шихты
засыпают на
поверхность чушек сразу после загрузки
их в печь. По мере испарения флюса
его периодически добавляют.
Покровно-рафинирую- дие флюсы в количестве
0,5—1,0% массы шихты засыпают на поверхность
расплава. Затем на его поверхность
насыпают фтористый натрий для сгущения
флюса, флюс снимают и сплав разливают.
Вакуумирование
сплавов.
Сущность этого способа заключается в
том, что с понижением давления
растворимость водорода в сплаве
уменьшается. Водород в сплаве, находящийся
в ионизированном или атомарном
состоянии, переходит в молекулярное
состояние; образуются пузырьки,
которые всплывают на поверхность.
Сплав
перед заливкой вакуумируют в специальной
камере, в которой вакуум-насосом
поддерживается разрежение 1—10 мм рт.
ст. Время вакуумирования 10—15 мин в
зависимости от загрязненности сплава.
Наиболее
совершенным способом получения
качественных сплавов является плавка
и заливка под вакуумом. Уменьшение
давления над зеркалом сплава в
процессе плавки понижает температуру
испарения примесей, обладающих высоким
давлением паров, в результате чего
происходит очистка от них алюминиевых
сплавов.
При
заливке в вакууме сплав не окисляется,
что позволяет производить заливку с
разрывом струи для создания лучших
условий последовательно-направленной
кристаллизации отливок. Вакуумную
плавку проводят в специально оборудованных
индукционных печах.
Дегазацию
алюминиевых сплавов осуществляют
обработкой ультразвуком. При прохождении
ультразвуковых волн в расплаве возникают
упругие колебания частиц. Вследствие
инерции скорость возвратно-поступательного
движения отдельных частиц будет
различной, что приведет к временному
разрыву сплошности и образованию
микрополостей с глубоким вакуумом. В
эти полости устремляются растворенные
в сплаве газы, где они образуют пузырьки.
При обратном движении частиц происходит
сжатие газа, но молекулярный водород
в раствор не переходит. При последующих
разрывах сплошности расплава пузырьки
увеличиваются до критического размера,
всплывают и удаляются в атмосферу.
Модифицирование.
Модифицирование является необходимой
технологической операцией для сплавов
с высоким (более 6%) содержанием
кремния, если они кристаллизуются в
составе двойной эвтектики а + Si.
Грубые,
пластинчатой формы частицы кремния
ухудшают механические свойства
сплавов, особенно удлинение.
Для
модифицирования применяют натрий,
который вводят в сплав из смесей солей.
При содержании 0,09—0,1% Na
в
сплаве кремний кристаллизуется в виде
мелких округленных частиц, что
способствует повышению механических
свойств.
В
табл. 61 приведены модификаторы для
алюминиевокремниевых сплавов.
393
Модификаторы |
NaF |
NaCl |
KCl |
Na2AIF, |
Температуоа модифицирования, °с |
Двойной . . . |
67 |
33 |
|
— |
800—820 |
Тройной . |
25 |
62,5 |
12,5 |
|
725-740 |
Универсальные флюсы: |
|
|
|
|
|
№ 1 . |
60 |
25 |
— |
15 |
800—820 |
№ 2 |
40 |
45 |
— |
15 |
750-780 |
№ з : . |
30 |
50 - |
10,0 |
10 |
720-740 |
Алюминиевые
сплавы можно обрабатывать модифицирующими
флюсами. Этот способ заключается в
следующем. Расплавленный размолотый
и просеянный через сито № 20 модификатор
в количестве
2%
массы шихты насыпают на поверхность
расплава, нагретого" до температуры
модифицирования. Расплав выдерживают
под флюсом в течение 10—15 мин, а затем
флюс замешивают в расплав на глубину
100—150 мм в течение 2—3 мин. Введение в
расплав натрия ' сопровождается реакцией
3NaF
+ Al = AlF3
+ 3Na.
После
окончания модифицирования флюс снимают
(для сгущения флюса используют NaF)
и
заливают формы. Чтобы исключить выгорание
натрия, время модифицирования с момента
окончания ' модифицирования и до конца
заливки не должно превышать 30 мин. Если
в течение этого промежутка заливку не
закончат, оставшуюся часть сплава
необходимо модифицировать вторично.
Наилучшие
результаты достигаются при модифицировании
уни- версальными флюсами, обеспечивающими
одновременно и рафинирование сплавов.
Применение тугоплавких флюсов № 1
требует значительного перегрева сплава,
что приводит к газонасыщенности. Поэтому
их целесообразно использовать при
литье сплавов с повышенным содержанием
кремния (АЛ2), когда необходима наибольшая
модифицирующая активность флюса, и при
литье крупногабаритных тонкостенных
деталей, которые заливают при высоких
температурах.
Во
всех других случаях рекомендуется
использовать флюсы с пониженной
температурой плавления.
-
ПРОИЗВОДСТВО ОТЛИВОК ИЗ МАГНИЕВЫХ
СПЛАВОВ
Магний
и его сплавы являются хорошим
конструкционным материалом, так как
он в 4,5 раза легче железа и 1,6 раза легче
алюминия. Чистый магний — это металл
серебристо-белого цвета. Темпе
394
Глава III
§ 1. Состав и свойства магниевых сплавов
ратура
плавления
его 650° С, плотность при 20° С 1,738 г/см3.
Плотность
магниевых
сплавов 1,75—1,9 г/см3,
по значениям удельной прочности они
превосходят некоторые конструкционные
стали, чугуны и алюминиевые сплавы,
обладают поглощением вибрации, что
очень важно для авиации и транспорта.
Магниевые сплавы легко обрабатываются
резанием и после надлежащей обработки
не уступают по коррозионной стойкости
алюминиевым сплавам.
Магниевые
сплавы широко применяют в авиационной
промышленности, в приборостроении,
в авто- и моторостроении, радиотехнике
и других отраслях промышленности. Из
магниевых сплавов изготовляют корпуса
приборов, бурильных, пневматических и
ручных инструментов, корпуса
радиоаппаратуры, фотокамер, детали
двигателей и др. Масса отливок из
магниевых сплавов достигает 300—500 кг.
Наибольшее
применение в промышленности нашли
магниевые сплавы систем Mg
—
А1 — Мп и Mg
—
А1 — Zn.
Основной
легирующей добавкой в магниевых
сплавах является алюминий, который^
вводят непосредственно в расплавленный
магний в количестве 5,0—11%.
Алюминий
уменьшает способность магниевых сплавов
самовоспламеняться, повышает
механические свойства, а также улучшает
литейные свойства. При дальнейшем
увеличении содержания алюминия в
сплаве снижается механическая прочность
и увеличивается хрупкость.
Цинк
в количестве до 5,5% способствует повышению
механических свойств, но ухудшает
литейные свойства сплавов. Коррозионная
стойкость их выше сплавов системы Mg
—
А1 — Мп.
Марганец
вводят в магниевые сплавы для повышения
их коррозионной стойкости в количестве
до 2—2,5%, а в сплавах системы Mg
—
А1 — Zn
от
0,1 до 0,5%. Добавка до 1,5—2% Мп повышает
механические свойства сплава, плотность
отливок, улучшает свариваемость, но
ухудшает жидкотекучесть и увеличивает
склонность к горячим трещинам.
Цирконий
измельчает структуру, повышает
механические свойства, но ухудшает
литейные свойства. В настоящее время
получают отливки с прочностью при
растяжении до 35 кгс/мм2
и удлинением 5—15%.
Сплав
магния с марганцем Мл2 применяют
сравнительно редко из-за невысоких
механических и литейных свойств.
Наибольшее
распространение получили сплавы магния
с алюминием Мл4 и Мл5.
Сплав
Мл4 (6,0% А1, 2,5% Zn
и
0,3% Мп, остальное Mg)
имеет
высокие механические свойства в литом
состоянии и повышенную коррозионную
стойкость после оксидирования. Из
сплава Мл4 изготовляют детали агрегатов
и приборов, от которых требуется
повышенная стойкость против коррозии.
Но при литье этот
сплав сильно окисляется и имеет
склонность к образованию Микрорыхлот,
горячих. Трещин,
большую
усадку, что рызывает
395
затруднения
при получении отливок сложной конфигурации
из этого сплава.
Сплав
Мл5, содержащий 8,5% А1, 0,5% Zn,
0,3%
Мп, остальное Mg,
обладает
более высокими технологическими
свойствами, чем сплав Мл4, так как он
менее склонен к образованию микрорыхлот
горячих трещин и по жидкотекучести
уступает только сплаву Млб (10% Al,
1
% Zn,
0,3%
Мп, остальное Mg).
Сплавы
Мл5 и Млб применяют для литья в разовые
песчаные формы, кокиль и под давлением
при производстве высоконагруженных
деталей. Сплавы Мл9, МлЮ, Мл12 и др.
применяются для работы при повышенных
температурах порядка 150—350° С.
Отличительной
особенностью магниевых сплавов является
их способность сильно окисляться и
даже воспламеняться при плавке и
заливке.
При
заливке магниевых сплавов в разовую
песчаную форму, не содержащую специальных
защитных присадок, магний реагирует
.с влагой формы и с кислородом воздуха,
содержащимся в порах формы, а в местах
наибольшего разогрева формы — с
кремнеземом. При этом могут происходить
реакции с выделением большого количества
теплоты й загорания сплава:
Mg
-f Н20
-> MgO
-j- Н?
+ 77,5 ккал;
2Mg
+
022MgO
+
287,2 ккал.
Для
того чтобы предотвратить горение магния
в форме, в состав
формовочных смесей вводят защитные
присадки
в виде фтористых солей аммония NH4P
или
фтор- боркислого аммония NH4BF4,
или
смеси, состоящей из борной кислоты
НВ03,
технической мочевины СО (NH2)3
и
сернокислого алюминия A12(S04)3.
Присадки
(85% NH4
или
NH4BF4
и
15% НВ03)
вводят в формовочную смесь в количестве
4—8% массы смеси.
В
стержневые смеси добавляют 0,25—1,0% смеси
борной кислоты'' и серы. Компоненты
присадок соединяются с магнием или
продуктами его окисления и образуют
на поверхности металла защитные пленки
Mg0-B203;
А1203-В203
и др., которые более плотны, чем пленки
MgO.
Кроме
того, присадки образуют газообразные
продукты, создающие инертный защитный
слой газа. Эта газовая оболочка
препятствует контакту сплава с парами
воды и газов формы.
Формовочные
и стержневые смеси (табл. 62) для литья
магниевых сплавов приготовляют из
обычных песков и глин с минимально
возможной влажностью, высокой
газопроницаемостью, так как фторсодержащие
присадки очень газотворны.
Высококачественные
формовочные смеси приготовляют из
отмытых от глины песков с добавкой
2—4% бентонита и с минимальной влажностью.
Стержневые смеси приготовляют на
связующих: М, 4Гу, сульфитно-спиртовой
барде и др. Для стержней следует выби-
396
-§ 2. Особенности литейной формы
Типовые
составы формовочных и стержневых смесей
для отливок из магниевых
.397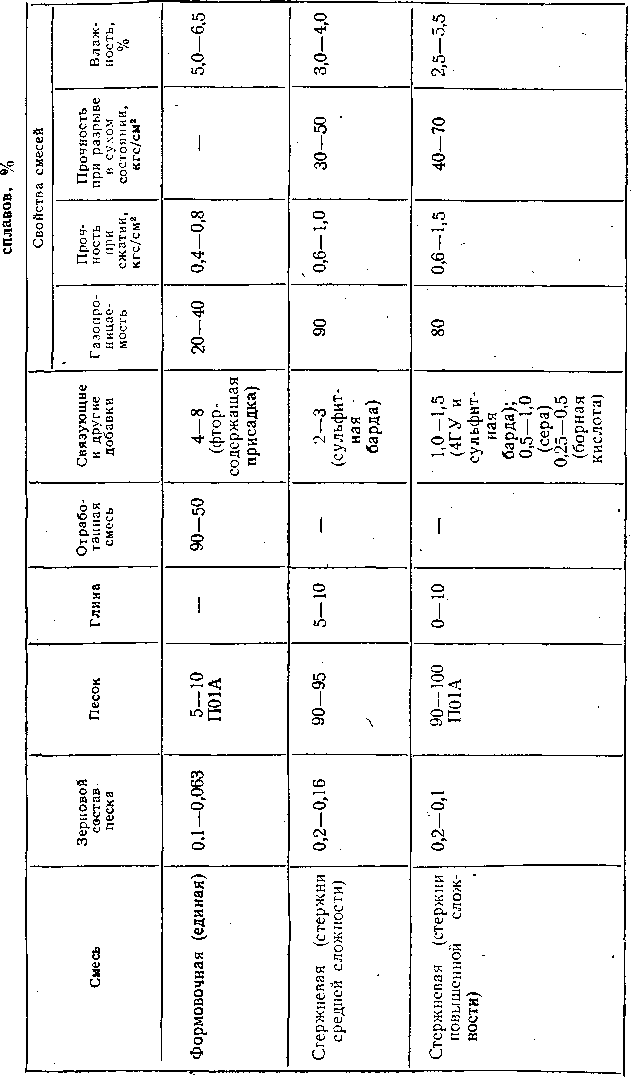
рать
связующие, которые высыхают при низких
температурах сушки стержней во избежание
выгорания защитной присадки (серы).
Литниковые
системы для магниевых сплавов почти
ничем не отличаются от литниковых
систем для алюминиевых сплавов.
Литниковые чаши должны быть металлоемкими
для удержания в них шлака. Предпочтительно
использовать вертикально-щелевую
литниковую систему. Для устранения
пористости усадочного происхождения
ускоряют затвердевание отливки
установкой наружных холодильников и
соответствующим подводом металла.
Литниковую систему для магниевого
сплава можно рассчитать по формуле
(6). Соотношения площадей поперечного
сечения элементов литниковой системы
следующие:
Широкое
распространение нашел разработанный
А. Г. Спасским и А. А. Бочваром способ
литья в разовые формы, помещаемые в
авто
клавы
с повышенным давлением. Собранную форму
помещают в автоклав (рис. 229), который
герметически закрывают. Через специальное
отверстие металл из ковша заливают в
форму, затем отверстие герметически
закрывают, в автоклав подают сжатый
воздух под избыточным давлением 5—7
ат. Внешнее давление усиливает питающее
действие прибылей и одновременно
препятствует выделению газов из
охлаждающегося металла, это способствует
повышению плотности отливок и их
механических свойств.
Для
получения плотных отливок из магниевых
сплавов применяют наружные
холодильники, так как внутренние не
свариваются с
заливаемым
металлом из-за наличия окисных пленок
на поверхности
раздела металл — холодильник.
Наружные
холодильники делают из меди и медных
сплавов, чугуна, графита, стали и
алюминия. Рабочие поверхности
холодильников,
соприкасающиеся с жидким металлом,
покрывают различ-
Рнс.
229. Заливка форм в автоклавах:
/
— автоклав; 2
— отверстие для заливкн; 3
— крышка; 4
— форма; 5
— клапаны
398![]()
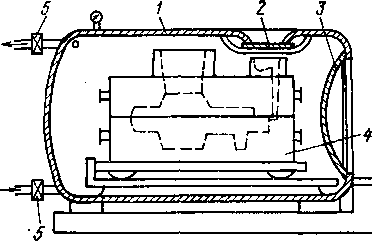
![]()
ными
красками. Толщину холодильников из
чугуна, стали и графита при литье
легких сплавов рекомендуется принимать
0,3—1,0 толщины
захолаживаемой
части отливки.
Для
магниевых сплавов характерны низкое
теплосодержание, малая плотность и
незначительное металлостатическое
давление, поэтому прибыли на фасонных
отливках из этих сплавов делают более
массивными, чем на отливках из алюминиевых
сплавов.
Для
плавки магниевых сплавов применяют
тигельные и отражательные печи,
работающие на газе, мазуте, электропечи,
а также индукционные печи.
Тигельные
печи для плавки магниевых сплавов
применяют с выемными и стационарными
тиглями. В литейных цехах массового*
производства применяют печи со
стационарным тиглем. Емкость стальных
стационарных печей до 900 кг,
производительность 60— 120 кг/ч, а с тиглем
емкостью 900 кг — около 250 кг/ч. Печи с
выемным тиглем применяют в литейных
цехах, изготовляющих крупные отливки
и выпускающих небольшое число мелких
и средних отливок. При литье крупных
отливок емкость тигля достигает 200 кг.
Отражательные
печи большой емкости применяют при
непрерывной плавке магниевых сплавов
и переплавке крупногабаритного лома
и отходов. Для плавки магниевых сплавов
все большее распространение получают
индукционные печи промышленной частоты.
Печи
футеруют магнезитовым кирпичом. Готовый
сплав из печи переливают в раздаточные
тигельные печи с помощью центробежной
помпы, которая перекачивает металл на
расстояние до 10 м.
Шихтовые
материалы, флюсы и их подготовка. В
качестве исходных материалов применяют
чистые металлы, первичные сплавы,
отходы собственного производства,
предварительные сплавы и лигатуры. Из
чистых, первичных металлов применяют
магний чушковой, алюминий чушковой,
кремний кристаллический или кремний
чушковой, силумины, цинк чушковой.
При
плавке магниевых сплавов применяют
лигатуры: алюмини- евобериллиевую
(97—95% А1 и 3—5% Be,
температура
плавления 700—800° С); магниевомарганцевую
(96—98% А1, 2—4% Мп, температура плавления
700—800° С); алюминиевомарганцевую (92—
88% А1 и 8—12% Мп, температура плавления
770—830° С); алюминиевомагниевомарганцевую
(70% А1, 20% Mg
и
10% Мп,температура плавления 700—800° С) и
другие лигатуры.
Шихту
составляют из возврата различных
сортов, который вводят до 30—40% от
массы шихты. Для модифицирования
магниевых сплавов применяется магнезит
или мел с размером кусков не более Ю—25
мм.
В
качестве легирующего компонента
применяют металлический кальций
для
повышения плотности отливок.
399§ 3. Плавка магниевых сплавов
Марка флюса |
Основные компоненты |
Прнмеси, не более |
|||||||
MgCl, |
KCI |
CaPg |
ВаС1г |
MgO |
СаС12, NaCl |
MgO |
нерастворимые остатки - |
||
ВИ2 . . ВИЗ . . |
38—46 33—40 |
32-40 26-36 |
3-5 15-20 |
5-8 |
7—10 |
8 6 |
1,5 |
1.5 1.5 |
|
Плавка
магниевых сплавов. В качестве примера
приведем процесс плавки рабочего сплава
Мл5 в стационарных тиглях. При
приготовлении сплава Мл5 в стационарных
тиглях применяют флюс ВИ2, в выемных
тиглях — флюс ВИЗ. Перед началом плавки
ковши, ложки и другой инструмент
промывают при температуре 750— 800° С
криолитовым флюсом № 2.
В
нагретый до темно-красного каления
тигель загружают порошкообразный
флюс из расчета 0,1—0,25% массы шихты.
Расплавленный
промежуточный сплав сливают на V3
емкости
тигля, после чего его догружают чушками
первичного сплава, подогретыми на
борту печи до температуры не ниже 120°
С. Сплав нагревают до 700—730° С, вводят
бериллий и производят модифицирование
магнезитом.
При
модифицировании магнезит дробят, на
куски до размеров 10 х 25 мм и просушивают
при 150—200° С. Расход его составляет
0,25—0,3% массы шихты. Магнезит вводят в
сплав в один прием при помощи колокольчика
закрытого типа. При модифицировании
колокольчик погружается в металл
примерно'на половину высоты
х
тигля. Продолжительность модифицирования
5—10 мин. Если возникают очаги горения
на поверхности металла, то поверхность
ме-
талла
засыпают
сухим молотым флюсом. После модифицирования
шлак
снимают
с поверхности расплава и поверхность
расплава присыпают флюсом.
.
Вместо модифицирования магнезитом
можно применять модифицирование
перегревом сплава до 870—900° С при плавке
в выемках тигля и до 830—860° С — в
стационарных тиглях с выдержкой при
этих температурах 10—15 мин. После
модифицирования при 700—730° С сплав
рафинируют интенсивным перемешиванием
в течение 3—5 мин. Поверхность расплава
при этом присыпают сухим молотым флюсом.
Рафинирование считают законченным,
если поверхность металла приобретет
блестящий зеркальный вид.
Расход
флюса при рафинировании составляет
около 1%, а при • плавке и рафинировании
— 3—5% массы шихты.
После
рафинирования с поверхности металла
удаляют шлак, отливают технологическую
пробу и пробу для спектрального и
химического анализа, затем присыпают
свежим флюсом и сплав подогревают
до температуры разливки. Перед разливкой
сплав выдерживают в течение 15 мин.
Ковши перед разливкой промывают в тигле
с флюсом № 2 и нагревают до температуры
красного каления. Оставшийся флюс
сливают через носок ковша- Во время
заливки нельзя допускать попадания
шлака в металл, а также разливку из
тигля в ковш без присыпки флюсом зеркала
металла. Последующий раз-' бор сплава'из
тигля разрешается только через 3—5 мин.
Присыпать флюсом поверхность металла
не разрешается, а в случае возникновения
очагов горения поверхность металла
покрывают смесью серы и борной кислоты
или серным цветом.
Дегазация
и рафинирование магниевых сплавов
осуществляется-, в основном, хлором или
смесью хлора с четыреххлористым
углеродом. Пузырьки хлора, проходя
через расплав, реагируют с магнием,
образуя хлористый магний. При температуре
ниже 715° С хлористый магний, находясь
в твердом состоянии, не создает сплошного
покрова на поверхности расплава,
вследствие чего возможно окисление и
загорание сплава. При температуре
свыше 760° С происходит энергичная
реакция образования и разжижения флюса,
что увеличивает возможность попадания
флюсовых включений в отливку.
Поэтому
температура сплава при хлорировании
не должна превышать 720—740° С. Хлор
продувается через сплав со скоростью,
которая способствует перемешиванию
сплава без выплескивания. Расход хлора
составляет 3% массы сплава. При расходе
свыше. 3% С1 зерна укрупняются и снижаются
механические свойства. Иногда дегазацию
хлором проводят вместе с операцией
модифицирования сплава. В этом случае
через сплав продувают хлор с
четыреххлористым углеродом (1,0—1,5%
и 0,25% массы плавки соответ-' ственно).
Дегазацию сплава производят при 690—710°
С.
Магниевые
сплавы очищают фильтрацией от окислов
и других включений через фильтры. В
качестве материала фильтра для
фильтрования магниевых сплавов от
флюсов и окислов применяют магнезитовый
огнеупор, как обладающий, вследствие
пористости, боль-
ч
401
шой
поверхностью и хорошей смачиваемостью
флюсом. Фильтр изготовляют из железного
или графитового стакана (наполненного
фильтрующим материалом). В дне стакана
или по бокам немного выше дна просверливают
несколько отверстий. Фильтр нагревают
до температуры, близкой к температуре
заливаемого сплава, и устанавливают
над литниковой системой или непосредственно
в самой литниковой системе.
Некоторые
правила техники безопасности при плавке
магниевых сплавов. Магний
и его сплавы в зависимости от состава
загораются на открытом воздухе при
400—500° С и горят ослепительно белым
светом, выделяя большое количество
теплоты и дыма. Например, сплав Мл5
воспламеняется при 400—430° С, а сухая
пыль магния и его’сплавов воспламеняется
со взрывом при 400—480° С, влажная пыль —
при 360—380° С. Тушить водой или пенными
огнетушителями загоревшиеся сплавы
нельзя, так как может произойти взрыв.
При взаимодействии магния с водой
выделяется водород, который вместе с
кислородом образует гремучую смесь
(при содержании водорода свыше 9%).
Для
предупреждения воспламенения (загорания)
сплава применяют различные защитные
флюсы, присадки и припылы.
Универсальным
средством для тушения горящего магния
и его сплавов является сухой молотый
флюс, применяемый при плавке магниевых
сплавов. Запас этих флюсов должен
постоянно находиться на рабочих местах
и храниться в герметичной таре. Для
тушения пожаров магниевых сплавов при
механической обработке применяют
специальные патроны, заряженные флюсом.
Помещение,
где осуществляют плавку и заливку
магниевых сплавов, должно быть
изолировано огнестойкими стенами и
металлическими перекрытиями. От
каждой плавильной печи должен быть
свободный доступ и
запасной
выход на случай пожара.
ЛИТЬЕ
В МЕТАЛЛИЧЕСКИЕ ФОРМЫ (КОКИЛИ)
Литье
в металлические формы (кокили) является
одним из прогрессивных способов
получения отливок повышенной точности
и чистоты поверхности. В отличие от
песчаных разовых форм, которые
разрушаются после каждой отливки, одни
и те же металлические формы (кокили)
заливают металлом много раз — от
нескольких сотен до нескольких
десятков тысяч раз.
Полость
металлической формы можно выполнить
с большой точностью и повышенной
чистотой поверхности, поэтому отливки,
изготовленные в ней, имеют более
точные размеры и более чистую поверхность.
Высокая теплопроводность материала
формы значительно ускоряет затвердевание
и охлаждение отливки, что во многих
случаях положительно сказывается
на ее механических свойствах. При литье
в металлические формы по сравнению с
обычным литьем в песчаные формы
увеличивается выпуск литья в 2—5 раз
(при той же площади цеха), выход годного
литья (за счет уменьшения припусков на
механическую обработку отливок,
отходов), снижается себестоимость
отливок и расход формовочных смесей,
что облегчает механизацию и
автоматизацию производства. Кроме
того, значительно улучшаются условия
труда.
Недостатки
литья в металлические формы: высокая
стоимость изготовления форм, поэтому
этот способ литья нецелесообразно
применять в единичном производстве;
возможность образования отбела в
чугунных отливках, вследствие чего их
подвергают отжигу.
Экономическая
целесообразность использования этого
способа зависит от стойкости и конструкции
кокилей, степени механизации и
автоматизации, а также от характера
производства. Литье ^ металлические
формы рентабельно при условии съема с
каждой формы 200—400 небольших и 50—200
крупных отливок.
Металлические
формы должны быть простыми в изготовлении,
Удобными и безопасными в работе, иметь
высокую стойкость. Технологический
процесс изготовления отливок в
металлических формах состоит из
следующих основных операций:
403Раздел седьмой специальные способы литья
Глава I
§ 1. Общие сведения
подготовки
форм (очистки, нагрева, нанесения на
рабочие
поверхности облицовки и краски);
сборки формы (установки стержней в форму, закрытия и за- крепления частей формы);
заливки формы жидким металлом;
извлечения отливок из формы после их остывания (раскрытие формы с помощью механизмов или вручную);
обрубки, очистки и, в случае надобности, термической об ботки отливок.
При определении возможности получения в металлической фо] отливки необходимо учитывать ее технологичность и сложно конфигурации. Отливки должды легко удаляться из формы при нимальнрм числе разъемов ее, не иметь резких переходов от толе
стенки к тонкой, большого числа выступающих частей и острых внутренних углов. Полости отливок в большинстве случаев оформляются песчаными стержнями. При литье алюминиевых и магниевых сплавов часто применяют металлические стержни.
Кокили делят на неразъемные (рис. 230, а>, с горизонтальной

§ 2. Металлические формы
![]()
Рис. 230. Металлические формы
(рис. 230, б), вертикальной (рис. 230, в) и сложной (рис 230, г)
404
поверхностями
разъема. Неразъемные (вытряхные) кокили
приме няют
для
простых отливок без выступающих частей,
кокили с горизонтальной плоскостью
разъема — для низких и неответственных
отливок, кокили с вертикальной плоскостью
разъема — для небольших отливок
массой до 75 кг, а также для плоских или
тонкостенных отливок со стержнями,
кокили со сложной поверхностью разъема
— для сложных отливок.
При
конструировании кокиля особое внимание
следует обращать на вентиляцию, т. е.
вывод из кокиля газов с помощью выпора
и газоотводных каналов (рис. 231).
Газоотводными
каналами
называют мелкие и узкие каналы глубиной
не более 0,3 мм, наносимые на плоскость
разъема формы. Иногда газоотводные
Б-Б
60-90°
Рис.
231, Способы отвода воздуха и газов из
кокилей
каналы
наносят на стенки рабочих1
полостей для облегчения выхода воздуха
и газов через места стыка отдельных
частей кокиля.
Благодаря
небольшому сечению газоотводные каналы
не пропускают жидкий металл. В кокилях
с вертикальным разъемом удобно
делать выпор и газоотводные каналы в
плоскости разъема. Труднее выводить
газы из кокилей с горизонтальным
разъемом.
Кокиль
изготовляют из чугуна, стали, алюминия:
мелкие кокили — из чугуна СЧ 32-52,
средние — из чугуна СЧ 15-32, крупные
— из стали 15.
Серый
чугун для изготовления кокилей должен
иметь перлитно- ферритную структуру
без следов структурно-свободного
цементита, так как при заливке формы
жидким металлом и ее нагреве в чугуне
формы могут происходить структурные
превращения и связанное с этим коробление
ее. Количество феррита в структуре не
должно превышать 5—10%. Примерный состав
такого чугуна: 3,4—3,6% С; 1,8—2,2% Si,
0,9—1,0%
Мп; 0,05—0,12% Р; 0,06—0,08% S.
Ответственные
части кокилей изготовляют из сталей
ЗОХГСА, 35ХГС, металлические стержни —
из сталей У7, У10 и ЗОХГСА.
405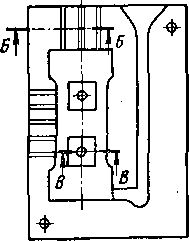

Для
определений толщины стенок кокилей
можно рекомендовать следующую
формулу:
$2—
I
4-J-0,66i,
где
6j,
62
— толщины соответственно стенок отливки
и кокиля, мм.
Расположение
отливок в кокиле должно обеспечить
спокойное движение металла в литниковой
системе и полости формы, а также удаление
газа и воздуха из формы. В кокиле можно
расположить одну или несколько отливок
в зависимости от их размеров и
конфигурации.
Корпус
кокиля представляет собой жесткую
конструкцию с ребрами, которые
препятствуют короблению кокиля при
его нагреве и охлаждении. Половины
кокиля или отдельные его части,
оформляющие рабочую полость, должны
хорошо центрироваться относительно
друг друга.
Кокили
из алюминия применяют для литья не
только легких сплавов, но чугуна и
стали. Отливки в таких кокилях получаются
с более чистой поверхностью, лучшей
структурой, без рыхлот и усадочных
раковин.
Внутренняя
поверхность алюминиевого кокиля
анодируется, что предохраняет его от
сваривания с жидким металлом и
увеличивает стойкость кокиля. Рабочую
поверхность кокиля опрыскивают
перед заливкой силиконовой жидкостью.
Стержни в таких кокилях часто делают
алюминиевыми.
Таблица
64
Составы
облицовки
Сплавы
Компоиеиты
Содержание,
% по массе
Коэффициент
теплопроводности, ккал/(м • ч °С)
Алюминиевые
Окись
цинка
Асбест
прокаленный Жидкое стекло. . . Вода
28,0
57,0
0,23
Магниевые
Тальк
Борная кислота ЖидкЪе стекло. Вода
8,6
3,2
2,7
82,5
0,18
Чугун
Г рафит
Уголь Глина
Жидкое стекло .
35—30
20-25
25-20
20-25
Вода до плотности облицовки 1,25—1,3 г/см3
406
■ Сплавы |
Компоненты |
Содержание, г |
Примечание |
Алюми ниевые |
Окись цинка Графит коллоидальный .. Вода . |
50 10 1000 |
|
Мел молотый Жидкое стекло Графит . . . . . Вода |
150 40 80 1000 |
г Краски наносят на рабочую поверхность кокиля, нагретого до 200 °С, ровным слоем с помощью пульверизатора |
|
Магние вые |
Тальк борная кислота Жидкое стекло Вода . .- |
100 65 35 1000 |
|
Чугун |
Пылевидный кварц. . . . Жидкое стекло ..... Вода ". . . |
100 50 1000 |
Рабочую поверхность кокиля, нагретого до 200 °С, покрывают слоем краски 0,2—1 мм, а затем слоем копоти |
|
«к |
|
|
407
Основное
назначение краски — предотвращать
пригар обли-
цовки
к поверхности отливки, повысить стойкость
формы, обеспе-
чить
заданную теплопроводность покрытия.
Составы
кокильных красок и облицовок, используемых
при
литье
различных сплавов, приведены в табл.
64 и 65.
Для
покрытия кокилей при литье медных
сплавов (бронзы
латуни)
применяют жирные смазки: масло (льняное
и машинное)!
нефть,
мазут и керосин. К жирной составляющей
добавляют графит
окись
цинка, тальк и пр. Краски следует наносить
на поверхность
кокиля
при нагреве его до 100—150° С. Для устранения
отбела
на
поверхности чугунных отливок применяют
комбинированное по-
.
крытие кокиля огнеупорными красками
и ацетиленовой копотью,
а
иногда и облицовками.
Поверхности
кокиля, выполняющие тонкие стенки
чугунной
отливки,
покрывают облицовками. Облицовками
покрывают и по-
верхности
кокиля, оформляющие литниковые каналы,
прибыли.
Облицовки
по сравнению с красками должны обладать
более высокой
огнеупорностью
и значительно меньшей теплопроводностью.
Дл?
этого
в их состав вводят измельченный жженый
асбест.
Перед
употреблением краски должны быть
процежены через марлю. Хранить их
необходимо в закрытой таре.
Облицованные
кокили. Литье в кокили наряду с
преимуществами обладае! и недостатками
стойкость их при литье черных сплавов
невысока, они неподатливы и в них трудно
получать сложные фасонные отливки.
В
НИИСЛе разработан способ литья в
облицованные кокили, не имеющий этих
недостатков. Облицованные кокили
изготовляют следующим образом (рис.
232) В пространство между рабочими по-^
верхностями кокиля и металлической
модели отливки из песко-^В стрельной
головки вдувается плакированная
песчано-смоляная^В смесь (2,5—3%
пульвербакелита) При нагреве до 200—220°
С^В смесь упрочняется и образуется
облицовка толщиной 3—5 мм. Для^В лучшего
схватывания облицовки с поверхностью
кокиля поверх-ЦИ ность его должна быть
шероховатой, что устраняет механическую
обработку рабочей полости кокиля. Для
отделения модели от облицовки
Поверхность модели покрывают
разделительным составом — раствором
синтетического термостойкого каучука
в уайт-спирите. Полости в отливках
выполняют обычными или оболочковыми
стерж
нями.
Большая по сравнению с обычными
облицовками и
краскам
толщина данной облицовки позволяет
увеличить стойкость кокиля
а
повышенное термическое сопротивление
ее — уменьшить скорост охлаждения
отливки и получать отливки из чугуна
без отбела.
Пылевидный
кварц . Асбестовый порошок Жидкое стекло
. . . Вода ,
100
80
50
1000
408Состав облицовки, г
![]()
X~2Z
Рис.
232,
Схема
процесса облицовки кокиля:
а
— надув Смеси; 6
— съем кокиля с плиты; в
— кокиль в сборе; / — плита; 2
— модель: 3
—
кокиль; 4
— пескострельная головка; 5 — облицовка;
6
— нагреватели
Отливка
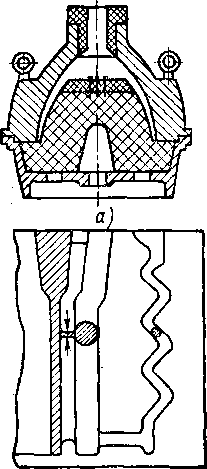
Рис.
233. Схемы подвода сплава в кокиль:
о
— сверху; 6
—
через сифонную литниковую систему;
в
—
через щелевой пнта* тбль и зигзагообразный
стояк
40914 Титов


Литниковые
системы. При разработке конструкции
литниковой системы для получения
отливок из различных сплавов следует
ру. ководствоваться известными,
изложенными ранее особенностями
построения литниковых систем для
данного сплава. Однако вследствие
быстрого охлаждения жидкого сплава в
кокиле литниковые системы делают с
большим сечением каналов, чем при литье
в песчаные формы. Площадь сечения
питателей берут на 25—33% больше чем для
песчаных форм. Длина литниковых каналов
должна быть по возможности минимальной,
и в них не допускается острых углов,
поворотов или резких изменений сечений.
Для легких сплавов- рекомендуется
следующее соотношение площадей элементов
литниковой системы (стояка, коллектора,
питателя):.
FCi
Fкол: = I : 2 :3
или 1:2:6.
Сплав
подводят'в кокиль сверху, снизу и сбоку
(рис. 233). Для алюминиевых и магниевых
сплавов часто применяют вертикально-щелевой
питатель и зигзагообразные стояки.
Литниковые
системы для литья в кокиль можно
рассчитывать 'по тем же формулам, что
и для песчаных форм.
Литье
чугуна. Перед заливкой рабочие полости
кокиля покрывают краской и облицовками.
Облицовку кокиля возобновляют через
каждые 100—200
заливок после очистки кокиля от старой
облицовки. Перед началом работы кокиль
подогревают до 200—250° С. Нельзя заливать
металл в холодный кокиль, так как это
приводит к быстрому растрескиванию
его поверхности. Для устранения отбела
при литье- чугуна рабочие поверхности
кокиля перед каждой заливкой обязательно
покрывают копотью ацетиленового
пламени. Во время работы кокиль не
должен нагреваться'более 400° С, так как
это вызывает растрескивание поверхности.
Поэтому кокиль охлаждают обычно
воздухом. При хорошем уходе кокиль
выдерживает 3000—5000 заливок чугуном.
В
зависимости от массы и толщины стенок
отливки температура заливки чугуна
колеблется от 1280 до 1300° С. Химический
состав чугуна: 3,5—3,6%
С; 2,4—2,6% Si;
0,6—0,7%
Мп; 0,3—0,4% Р; до 0,12% S.
В
шихте желательно иметь не менее 50%
чушкового чугуна, 20—30% возврата
производства, 20—30% лома. Опыт показывает,
что чугунные отливки массой до 10
кг и сечением до 12
мм без отбела получить очень трудно.
Поэтому такие отливки подвергают
отжигу, за исключением толстостенных
несложной конфигурации и несоответственных
отливок.
Термическая
обработка чугунных отливок необходима
не только для устранения отбела, но и
для снятия внутренних напряжений. При
содержании 2,4% Si
в
отливках цементит при отжиге (850— 870°
С) распадается в течение 1 ч. Для снятия
внутренних напряже§ 3. Особенности литья различных сплавов
ний
в отливках с отбеленным слоем без
снижения твердости отжиг можно проводить
при нагреве до 600° С, выдерживать при
этой температуре 4—8
ч и медленно охлаждать вместе с печью.
Литье
алюминиевых сплавов. Температура
заливки алюминиевых сплавов 710—720° С,
поэтому кокиль не нагревается расплавом
так сильно, как при литье чугуна.
Стойкость кокиля в этом случае достигает
50 000 заливок. Алюминиевые сплавы имеют
большую усадку, поэтому необходимо
ставить прибыли, иногда превышающие
массу отливок, а также обеспечивать
направленное затвердевание соответствующим
подводом сплава к отливке. Алюминиевые
сплавы необходимо обязательно
рафинировать.
Высокая
стойкость кокилей, хорошая чистота
поверхности, точность размеров и
высокие механические свойства отливок
создают широкие перспективы использования
этого способа для литья алюминиевых
сплавов. При проектировании технологии
изготовления отливок из алюминиевого
сплава в условиях серийного и массового
производства необходимо предусматривать
в основном изготовление их в кокилях.
Кокили
начали применять и для литья стали,
например катки для трактора изготовляют
из стали 50Г. Сборку кокилей и заливку
их жидкой сталью осуществляют на
тележечном конвейере. На каждую
тележку устанавливают два кокиля,
которые заливают из ковшей емкостью
260 кг. Через 8—10
мин после заливки кокиль подают на
специальный стол и затем к месту выбивки.
После выбивки отливки кокиль с
помощью вращающейся металлической
щетки автоматически очищается от
остатков песка, гари и старой краски.
Затем кокиль охлаждается в камере, где
он обрызгивается струйками горячей
воды. Температура кокиля снижается до
200—250° С. После этого специальным
пульверизатором кокиль покрывается
маршали- товой краской на сульфитной
барде и
устанавливается
клещами на площадку конвейера.
При
литье в металлические формы обязательно
механизируют операции раскрытия и
закрытия форм, установки и извлечения
стержней, удаления отливок из формы,
покрытия форм облицовочным составом,
охлаждения и нагрева формы, заливки.
Это осуществляется на специальных
кокильных установках: индивидуальных
станках; универсальных машинах,
позволяющих осуществить раскрытие
формы как в горизонтальной, так и в
вертикальной плоскости; полуавтоматических
карусельных машинах; конвейерных
кокильных линиях.
Для
крупных отливок сложной конфигурации,
требующих применения кокилей с
несколькими поверхностями разъема и
большого числа металлических стержней,
удаляемых в различных направлениях,
применяют механизированные кокили с
программным управлением.
14* , 411
1§ 4. Механизация литья в металлические формы
Для
отливок более простых по конструкции,
небольших и средних по размеру
используют универсальные индивидуальные
или карусельные машины, а также
конвейерные автоматические линии.
Обычно в качестве приводов механизмов
раскрытия и закрытия кокилей, извлечения
стержней и т. д. в машинах используют
пневматические или гидравлические
приводы.
Однопозиционные
кокильные машины делят
на механизированные кокили и универсальные
машины. Механизированные кокили
применяют обычно в условиях
крупносерийного и массового производства.
Они предназначены для изготовления
одной отливки или однотипных, близких
по конструкции отливок, когда затраты
на оснащение кокиля вспомогательными
механизмами окупаются. Универсальные
кокильные машины применяют для
изготовления различ-
Рис.
234. Однопозиционная машина с вертикальной
плоскостью разъема кокиля
ных
отливок, размеры кокилей для которых
соответствуют нормальному ряду по
ГОСТ 9451—69. Эти машины располагают
большими •технологическими возможностями.
На них можно устанавливать кокили с
различными поверхностями разъема, а
также использовать металлические
и песчаные стержни.
В
НИИСЛе разработан нормализованный ряд
однопозиционных кокильных машин,
насчитывающий 19 моделей. На машинах
1-го
типа устанавливают кокили с двумя
полуформами, из которых одна неподвижная,
на машинах 2-го
типа — кокили, состоящие из двух
вертикальных подвижных частей и поддона;
на машинах 3-го типа — кокили, нижняя
часть у которых неподвижная, а верхняя
перемещается, а затем поворачивается
и т. д.
Наиболее
широко применяют однопозиционные
кокильные машины 1 и 2-го типов.
Примером может быть машина с вертикальной
плоскостью разъема кокилей (рис. 234). На
раме 1
установлены две стойки 2
с пневмоцилиндрами 3,
12
и усилителем 13.
Неподвижную полуформу 10
прикрепляют к плите стойки, а подвижную
8
— на стойке тележки 14,
которая штоком 4
передвигается по направ
412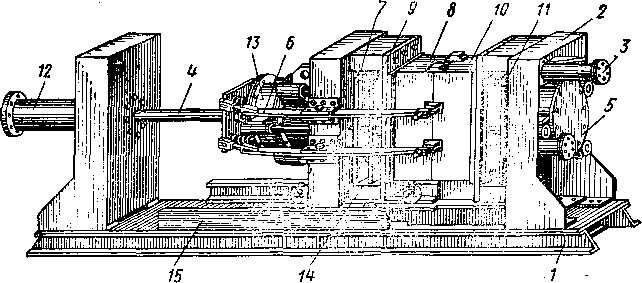
ляющим
15.
Кокиль запирается пневморычажным
механизмом 6.
Отрыв
кокиля
и металлических стержней от отливки
осуществляется усилителями 5 и 13.
Выталкиватели устанавливают на плите
11,
а стержни — на плитах 7 и 9.
Производительность
однопозиционных машин обычно составляет
5—20
отливок в час.
Карусельные
кокильные машины применяют
в условиях массового и крупносерийного
производства для изготовления небольших
по размерам и массе отливок. Число
кокилей, устанавливаемых на
карусели,
различно и колеблется для различных
машин от 3 до 8.
Рис.
235. Автоматическая карусельная кокильная
машина
Например,
на рис. 235 представлена автоматическая
карусельная машина модели 4516Д конструкции
НИИТАВТОПРОМа, предназначенная для
изготовления бесстержневых отливок
из цветных сплавов и чугуиа в охлаждаемых
водой кокилях. Масса отливок с литниковой
системой 10
кг.
На
столе 1
машины установлены шесть кокильных
станков 2,
на
плитах которых закреплены кокили 3
с вертикальной плоскостью разъема.
Управление работой машины осуществляется
от командо- аппарата. Число заливок на
этой машине может достигать 300 в час.
Таким образом, карусельные кокильные
машины имеют значительно большую
производительность, чем однопозициоиные.
Конвейеры
и конвейерные автоматические кокильные
линии применяют
в условиях массового производства.
Вертикально-замкнутый
конвейер Луганского завода им. Пархоменко
предназначен для отливки колес вагонеток
(рис. 236). Звездочка 1
приводит цепь 3,
к которой прикреплены половинки кокиля
2,
имеющие крышки. Кокили заливают из
ковша, передви
413
гаемого
по монорельсу 9.
В конце конвейера крышка кокиля
открывается и отливки из кокиля
падают по лотку 4
в ящик 5. В нижней
Рис.
236. Вертикально-замкнутый кокильный
конвейер
части
конвейера кокили охлаждаются сжатым
воздухом из сопл 6
и
покрываются краской" из пульверизатора
7, соединенного с баком 8.
Сущность
способа. Центробежным литьем называется
способ изготовления отливок, при котором
залитый в форму металл в процессе
заполнения формы, затвердевания и
охлаждения подвергается
°)
Рис.
237. Схемы центробежной заливки с
вертикальной и
горизонтальной
осями вращения”
действию
центробежных сил. Центробежные силы
возникают в жидком металле при
заливке его во вращающуюся форму. Форма
может вращаться вокруг вертикальной
(рис. 237, а),
горизонтальной (рис. 237, б)
или наклонной осей, а также одновременно
вокруг горизонтальной и вертикальной
осей.
Глава II центробежное литье
§ 1. Общие сведения

Горизонтальную
или слегка наклонную ось вращения формы
применяют для большинства отливок
(труб, втулок, колец, венцов), вертикальную
ось вращения — при необходимости
получения отливки без центрального
отверстия: фасонных изделий, заливаемых
через центральный стояк, и при заливке
в песчаные формы.
На
рис. 238 представлена схема получения
втулок на центробежной машине с
вертикальной осью вращения. Предварительно
подогретую металлическую форму
закрепляют на шпинделе. Затем днище
формы покрывают графитовой краской
кистью или пульверизатором (рис.
238, а),
устанавливают крышку и форму приводят
во вращение.
Металл
из ковша заливают через отверстие в
крышке (рис. 238, б).
Количество
жидкого металла определяется мерным
ковшом. Залитый металл увлекается
днищем во вращение, прижимается
центробежными силами к боковой
поверхности формы и поднимается до
соприкосновения с крышкой (рис. 238, в).
Внутренний диаметр отливки определяется
количеством залитого в форму металла.
Прижатый к стенкам формы центробежной
силой металл затвердевает при вращении
формы. Готовая втулка вынимается из
формы клещами или выталкивателем
(рис. 238, г).
Наибольший
технико-экономический эффект применения
центробежного способа литья
достигается при изготовлении отливок,
имеющих форму тела вращения, а в ряде
случаев его целесообразно применять
и для фасонных отливок, таких как
шестерни, турбинные диски с лопатками,
детали арматуры и др. Наиболее эффективно
применение центробежного литья для
производства чугунных труб.
Заливка
вращающейся формы и затвердевание
отливки во вращающейся форме под
действием центробежных сил обусловливают
главные преимущества этого способа
литья.
415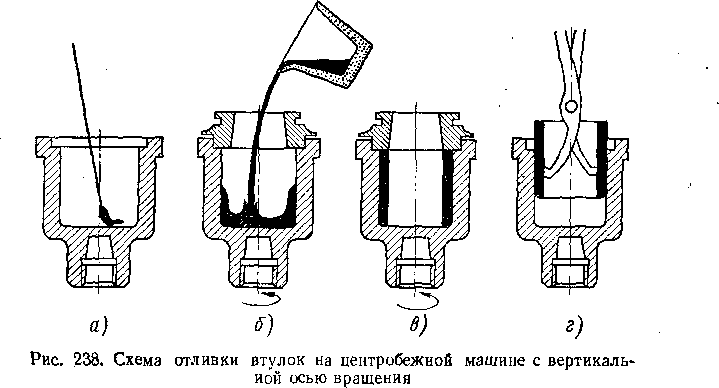
При
литье полых цилиндров не требуется
стержней для обра?![]()
![]()
зования
отверстия, так как металл под действием
центробежной
силы
распределяется у стенок формы.