

- •Рецензенты: Цикловая комиссия литейного производства Ленинградского машиностроительного техникума (инж. Н. М. Гудков) и инж. Д. Т. Карасева
- •Введение
- •Раздел первый
- •Глава I общие сведения о литейной форме
- •Глава u изготовление модельных комплектов
- •§ 1. Общие сведения
- •§ 2. Деревянные модели
- •Сушка древесины
- •Классификация деревянных моделей
- •Для двухопорных горизонтальных стержней.
- •Оборудование и инструмент
- •Изготовление модельного комплекта
- •2 Титов
- •§ 3. Металлические модели
- •§ 4. Пластмассовые модели
- •Примерный состав заливаемой пластмассы в частях (по массе)
- •§ 5. Гипсовые и цементные моделй
- •Глава 111 формовочные материалы и смеси
- •§ 1. Общие сведения
- •§ 2. Формовочные пески
- •§ 3. Формовочные глины
- •§ 4. Связующие
- •Классификация связующих
- •§ 5. Вспомогательные формовочные материалы
- •§ В. Формовочные и стержневые смеси Свойства смесей
- •3 Титов
- •Стержневые смеси
- •§ 7. Противопригарные краски, пасты
- •§ 8. Приготовление формовочных и стержневых смесей
- •§ 9. Контроль свойств формовочных и стержневых материалов и смесей
- •Глава IV изготовление форм
- •§ 1. Общие сведения
- •Инструмент для ручной формовки
- •Гладилки
- •V Опоки
- •§ 2. Ручная формовка
- •Формовка в почве
- •Формовка по скелетным моделям
- •Формовка в стержнях
- •Формовка в кусках
- •Формовка в глине
- •Системой
- •Отливка о литниковой
- •Формовка в быстротвердеющих смесях
- •§ 3. Машинная формовка .
- •Уплотнение пескометом
- •§ 4. Организация потока, комплексная механизация и автоматизация в формовочном отделении
- •Глава V литниковые системы и питание отливок
- •§ 1. Элементы литниковой системы
- •§ 2. Способы подвода металла в форму и конструкции литниковой системы
- •§ 3. Методы расчета литниковых систем для отливок из серого чугуна
- •141 Рис. 94. Номограмма к. А. Соболева для расчета сечения питателей
- •Глава VI изготовление стержней
- •§ I. Общие сведения
- •§ 2. Конструкция стержней
- •§ 3. Изготовление стержней вручную
- •§ 4. Изготовление стержней на машинах
- •6 Титов
- •§ 5. Отделка, контроль и хранение стержней
- •В специальных кондукторах. Припуск на зачистку стержней состав- ляет 1,5—2 мм.
- •Стержня
- •Ящика, на точность спаривания стержней, заделку швов, окраск
- •§ 6. Сушка стержней и форм
- •Рие. 128. Схема горизонтального конвейера четырехходового сушила для стержней
- •Глава VII сборка и нагрузка форм
- •§ I. Сборка форм
- •§ 2. Крепление опок и расчет груза
- •Глава VIII проектирование литейной технологии
- •§ 1. Конструирование отливок
- •5) Рис. 137. Варианты выполнения бобышек на отливках 183
- •§ 2. Проектирование технологии формовки
- •Металла
- •_Рис. 141. Выбор границ, обеспечивающих удобство установки стержней при' сборке формы
- •Глава IX технико-экономическая эффективность литейного производства
- •§ 1. Технико-экономические показатели
- •§ 2. Экономичность технологического процесса изготовления отливок
- •Стоимость
- •Отлнвок,
- •Товления одной
- •Р_ 10 % себестоимости т—• Основные фонды
- •§ 3. Пути повышения экономической эффективности литейной технологии
- •Раздел второй теоретические основы литейного производства
- •Глава I взаимодействие формы с металлом
- •§ 1. Газы в отливках
- •149. Схема газовых потоков в форме
- •§ 2. Тепловое воздействие металла на форму
- •(Из , стали) п0р формы)
- •(Сталь) (песок) (файялит)
- •§ 3. Кристаллизация сплавов в форме
- •§ 4. Внутренние напряжения в отливках
- •§ 1. Жидкотекучесть н
- •§ 2. Усадка Общие сведения
- •Продолжительность Рис. 157. Кривая линейной усадки чугуна
- •§ 3. Ликвация
- •Раздел третий
- •Глава I серые чугуны
- •§ 1. Общие сведения
- •§ 2. Влияние химического состава на структуру и свойства чугуна
- •§ 3. Классификация чугунов
- •§ 6. Высокопрочные чугуны
- •(Цниитмаш):
- •§ 7. Легированные чугуны
- •Глава II
- •§ 1. Металлическая шихта
- •§ 2. Топливо
- •§ 3. Флюсы
- •Содержа-
- •Содержа-
- •Глава III плавка чугуна в вагранке
- •Шихты; 4 — бадья; 5 — вибролоток; 6 — тележка; 7 — скиповый подъемник;
- •§ 2. Металлургические основы плавки в вагранке
- •§ 3. Интенсификация процесса плавки в вагранке
- •§ 4. Нарушения хода работы вагранки
- •§ 5. Контроль плавки
- •Глава IV
- •§ 1. Плавка в пламенных печах
- •§ 2. Плавка в электродуговых печах
- •§ 3, Плавка в индукционных тигельных печах
- •§ 4. Плавка в индукционных канальных печах
- •Глава V
- •§ 1. Заливка форм
- •§ 2. Охлаждение отливок и выбивка их из формы
- •§ 3. Очистка отливок
- •§ 4. Обрубка и зачистка отливок
- •§ 5. Термообработка чугунных отливок
- •Глава VI
- •§ 1. Общие сведения
- •§ 2. Причины и меры предупреждения дефектов
- •§ 3. Контроль качества отливок
- •§ 4. Способы исправления дефектов отливок
- •§ 1. Общие сведения
- •§ 2. Особенности технологии формовки
- •И диаметр питателя; f — площадь сечения шейки
- •-§ 3. Плавка белого чугуна
- •/, 2 И 3 — летки; 4 — вертикальный канал
- •§ 4. Очистка отливок
- •Глава u процесс отжига отливок
- •§ 1. Общие сведения
- •§ 2. Интенсификация процесса отжига ковкого чугуна
- •Раздел пятый производство отливок из стали
- •Глава 1
- •§ 1. Общие сведения
- •§ 2. Углеродистые стали
- •§ 3.. Легированные стали
- •Глава II
- •§ 1. Конструкция стальных отливок и особенности проектирования литейной формы
- •§2. Устройство и расчет литниковых систем и прибылей
- •§ 3. Особенности технологии формовки
- •Глава III плавка и заливка стали
- •§ 1. Плавка в мартеновских печах
- •§ 2. Плавка в основных и кислых дуговых и индукционных печах
- •§ 3. Плавка в малых бессемеровских конверторах щ
- •§ 4. Заливка, очистка и термическая обработка стальных отливок
- •Раздел шестой
- •Глава 1
- •§ 1. Состав и свойства медных сплавов
- •§ 2. Особенности литейной формы
- •§ 3. Особенности плавки медных сплавов
- •Электрод;
- •Глава II
- •§ 1. Состав и свойства алюминиевых сплавов
- •§ 2. Особенности литейной формы
- •§ 3. Плавка алюминиевых сплавов и заливка форм
- •Глава III
- •§ 1. Состав и свойства магниевых сплавов
- •§ 2. Особенности литейной формы
- •§ 3. Плавка магниевых сплавов
- •Раздел седьмой специальные способы литья
- •Глава I
- •§ 1. Общие сведения
- •§ 2. Металлические формы
- •Состав облицовки, г
- •14 Титов
- •§ 3. Особенности литья различных сплавов
- •§ 4. Механизация литья в металлические формы
- •Глава II центробежное литье
- •§ 1. Общие сведения
- •§ 2. Формы и машины
- •§ 3. Особенности центробежного литья втулок, колец, труб
- •Глава III литье под давлением
- •§ 1. Общие сведения
- •§ 2. Пресс-формы
- •§ 3. Машины
- •Рис, 251. Схема работы машины с холодной вертикальной камерой прессования
- •§ 4. Технологические режимы литья под давлением
- •Глава IV
- •§ 1. Общие сведения
- •§ 2. Изготовление моделей
- •3Фасонная планка; 4 — замок; 5 — оправка; 6 — крышка; 7 — сухарь; 8 — пластина; 9 — плнта
- •Готовления моделей
- •§ 3. Изготовление литейной формы
- •§ 4. Плавка и заливка металла в формы.
- •Глава V литье в оболочковые формы
- •§ 1. Общие сведения
- •§ 2. Изготовление оболочковых форм и стержней
- •§ 3. Сборка и заливка форм. Выбивка отливок
- •Глава VI различные виды литья
- •§ 1. Непрерывное литье
- •Рис» 277. Схема установки для непрерывной разливки стали
- •§ 2. Отбеленное литье
- •§ 3. Литье выжиманием
- •§ 4. Штамповка жидких сплавов
- •§ 5. Отделка, контроль и хранение стержней. . . . 166
- •§ 6. Сушка стержней и форм 170
- •Глава VII. Сборка и нагрузка форм 177
- •§ 1. Сборка форм .177
- •§ 2. Крепление опок и расчет груза 179
- •Глава VIII. Проектирование литейной технологии 181
- •§ 1. Конструирование отливки 181
- •§ 2. Проектирование технологии формовки 184
- •Глава IX. Технико-экономическая эффективость литейного производства 192
- •§ 1. Технико-экономические показатели • 192
- •§ 2. Экономичность технологического процесса изготовления отливок 194
- •§ 3. Пути повышения экономической эффективности литейной технологии 199
- •Глава I. Взаимодействие формы с металлом 201
- •§ 1. Газы в отливках 201
- •§ 2. Тепловое воздействие металла на форму 206
- •§ 3. Кристаллизация сплавов в форме 210
- •§ 4. Внутренние напряжения в отливках 214
- •Глава II. Литейные свойства сплавов 218
- •§ 1. Жидкотекучёсть : 218
- •§ 2. Усадка 220
- •§ 3. Ликвация 227 Раздел третий производство отливок из серого чугуна
- •Глава I. Серые чугун ы . 229
- •§ 1. Общие сведения , 229
- •§ 3. Классификация чугунов 236
- •§ 4. Механические свойства чугуна для отливок 239
- •§ 5. Модифицирование серого чугуна . .' ' 240
- •§ 6. Высокопрочные чугуны . 241
- •§ 7. Легированные чугуны 241
- •Глава II. Шихтовые материалы и шихтовка 247
- •§ 1. Металлическая шихта 247
- •§ 2. Топливо 254
- •§ 3. Флюсы 2е6
- •§ 4. Расчет шихты . 258
- •Глава III. Плавка чугуна в вагранке 266
- •§ 1. Общие сведения 266
- •§ 2. Металлургические основы плавки в вагранке 273
- •§ 3. Интенсификация процесса плавки в вагранке 279
- •§ 4. Нарушения хода работы вагранки 283
- •§ 5. Контроль плавки 284
- •Глава IV. Плавка чугуна в пламенных и электрических печах 290
- •§ 1. Плавка в пламенных печах 290
- •§ 2. Плавка в электроду говых печах 293
- •§ 3. Плавка в индукционных тигельных печах . 297
- •§ 4. Плавка в индукционных канальных печах 301
- •Глава V. Заливка, выбивка, обрубка и приемка отливок из серого чугуиа 303
- •§ I. Заливка форм 303
- •§ 2. Охлаждение отливок и выбивка их из формы 307
- •§ 3. Очистка отливок 310
- •§ 4. Обрубка и зачистка отливок 317
- •§ 5. Термообработка чугунных отливок' 319
- •Глава VI. Брак отливок и меры его устранении 321
- •§ 1. Общие сведения 321 г
- •§ 2. Причины и меры предупреждения дефектов • . . 321
- •§ 3. Контроль качества отливок 326
- •§ 4. Способы исправления дефектов отливок 329 Раздел четвертый производство отливок из ковкого чугуна
- •Глава I. Особенности технологии формовки и плавки ковкого чугуна 332
- •§ 1. Общие сведения 332
- •§ 2. Особенности технологии формовки . . . • 334
- •§ 3. Плавка белого чугуна 336
- •§ 4. Очистка отливок 341
- •Глава II. Процесс отжига отливок 342
- •§ 1. Общие сведения 342
- •§ 2. Интенсификация процесса отжига ковкого чугуна . 347
- •Производство отливок из стали
- •Раздел шестой производство отливок из цветных сплавов
- •Раздел седьмой специальные способы литья
поверхности отливки, служащие базой при механической обработке, должны находиться в одной полуформе;

Рис. ,138. Примеры правильного положения формы при заливке
Металла
очень длинные отливки необходимо заливать в наклонном положении, а отливки цилиндрической формы, внешние и внутренние поверхности которых подвергаются механической обработке, — в вертикальном положении.
На рис. 138, а показан способ заливки формы в наклонном положении, при котором достигается хорошая плотность металла при минимальном его расходе на прибыль. Вертикальный способ заливки (рис. 138, б) стальных и чугунных втулок, крановых барабанов и других деталей обеспечивает получение плотной отливки и правильное питание ее при затверЛёвании.
При изготовлении тонкостенного картера из чугуна (рис. 138, в) обрабатываемый фланец следует располагать внизу,' так как бол-
185
ван
в нижней полуформе более устойчив, чем
в верхней, а из
стали
— вверху (из-за возможного недолива
днища, образования
рыхлот
и появления течи).
Бронзовые
диски для подпятников конусных дробилок
при
заливке
кантуют (рис. 138, г),
этим обеспечивается высококачест-
венная
поверхность отливки.
При
определении поверх-
ности
разъема формы (рис.'
139)
необходимо руководство-
ваться
следующими положе-
ниями.
Всю
отливку, если по-
зволяет
ее конструкция, по-
мещать
в нижней опоке, что
исключает
перекос отливки,
а
при формовке в почве основ-
ные
части отливки распола-
гать
только в нижней части
формы.
Поверхность разъема-
формы по возможности дол- жна быть горизонтальной при заливке и обеспечивать сво- бодное извлечение модели из формы, удобную установку

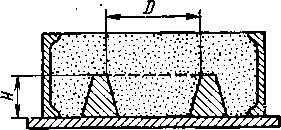
Рис. 139. Примеры правильного (а) и неправильного (б) выбора разъема формы
Рис. 140. К определению размеров болванов
стержней, а также согласование технологического процесса получения отливки с ее механической обработкой.
Выбранный разъем формы должен обеспечивать .удобство уплотнения и сборки формы, надежность установки стержней и удобство контроля их положения в форме.