

1 Рекомендации к выполнению раздела «Анализ исходных данных»
В данном разделе анализируются исходные данные, являющиеся результатом расчета аппарата по заданию курса «Основы проектирования аппаратов химических производств» (предыдущий семестр). Основными исходными данными являются:
материал аппарата,
диаметр аппарата,
диаметр рубашки обогрева,
длина цилиндрической части,
угол конического днища,
характеристики фланцев,
толщина стенки аппарата,
толщина стенки рубашки обогрева,
толщина стенки конического днища,
толщина стенки эллиптической крышки,
тип аппарата (горизонтальный, вертикальный).
Остальные необходимые исходные данные принимаются по ходу выполнения курсовой работы с соответствующим обоснованием.
2 Рекомендации к выполнению раздела «Предварительный выбор заготовок»
Необходимо представить эскиз аппарата с указанием всех составных элементов, которые необходимо изготовить и каждому элементу присвоить шифр. Предварительно выбрать тип заготовок для каждого элемента (напр. литье, листовой прокат, профильный прокат и т.д.). Данные удобнее представить в виде таблицы (табл. 1.1).
Таблица 1.1. К анализу исходных данных
Позиция по эскизу |
Наименование элемента |
Шифр элемента |
Заготовка |
Кол-во |
|
|
|
|
|
|
|
|
|
|
*Для однотипных операций при выполнении соответствующих разделов курсовой работы необходимо перечислять шифр всех заготовок, над которыми производится данная операция.
3 Рекомендации к выполнению раздела «Расчет размеров разверток»
Большинство элементов аппарата выполняется из листового проката металла соответствующей марки. В большинстве случаев основными элементами, изготавливаемые из листового металла являются: цилиндрическая, коническая, эллиптическая части корпуса, патрубки больших диаметров, плоские приварные фланцы. Для каждого элемента необходимо рассчитать размеры развертки с припусками на дальнейшую обработку и разместить эти развертки на листы стандартных размеров. Эскизы разверток с указанием основных размеров и расположение их на стандартных листах металла можно представлять непосредственно по тексту пояснительной записки или вынести в приложения. Данные по стандартным размеров листов представлены в приложении Б – Выписка из ГОСТ 19903-74: Сталь листовая горячекатаная
Для разверток прямоугольной формы определяют высоту (в основном принимают конструктивно с учетом стандартного ряда размеров) и длину. Длину для разверток прямоугольной формы определяют по формуле [9]:
![]() мм
мм
где Dвн – внутренний диаметр, мм;
Sфак – толщина листа, мм;
а – допускаемое отклонение размеров поперечного сечения, мм;
а=0,01Dвн;
![]() - величина зазора
под сварку,
=
1…3 мм;
- величина зазора
под сварку,
=
1…3 мм;
![]() - припуск на
обработку,
=
3…5 мм;
- припуск на
обработку,
=
3…5 мм;
С – усадка сварного шва, С = (3…5)% от Sфак;
Для конических обечаек с углом конусности больше 60° (рис. 3.1) основные размеры определяются по методике приведенной ниже.
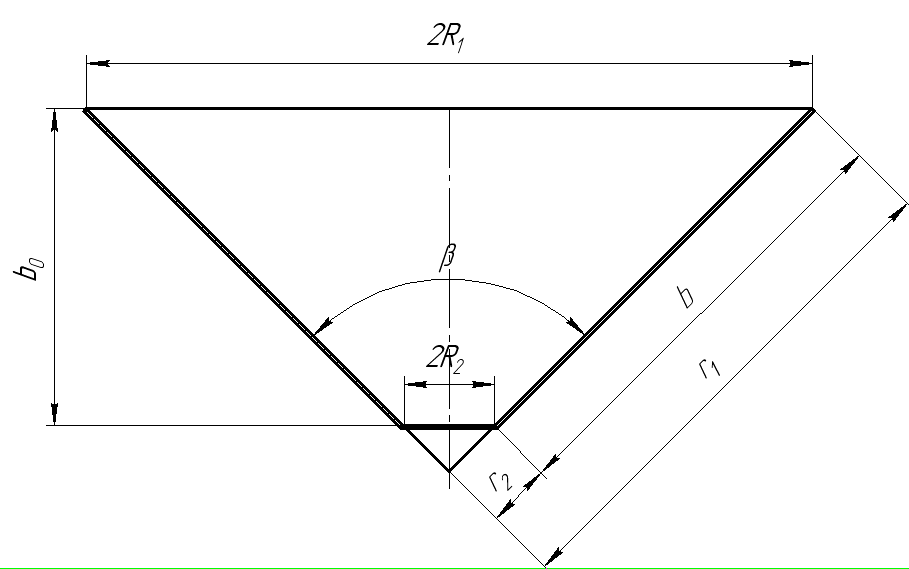
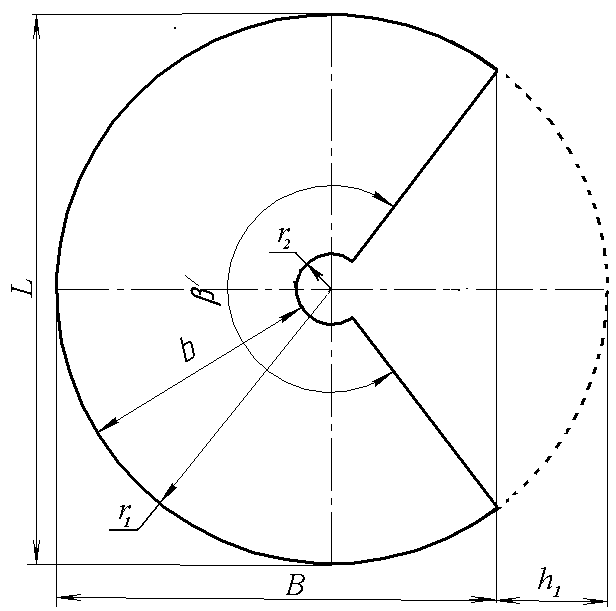
Рисунок 3.1 - К расчету конического днища с углом конусности больше 60°
Длина образующей (без учета отбортовки):
![]() ,
мм;
,
мм;
где b0 – высота конической части, мм. (исходные данные);
R1 – радиус аппарата, мм. (исходные данные);
R2 – радиус патрубка, мм. (исходные данные).
Радиусы развертки (без учета отбортовки):
![]() ,
мм;
,
мм;
![]() ,
мм;
,
мм;
Коническая часть корпуса в месте крепления к цилиндрической части, как правило, имеет отбортовку. Коническая часть рубашки обогрева имеет отбортовку в верхней и нижней частях. Принимая припуск на отбортовку Вот = 0,1 – 0,15 м.
С учетом отбортовки
![]() ,
мм;
,
мм;
![]() ,
мм;
,
мм;
Длина образующей (с учетом отбортовки)
b = r1 – r2 , мм
Угол развертки в радианх:
![]()
![]() ,
рад;
,
рад;
Угол развертки в градусах:
![]() ,
град;
,
град;
длина хорды заготовки (длина листа):
![]() ,
мм;
,
мм;
высота внешней стрелки:
![]() ,
мм;
,
мм;
где
![]() *
= 360 – β΄
.
*
= 360 – β΄
.
Высота развертки (ширина листа):
![]() ,
мм;
,
мм;
Если габаритные размеры развертки В и L больше стандартных размеров листов, из которых будет вырезаться заготовка, то ее необходимо разделить на несколько частей, которые вмещаются на площадь листа. Рекомендуется развертку разделить на сегменты с меньшим углом и просчитать основные размеры составных частей (сегментов) по формулам, применяемым для конических обечаек с углом конусности меньше 60° (рис. 3.2).
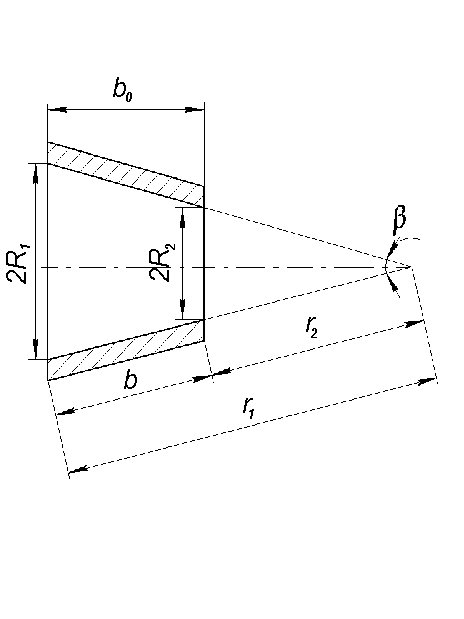
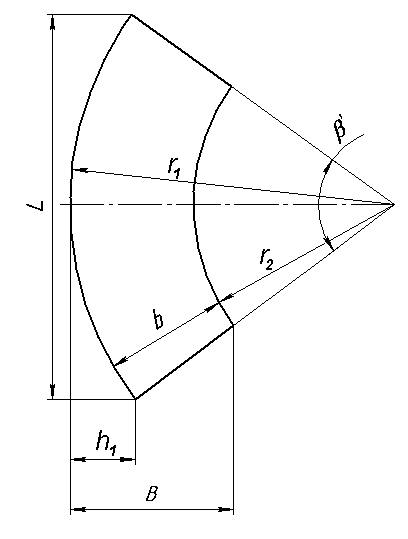
Рисунок 3.2 - К расчету конического днища с углом конусности меньше 60°
Рассчитываем по следующей формуле длину образующей:
, мм;
где b0 – высота конической части, м.;
R1 – радиус аппарата, мм;
R2 – радиус патрубка, мм.
Радиусы развертки (без учета отбортовки):
, мм;
, мм.
Коническая часть корпуса в месте крепления к цилиндрической части, как правило, имеет отбортовку. Коническая часть рубашки обогрева имеет отбортовку в верхней и нижней частях. Принимаем припуск на отбортовку
Вот = 0,1 – 0,15 м.
С учетом отбортовки
, мм;
, мм;
Длина образующей (с учетом отбортовки)
b = r2 – r1 , мм;
угол развертки в радианах:
![]() ,
рад;
,
рад;
угол развертки в градусах:
, град;
длина хорды развертки (длина листа):
![]() ,
мм;
,
мм;
высота внешней стрелки:
![]() ,
мм;
,
мм;
высота внешней стрелки
![]() ,
мм.
,
мм.
Если габаритные размеры развертки В и L больше стандартных размеров листов, из которых будет вырезаться заготовка, то ее необходимо разделить на несколько частей, которые вмещаются на площадь листа.
Диаметр развертки эллиптического днища D с внутренними базовыми размерами
![]() ,
мм.
,
мм.
где DH и DBH – наружный и внутренний диаметр днища, мм; s – толщина стенки днища, мм; h2 – высота цилиндрической части днища, мм; εн – коэффициент, который выбирают по графику, показанному на рис. В.1 (приложение В) в зависимости от отношения DH/s; εвн – коэффициент, который выбирают по графику, показанному на рис. В.2 (приложение В), т – коэффициент эллиптичности, в зависимости от отношения DBH/s; т = 0,345 – для днищ с соотношением DBH/hB = 4; т = 0,318 – для днищ с Dm/hB = 5; hB –высота выпуклой части днища.
Диаметр заготовки:
![]() ,
мм.
,
мм.
где 2zн = (0,02 – 0,05)D – технологический припуск на обработку.
Если диаметр заготовки больше стандартных размеров листов, из которых будет вырезаться заготовка, то ее необходимо разделить на несколько частей, которые вмещаются на площадь листа.
В третьем разделе должны быть рассчитаны развертки для всех деталей аппарата и их составные части. Эскизы разверток и расположение их на листах (с соблюдением масштаба!) можно давать непосредственно по тексту в разделе или вынести отдельным приложением.
4 Рекомендации к выполнению раздела «Предварительный выбор оборудования»
Исходя из марки стали, толщины листов и размеров заготовок, подвергающихся пластической деформации необходимо обосновано выбрать основные параметры оборудования (тип листогибочной машины, тип оборудования для формирования эллиптического днища, необходимость нагрева материала перед деформированием и др.).
5 Рекомендации к выполнению раздела «Подготовительные операции»
В подразделах данного раздела кратко излагают мероприятия, которые применяются к заготовкам и оборудованию и имеют целью обеспечить изготовление изделия необходимого качества [3].
6 Рекомендации к выполнению подраздела «Расконсервация»
В подразделе кратко излагается суть по расконсервации выбранных заготовок (стальных листов соответствующих размеров) и методы проверки их состояния.
7 Рекомендации к выполнению подраздела «Правка»
Обосновано выбирается тип оборудования для правки листов в зависимости от размеров листа и параметров материала. Рассчитывается зазор между верхним и нижним валками листоправильной машины по формуле:
 ,
мм,
,
мм,
где S – толщина листа, мм;
Е – модуль нормальной упругости материала листа, МПа;
σТ – предел текучести материала листа, МПа;
t – расстояние между валками; (рекомендуется принять t =300…500мм.)
Необходимо привести эскиз операции.
8 Рекомендации к выполнению раздела «Разделительные операции»
В подразделах данного раздела кратко излагают мероприятия, которые обеспечат отделение заготовок от листа. При этом выбирается оборудование, обеспечивающее достаточное качество и минимальные затраты в условиях индивидуального производства.
9 Рекомендации к выполнению подраздела «Разметка заготовок»
Для всех заготовок, изготавливаемых из листов, обосновывают необходимость и способ выполнения разметки.
10 Рекомендации к выполнению подраздела «Резка заготовок»
Для всех заготовок, изготавливаемых из листов, предлагается способ отделения их от листов. При необходимости дается схема оборудования и последовательность отделения заготовок от листа, которая обеспечит минимальные затраты при обеспечении достаточного качества [1].
11 Рекомендации к выполнению раздела «Изготовление цилиндрических и конических обечаек»
В подразделах данного раздела кратко излагают мероприятия, которые обеспечат получение цилиндрических и конических обечаек с заданными параметрами. При этом выбирается оборудование, обеспечивающее достаточное качество и минимальные затраты в условиях индивидуального производства.
12 Рекомендации к выполнению подраздела «Подготовка кромок, сборка и сварка заготовок»
Выбирается оборудование для подготовки кромок для заготовок. Обязательно указывается, какие кромки каких заготовок необходимо обработать на выбранном оборудования. Указывается последовательность сборки заготовок перед их вальцеванием. Выбирается способ и устройства для закрепления заготовок при сварке, которые обеспечат качество сварного соединения (при необходимости приводятся эскизы приспособлений). Выбирается тип сварочного оборудования [1].
13 Рекомендации к выполнению подраздела «Вальцевание»
Обосновано выбирается тип оборудования для вальцевания. Указывается, какое оборудование для каких деталей необходимо использовать. Приводятся эскизы процесса вальцевания на выбранном типе оборудования.
14 Рекомендации к выполнению подраздела «Сборка продольного стыка обечаек»
Кратко рассматриваются параметры, которые необходимо обеспечить при сборке продольного шва свальцованных заготовок. Выбирается необходимое оборудование и дополнительные приспособления. При необходимости приводятся эскизы.
15 Рекомендации к выполнению подраздела «Калибрование (правка) и подгибка кромок (отбортовка)»
Приводится информация по назначению калибрования и правки. Обосновывается их необходимость для заготовок аппарата. При необходимости осуществления этих операций выбирается способ и оборудование для их осуществления. Указывается, какие участки каких заготовок необходимо подвергнуть отбортовке. Выбирается тип оборудования для осуществления данной операции и приводится эскиз [9].
16 Рекомендации к выполнению подраздела «Устранение дефектов сварки»
В подразделе приводится описание возможных дефектов сварного шва, способов их обнаружения и устранения. Даются рекомендации по выбору оборудования для осуществления этих операций.
17 Рекомендации к выполнению подраздела «Токарно-карусельная операция»
Указываются какие поверхности каких деталей необходимо обработать на токарно-карусельных станках. Выбирается способ закрепления заготовок на карусель, используемые приспособления и при необходимости приводятся эскизы схем закрепления.
18 Рекомендации к выполнению подраздела «Разметка, выполнение отверстий и скосов»
Указывается, каким способом на заготовках выполняются отверстия, какое оборудование и приспособления для этого используются. Необходимо ли предварительная разметка, и если необходима, то каким способом ее целесообразно осуществлять. Привести необходимые эскизы.
19 Рекомендации к выполнению раздела «Изготовление сферических (эллиптических) днищ и крышек»
Технические требования к конструкции и изготовлению днищ изложены в «Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением», ОСТ 26-292-71. В зависимости от принятой конструкции, особенностей материала и толщины эллиптической крышки выбирается оборудование для формирования требуемого профиля. Приводится эскиз осуществления данной операции.
20 Рекомендации к выполнению раздела «Изготовление фланцев»
В зависимости от типоразмеров фланцев выбирается способ его изготовления. При необходимости приводятся эскизы [6, 7].
21 Рекомендации к выполнению раздела «Изготовление элементов из труб»
Перечисляется, какие элементы данного аппарата изготавливают из труб. Указывается, какие операции и на каком оборудовании необходимо осуществить [6, 7].
22 Рекомендации к выполнению раздела «Сборка элементов аппарата»
Определяется оптимальная последовательность сборки цилиндрического аппарата. Указывается последовательность и способ соединения элементов. Приводится эскиз аппарата на котором указывается последовательность выполнения операций по соединению деталей (нумеруется) и указывается особенности каждого соединения.