

Режимы работы источников питания.
В зависимости от потребляемой мощности различают ПВ% - продолжительного включения, ПН% - продолжительной работы под нагрузкой.

tp – Время работы под нагрузкой.
tn – Длительность паузы, когда источник питания не работает под нагрузкой или работает в режиме холостого хода.
РН – Мощность, потребляемая источником питания под нагрузкой.
tц= tр+ tn
Для ручной сварки: tц=5 мин.
Для автоматической сварки: tц=10 мин.
ПВ%=ПН%=(tр / tц)·100%
ПВ или ПН может быть 100%, 60%, 40% и 20%. В зависимости от ПВ при сварке на большой длительности по времени максимальная сила тока рассчитывается:
![]()
ВДУ – 504
![]()
ПН%=60%
Статические и динамические характеристики источников питания.
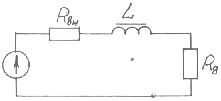
Статические характеристики – зависимость напряжения от тока:
U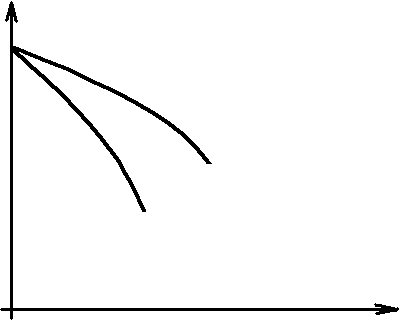
I
Rвн1
Rвн2
Наклон определяется внутренним сопротивлением источника питания; чем больше внутреннее сопротивление, тем больше наклон.
Динамические характеристики определяются скоростью нарастания тока или напряжения.

![]()
τп.п.=(2÷3) τ ≤ 0,05с
Сварочные трансформаторы.
Условно сварочные трансформаторы можно разделить на две большие группы: сварочные трансформаторы нормального рассеяния и сварочные трансформаторы повышенного рассеяния.
П овышенного
рассеяния
овышенного
рассеяния
С подвижными катушками с
магнитными
подвижными катушками с
магнитными
Трансформаторы с нормальным магнитным рассеянием:
Регулирование тока может происходить в результате изменения коэффициента трансформации – ступенчатая регулировка. Плавная регулировка может осуществляться в результате использования дросселя, а также в результате использования специальной конструкции трансформатора.

![]()
![]()
Сварочный трансформатор.
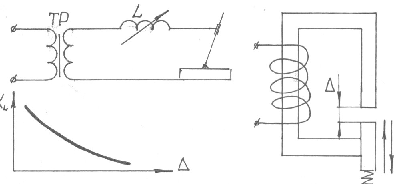
![]()
![]()
Трансформаторы такого типа сейчас не выпускаются, так как они имеют следующий недостаток: при малой величине зазора Δ подвижный пакет сильно вибрирует, что является источником повышенного шума; также винтовая передача быстро выходит из строя; сварочный пост имеет большой вес и габариты.
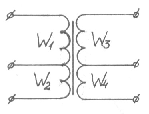
Сварочный трансформатор Никитина.

Дополнительная обмотка включена последовательно и встречно с основной обмоткой W2. При увеличении зазора магнитный поток дополнительной обмотки будет уменьшаться, что приведет к увеличению силы сварочного тока. Сварочный трансформатор Никитина также можно изготовить по следующей схеме:
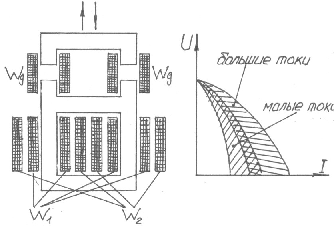
Увеличивается
ток, напряжение падает:
![]()
В сварочном трансформаторе Никитина предусмотрены режимы малых токов (обмотки W1 и W2 соединяются последовательно) и больших токов (обмотки W1 и W2 соединяются параллельно). Внутри диапазона регулировка производится в результате изменения зазора. В настоящее время сварочные трансформаторы Никитина также не выпускаются из-за вибрации и шумов.
В любом сварочном трансформаторе существует основной магнитный поток и поток рассеяния. Основной магнитный поток сцепляется как с витками первичной, так и вторичной обмоток. Если магнитный поток в первичной обмотке не пересекает витки вторичной обмотки, то он называется потоком рассеяния.
В сварочных трансформаторах (см. рис. выше) катушки намотаны одна поверх другой, поэтому потоки рассеяния практически равны нулю.