

Дроссели.
Представляют собой катушку с ферромагнитным сердечником.
![]()
В сварочных источниках питания дроссель выполняет две функции:
Является фильтром низких частот выпрямителя; сглаживает пульсации входного напряжения.
Повышает динамические свойства сварочного источника, т.е ограничивает скорость нарастания сварочного тока.
Обычно сварочные дроссели для обеспечения линейности имеют воздушный зазор.

1 – Вольтамперная характеристика с зазором.
2 - Вольтамперная характеристика без зазора.
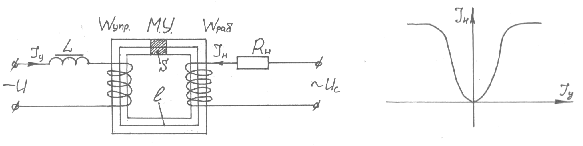
Магнитные усилители.

![]()
Магнитный усилитель представляет собой ферромагнитный сердечник, который имеет две обмотки: рабочую обмотку Wр, которая наматывается толстым проводом и имеет небольшое число витков; и обмотку управления Wу, которая имеет большое число витков. Wр питается переменным током. Последовательно с рабочей обмоткой включается нагрузка. Wу питается постоянным током. Последовательно с Wу включен дроссель. Дроссель необходим для фильтрации переменного напряжения, поступающего с первичной обмотки.
На рабочую обмотку подаётся постоянное напряжение. В результате этого происходит насыщение ферромагнитного сердечника. Изменяется индуктивное напряжение, сила тока в нагрузке. Рабочая обмотка имеет небольшое число витков, а обмотка управления – много. Магнитный усилитель можно представить как трансформатор с коэффициентом трансформации
![]()
Число витков на катушке управления.
Число витков на рабочей катушке.
Для подавления этой ЭДС в обмотку управления включается дроссель, имеющий индуктивность L. Включение дросселя увеличивает надёжность работы цепи управления.
Классификация источников питания.
Источники питания делятся:
по роду тока: переменного и постоянного;
по виду внешней ВАХ:

- жёсткая (автоматическая сварка);
- пологопадающая (автоматическая сварка), чем более крутопадающая характеристика, тем меньше изменения тока при изменении длины дуги. При сварке тонколистового материала, при большой производительности, материал склонен к короблению. При сварке будет происходить изменение длины дуги, что может привести к прожогам из-за колебаний сварочного тока. Для устранения прожогов необходимо стабилизацию тока с помощью использования источника питания с пологопадающей ВАХ;
- крутопадающая ВАХ (РДС);
- штыковая ВАХ (Аргонодуговая сварка).
по способу получения электроэнергии: от сети и автономные;
по количеству обслуживаемых постов
по применению: общепромышленные и специальные;
по частоте выходного напряжения: низкочастотные и высокочастотные.
Условное обозначение источников питания.
А |
Б |
В |
12 |
Г |
34 |
||
Наименование изделия |
Обозначение вида сварки |
Обозначение способа сварки |
Главный параметр изделия |
Климатическое исполнение |
Категория размещения |
||
А – агрегат В – выпрямитель И – источник питания П – преобразователь Т – трансформатор Г - генератор |
Д – дуговая
Г – газовая
|
Д – РДС ДО – дуговая сварка(открытая дуга) ДФ – Дуговая сварка под флюсом ДГ – Дуговая сварка в защитных газах У – универсальный источник питания |
|
|
|
||
Для автономных источников питания:
Д – дизельный двигатель,
Б – бензиновый двигатель.
Если буква Д повторяется дважды, то она не вводится. Иногда в конце ставится буква М – многопостовой ИП.
ВДУ – 504УЗ
В – выпрямитель
Д – для дуговой сварки
У – универсальный
500 – максимальная сила тока
– номер заводской разработки
У – для умеренного климата
З – использование в закрытых помещениях.
ТДФЖ – 2000 УЗ
Т – трансформатор
Д – для дуговой сварки
Ф- под слоем флюса
2000 – номинальная сила тока
ВДМ – 1000 – Выпрямитель для дуговой сварки, многопостовой, Imax=1000A.
ПСО – 300 – Преобразователь сварочный открытой дугой, Iном=300А.