

Министерство образования Российской Федерации
__________________
Волгодонский институт (филиал) Государственное образовательное учреждение Высшего профессионального образования «Южно-Российский государственный технический университет
(Новочеркасский политехнический институт)»
В.А. Фролов
Краткий курс лекций по источникам питания сварочной дуги
Учебное пособие
Новочеркасск 2006
Основные свойства сварочной дуги.
 Дуга
состоит из трех частей:
Дуга
состоит из трех частей:
К – Катодное пятно.
СД – Столб дуги.
А – Анодное пятно.
Под действием сил электрического поля электроны с катода устремляются к аноду. В связи с тем, что дуга горит в атмосфере, в столбе дуги появляются положительные заряды, которые притягиваются к катоду. В результате рекомбинации получаются нейтральные частицы, поэтому на вблизи катода образуется слой имеющий высокое электрическое сопротивление.
Вблизи анода образуются положительно заряженные ионы. При этом затрачивается определённая энергия, что приводит к появлению определённого сопротивления. Катодные и анодные пятна имеют небольшую протяжённость, порядка 10-2 – 10-3 см.
Распределение напряжения в зависимости от длины дуги выглядит следующим образом:

Определяющую роль на устойчивость дуги играют процессы в катодной области. В связи с тем, что катод бомбардируют положительно заряженные ионы, которые имеют большую массу, поэтому температура катода выше.
Особенности дуги переменного тока.
Вольт – амперная характеристика дуги имеет U-образную форму:

Дугу можно представить схемой замещения:

UД=ЕД+RД·IД
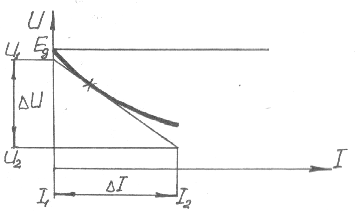
Рассмотрим первый падающий участок вольтамперной характеристики:
![]()
При увеличении тока дуги возрастает количество электронов. Если считать, что падение напряжения и сопротивление катодной области практически постоянно то увеличение числа носителей зарядов приводит к уменьшению сопротивления.
![]()
Рассмотрим вторую область: жёсткая вольтамперная характеристика:
 Rдиф=0
Rдиф=0
Жёсткость характеристики объясняется следующим образом: увеличение падения напряжения (незначительное) на катодной и анодной области компенсируется увеличением площади поперечного сечения дуги. Поэтому при увеличении тока напряжение на дуге практически постоянно.
Рассмотрим третий возрастающий участок:
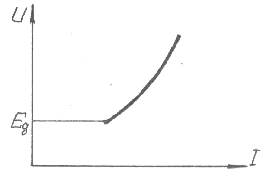
Rдиф>0
Увеличение падения напряжения на дуге при увеличении тока объясняется ограниченностью площади поперечного сечения столба дуги.
Рассмотрим сварочную дугу переменного тока при отсутствии индуктивности в сварочной цепи:

Uc – напряжение сети; U1 – напряжение на вторичной обмотке трансформатора
В связи с тем, что Uд для РДС составляет 20 – 40 В, а напряжение сети 220; 380 В поэтому для питания дуги необходим трансформатор. Сопротивление Rб служит для регулирования сварочного тока.

Такая диаграмма носит название «Режима прерывистых токов». Так как дуга гаснет при переходе через ноль, поэтому сварочный процесс идёт неустойчиво. В металл шва попадает кислород и азот воздуха, что приводит к уменьшению механической прочности шва.
Включим в сварочную цепь индуктивность – дроссель:


Из-за того, что существует сдвиг фаз между I и U в цепи, содержащей индуктивность (ток отстаёт от напряжения на угол φ), поэтому режим прерывистых токов в цепи, содержащей индуктивность, отсутствует.
Способы увеличения стабильности горения дуги при сварке переменным током:
Повышение частоты питающей сети.
Увеличение напряжения холостого хода источника питания.
Добавление в обмазку электрода, в состав флюса солей щелочных и щелочноземельных металлов уменьшающих напряжение возбуждения дуги.