

Характеристика гладильных столов и утюгов
Таблица ____
Оборудование, предприятие-изготовитель |
Марка (тип) |
Тип нагрева поверхности |
Температура нагрева поверхности |
Время разогрева, мин. |
Масса, кг. |
Стол утюжильный с парогенератором ПГ-6 |
СУ-В |
электрический |
110 |
10 |
115 |
Утюг паровой. «Паннония» (ВНР) |
С |
электрический |
150 |
15 |
5 |
Приложение 10
Характеристика приспособлений малой механизации
Таблица ___
Наименование и назначение приспособления |
Марка (номер) |
Схема шва |
1 |
2 |
3 |
Для окантовывания деталей полоской ткани |
4-3 |
|
и т.д. |
|
|
Приложение 11
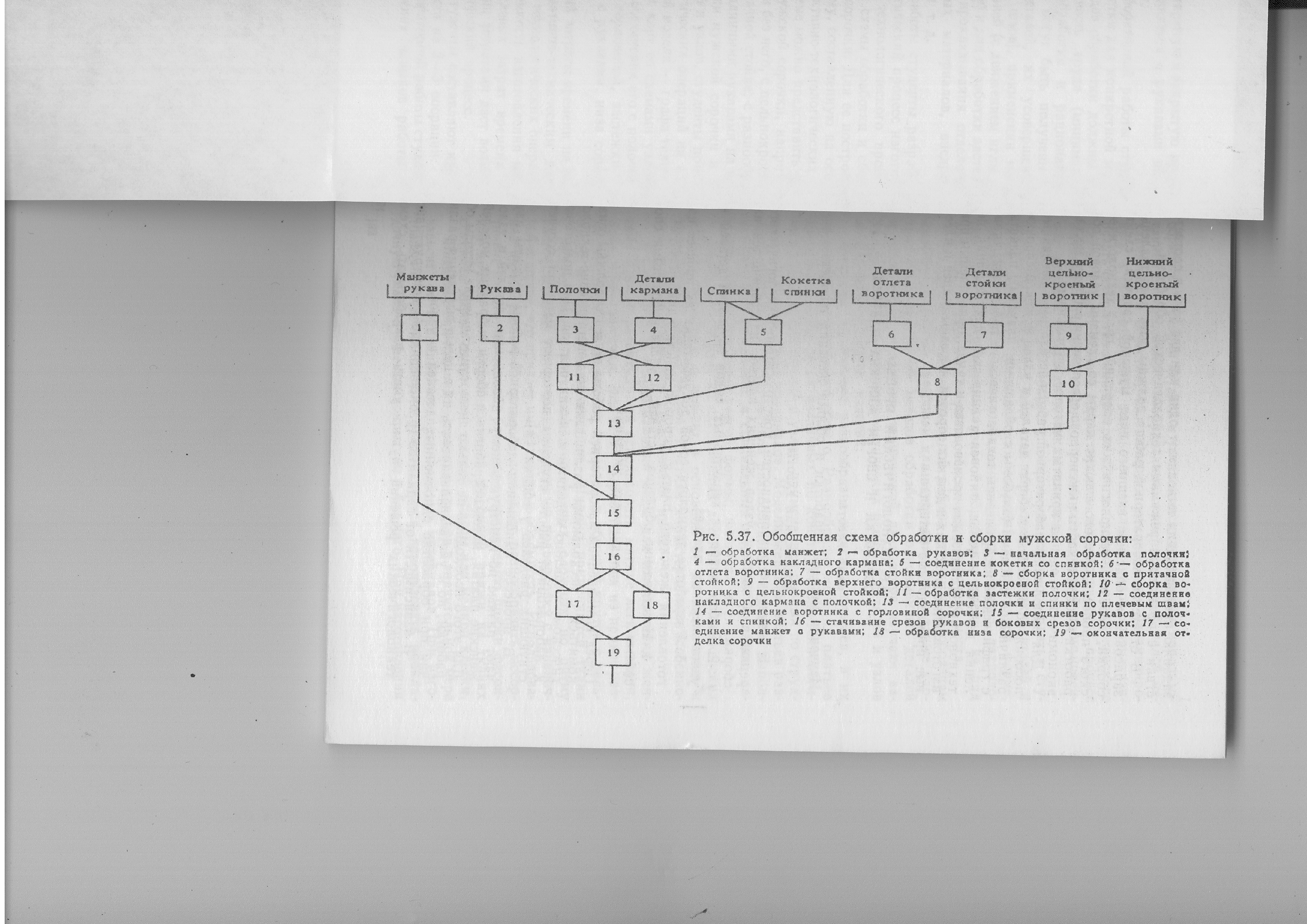
ПРИМЕР ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПОТОКА
Приложение 12
Расчет технико-экономических показателей процесса
Исходные данные:
Наименование изделия - __________________________________________
(например, блузка женская из сорочечной ткани)
Трудоемкость, ______мин.
Количество рабочих в бригаде, ______ед
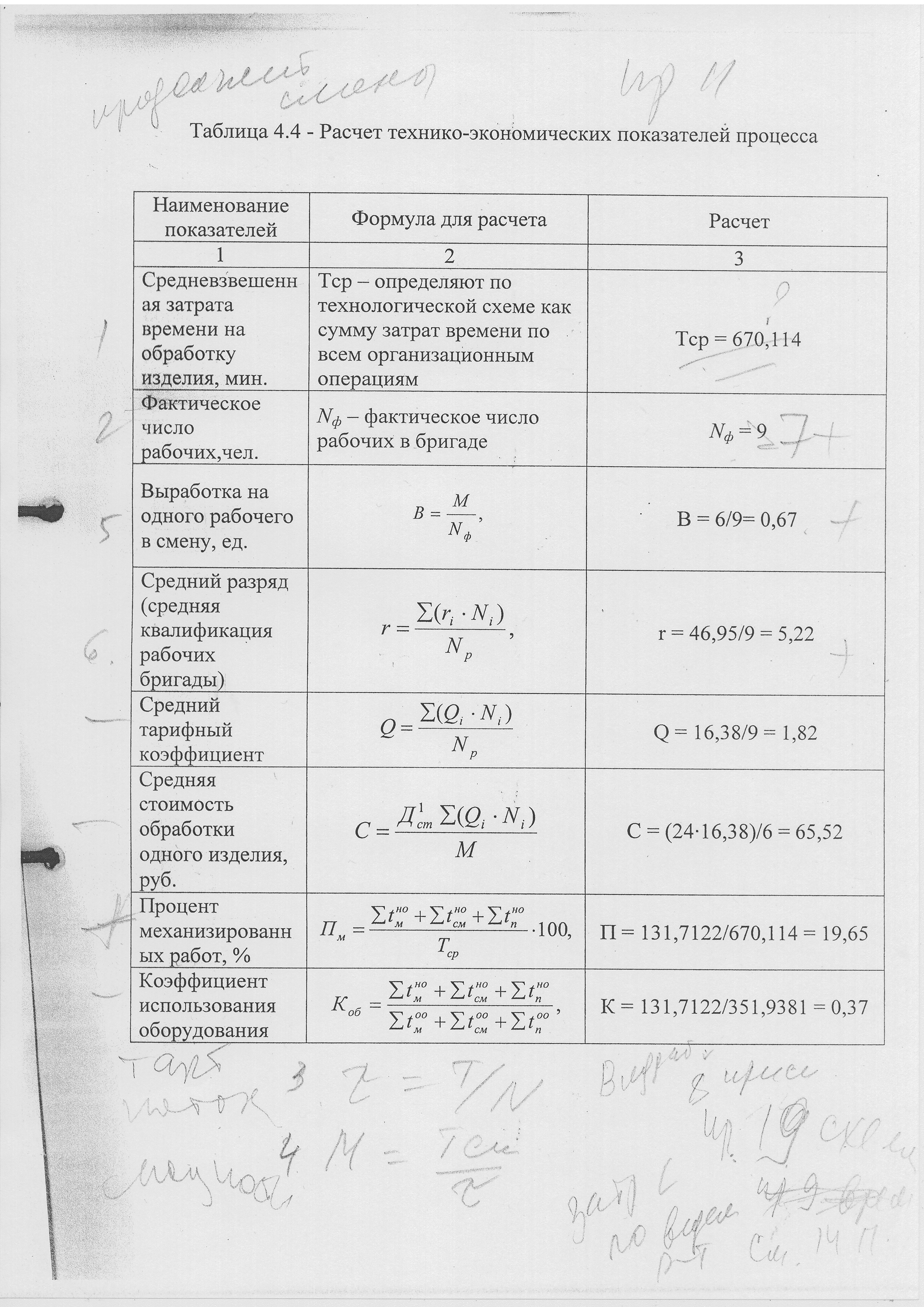
Расчет технико-экономических показателей процесса
на изготовление мелкими сериями
Таблица № ___
Наименование параметра |
Расчетная формула |
Единица измерения |
Расчет |
1.Затрата времени на обработку изделия |
Тср – определяют по технологической схеме как затрату времени по всем организационным операциям |
мин |
|
2.Число рабочих |
Nф – фактическое число рабочих в бригаде (потоке) |
чел |
|
3.Такт потока |
|
мин |
|
4.Мощность |
М = Тсм / τ |
ед |
|
5.Выработка на одного рабочего |
|
ед |
|
6.Средний разряд (средняя квалификация рабочих) |
|
|
|
7. Процент механизированных работ |
|
% |
|
Затрата времени на обработку изделия выбирается из таблицы «Технологическая последовательность обработки изделия»
Число рабочих предлагается по заданию или выбирается согласно методу изготовления одежды и мощности потока. В бригадах малой мощности 7- 10 человек, в бригадах средней мощности 11-15,в бригадах большой мощности 16 - 20 человек.
Такт процесса - это средняя продолжительность времени выполнения операции одним рабочим в бригаде. Если задано количество рабочих, то такт определяется по формуле
где Т- затрата времени на обработку одного изделия,
N- количество рабочих, занятых вбригаде.
4.Мощность процесса определяется по формуле: М = Тсм / τ
где, Тсм- временя смены, выраженное в минутах, τ – такт потока.
5.Выработка на одного работающего определяется по формуле
где, М- мощность потока, N- количество рабочих в потоке.
6.Средняя квалификация рабочих определяется по формуле
При этом рассчитывают количество рабочих, имеющих первый разряд (например, 4*1), количество рабочих, имеющих второй разряд (например, 2*2), количество рабочих, имеющих третий разряд (например, 1*3). Получается:4+4+3=11, делим на количество рабочих 7, получаем 1,6 т.е. средний разряд-2.
7. Процент механизированных работ рассчитывают по формуле:
при этом из последовательности суммируют время для машинных, спецмашинных и прессовых работ, не учитывая ручные работы и утюжильные с использованием утюга.
Приложение 13