

2.3.Определение суммарной погрешности позиционирования и погрешности по степеням подвижности робота.
Графически погрешность позиционирования робота представляет собой многогранник, подобный форме рабочей зоны, с максимальной стороной, равной величине, указываемой в технической характеристике. Это связано с тем, что в роботе каждая степень подвижности имеет автономный привод, обеспечивающий определенную точность позиционирования. Погрешность позиционирования по степени подвижности определяется выражением КиSi/Di, где Si- перемещение i-й степени подвижности; Di- число дискрет датчика положения для осуществления Si; Ки – коэффициент, характеризующий качество измерительной системы. В современных измерительных системах роботов Ки=1,5…2,0.
Ввиду того что в позиционировании участвуют степени подвижности, осуществляющие как прямолинейное, так и вращательное перемещения, суммарная погрешность робота имеет вид
![]() , (2.1)
, (2.1)
где
![]() – составляющая погрешности от степеней
подвижности, осуществляющих прямолинейное
движение;
– составляющая погрешности от степеней
подвижности, осуществляющих прямолинейное
движение;
![]() -
составляющая погрешности от степеней
подвижности, осуществляющих вращательное
движение
-
составляющая погрешности от степеней
подвижности, осуществляющих вращательное
движение
![]() (
(![]() -
коэффициент запаса, равный 1,2…1,3).
Величину
-
коэффициент запаса, равный 1,2…1,3).
Величину
![]() и
- исходя из взаимосвязи линейных и
угловых погрешностей робота и их
значений, приведенных к объекту
манипулирования:
и
- исходя из взаимосвязи линейных и
угловых погрешностей робота и их
значений, приведенных к объекту
манипулирования:
![]() ;
(2.1)
;
(2.1)
![]() ,
,
где
![]() – угол между направлением перемещения
i-й
степени подвижности и направлением, в
котором задана допустимая погрешность
позиционирования,
– угол между направлением перемещения
i-й
степени подвижности и направлением, в
котором задана допустимая погрешность
позиционирования,
![]() - перемещение по вращательной степени
подвижности, град; li
– расстояние от оси вращения до объекта
манипулирования, мм;
- перемещение по вращательной степени
подвижности, град; li
– расстояние от оси вращения до объекта
манипулирования, мм;
![]() - угол между касательной к траектории
и направлением, в котором задаются
погрешности; Di
– число дискрет датчика, используемых
на перемещениях. Величины
,
,
li
определяются из геометрических
зависимостей взаимного положения схвата
и звеньев робота при позиционировании.
- угол между касательной к траектории
и направлением, в котором задаются
погрешности; Di
– число дискрет датчика, используемых
на перемещениях. Величины
,
,
li
определяются из геометрических
зависимостей взаимного положения схвата
и звеньев робота при позиционировании.
Пусть погрешность
образуется за счет погрешностей
![]() S1,
S2,
S1,
S2,
![]() 3,
4,
...
Si,
i+1,
тогда
=
S1+
S2+
3
+
4
+...+
Si+
i+1.
3,
4,
...
Si,
i+1,
тогда
=
S1+
S2+
3
+
4
+...+
Si+
i+1.
Обозначим
 (2.2)
(2.2)
Подставим в уравнение (2.1) выражения (2.2), получим
![]()
По формулам (2.2) находим

Для степеней подвижности, осуществляющих вращательное перемещение, определяют допустимую угловую погрешность:
![]() .
.
Определение погрешности позиционирования робота, обслуживающие станки. На рис.9 представлены типовые схемы базирования деталей в станках. При базировании в центрах (рис.9, а) погрешность
x=
z=d0/(2K![]() );
y=(L1-lД)/(2К
);
);
y=(L1-lД)/(2К
);
при базировании в патроне (рис.9, б)
x= z=(D-dД)/(2К );
y=l1/K .
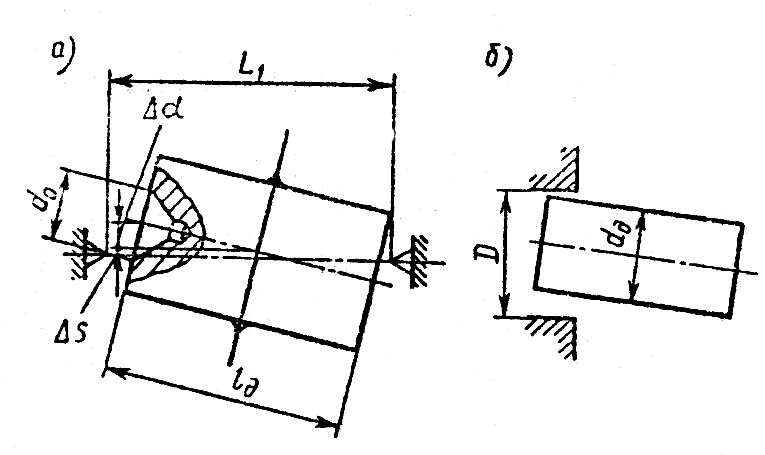
Рис.8 Схемы базирования деталей на токарных станках: а – в центрах, б – в патроне.
где d0, D, dД – диаметры центрового отверстия, патрона и детали; L1 – расстояние между центрами; lД – длина детали; l1 – максимальный зазор от базы; B2 – b2 – зазор между поверхностью тисков и деталью.
Погрешность рассчитанную по формуле (2.1) сравниваем с экспериментальной.