

2.2. Кинематическая и пневматическая схемы робота
Рабочие движения исполнительных органов робота обеспечиваются кинематической структурой, которая реализуется конкретно в роботе в виде кинематических цепей. Кинематическая схема промышленного робота М10П-62.01 показана на рис.3.
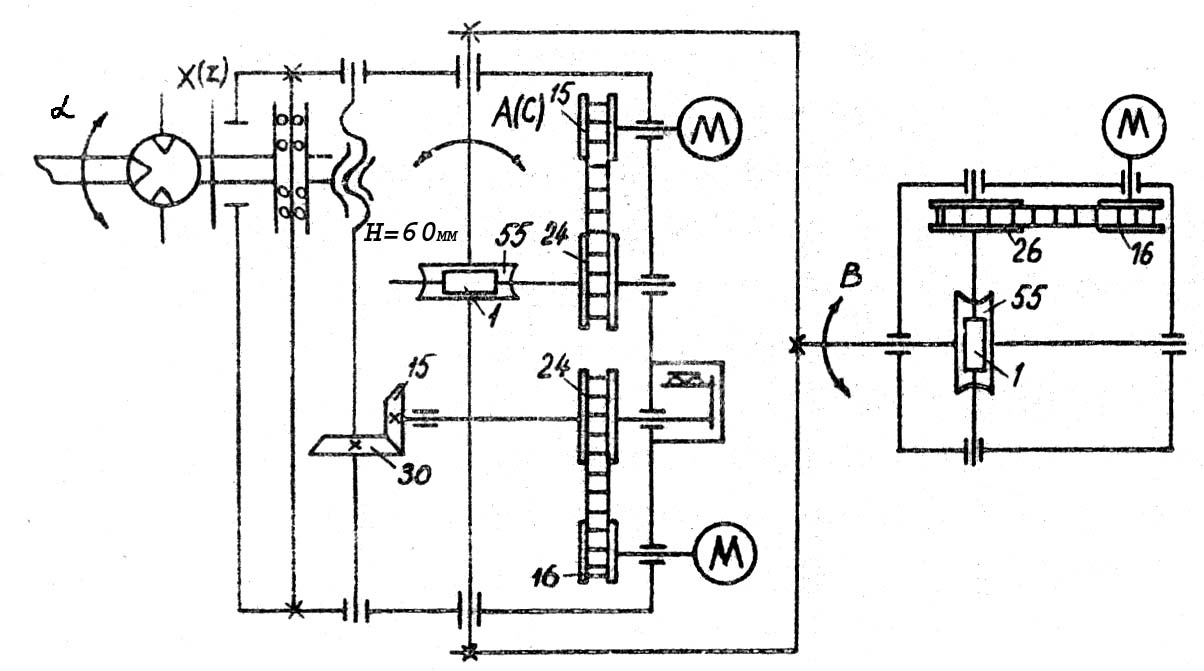
Рис.3 Кинематическая схема
Кинематическая
схема состоит из следующих цепей.
Кинематическая цепь – движение по
координате В : электродвигатель –
зубчатая ременная передача 16/26 - червяк
с числом заходов k
= 1 и червячная шестерня (число зубьев z
= 55). Конечные перемещения
![]() ,
об/мин, - поворот по координате В,
рад/с. Кинематическая цепь по координатам
А(С)
– аналогична координате В.
Кинематическая цепь движения по
координатам X,
Z
: электродвигатель - ременная передача
16/24 - коническая пара 15/30 - пара винт –
гайка с шагом Н = 60 мм. Конечные перемещения
,
об/мин, - поворот по координате В,
рад/с. Кинематическая цепь по координатам
А(С)
– аналогична координате В.
Кинематическая цепь движения по
координатам X,
Z
: электродвигатель - ременная передача
16/24 - коническая пара 15/30 - пара винт –
гайка с шагом Н = 60 мм. Конечные перемещения
![]() ,
об/мин – перемещение каретки ПР Х,мм/c.
Движение захвата
осуществляет от пневмодвигателя.
,
об/мин – перемещение каретки ПР Х,мм/c.
Движение захвата
осуществляет от пневмодвигателя.
Пневмосистема ПР включает в себя:
- узел подготовки воздуха, который крепится на боковой стенке устройства программного управления ПР;
- блоки пневмоаппаратуры привода поворотных блоков Б и В (см. рис.2, поз. 3) и захватов.
Сжатый воздух от заводской сети поступает в узел подготовки воздуха - в фильтр – влагоотделитель ВД для очистки его и отделения конденсата. Затем поступает в маслоотделитель для насыщения воздуха маслом. Очищенный и насыщенный маслом воздух поступает к блокам пневмоаппаратуры.
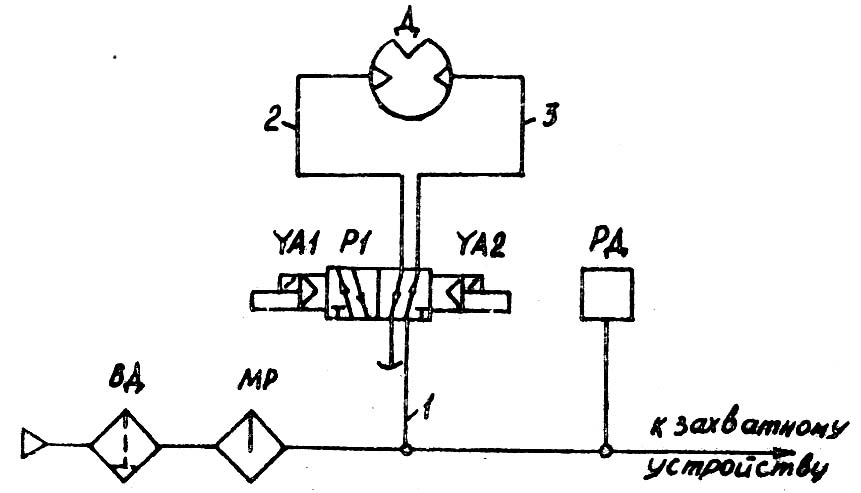
Рис.4 Пневмосистема блока поворота
На рис. 4 представлена пневмосхема блока поворота Б. При включении электромагнита УА [пневмораспределителя Р1 и отключенном электромагните УА2 происходит поворот блока по координате против часовой стрелки. При этом воздух в пневмодвигатель Д поступает по магистрали 1-3, а через магистраль 2 проходит выход обратного воздуха. На рис. 5 представлена пневмосхема поворотного блока В. Фиксация блока осуществляется при включенном электромагните УА4 и отключенных электромагнитах УА1, УА2, УА3. При этом сжатый воздух по магистралям 2, 3, 6, 7 поступает в обе полости пневмодвигателя Д и по магистрали 5 в поршневую полость пневмоцилиндра Ц.
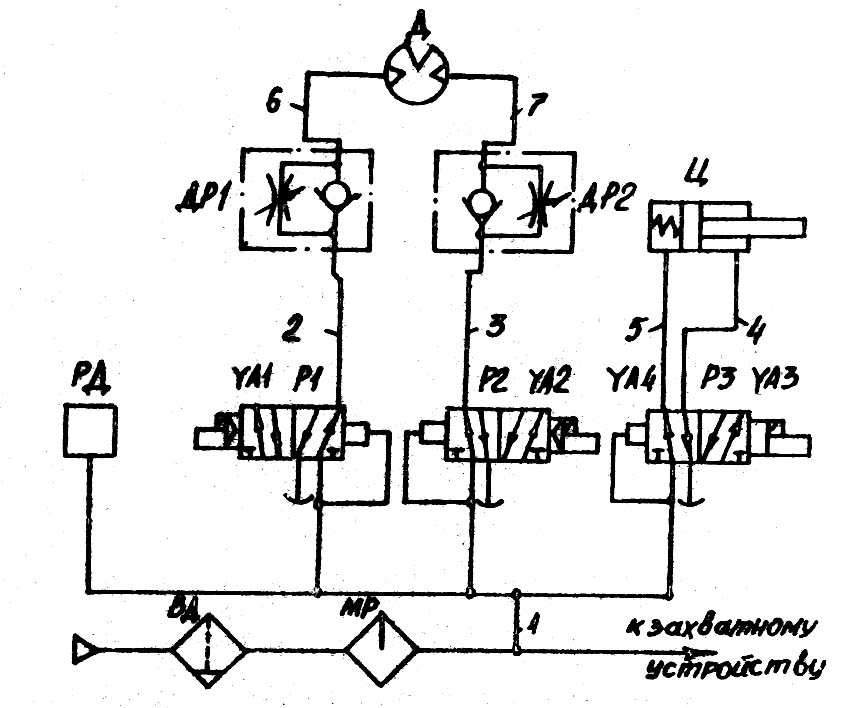
Рис.5 Пневмосистема блока поворота «В»
При включенном электромагните УА3 пневмораспределителя Р3 воздух по магистрали 4 поступает в штоковую полость цилиндра Ц, происходит расфиксация блока. При включенном электромагните УА1 распределителя Р1 и отключенном электромагните УА2 происходит поворот блока по координате против часовой стрелки. При этом воздух из полости пневмодвигателя Д вытесняется по магистрали Б, 2 через дроссель ДР1 и пневмораспределитель Р1. При включенном электромагните УА2 пневмораспределителя Р2 и отключенном электромагните УА1 происходит поворот блока по координате по часовой стрелке. При этом воздух из полости пневмодвигателя Д вытесняется по магистрали 7, 3 через дроссель ДР2 и пневмораспределитель Р2.
В режиме “обучение”
необходимо обеспечить выход в нулевую
точку и обучение робота управляющей
программе. Нулевая точка служит исходной
точкой всех перемещений при повторении
и обучении. Выход в нулевую точку
осуществляется каждый раз после включении
питания, повторного запуска программного
обеспечения и сбоя привода подач.
Перемещение при этом происходит в
последовательности В![]() А/С
X/Z.
Робот может иметь три нулевые точки,
выход в которые показан на рис.6. Положение
нулевой точки зависит от комплектации
робота узлом нулевой точки нулевой
точки.
А/С
X/Z.
Робот может иметь три нулевые точки,
выход в которые показан на рис.6. Положение
нулевой точки зависит от комплектации
робота узлом нулевой точки нулевой
точки.
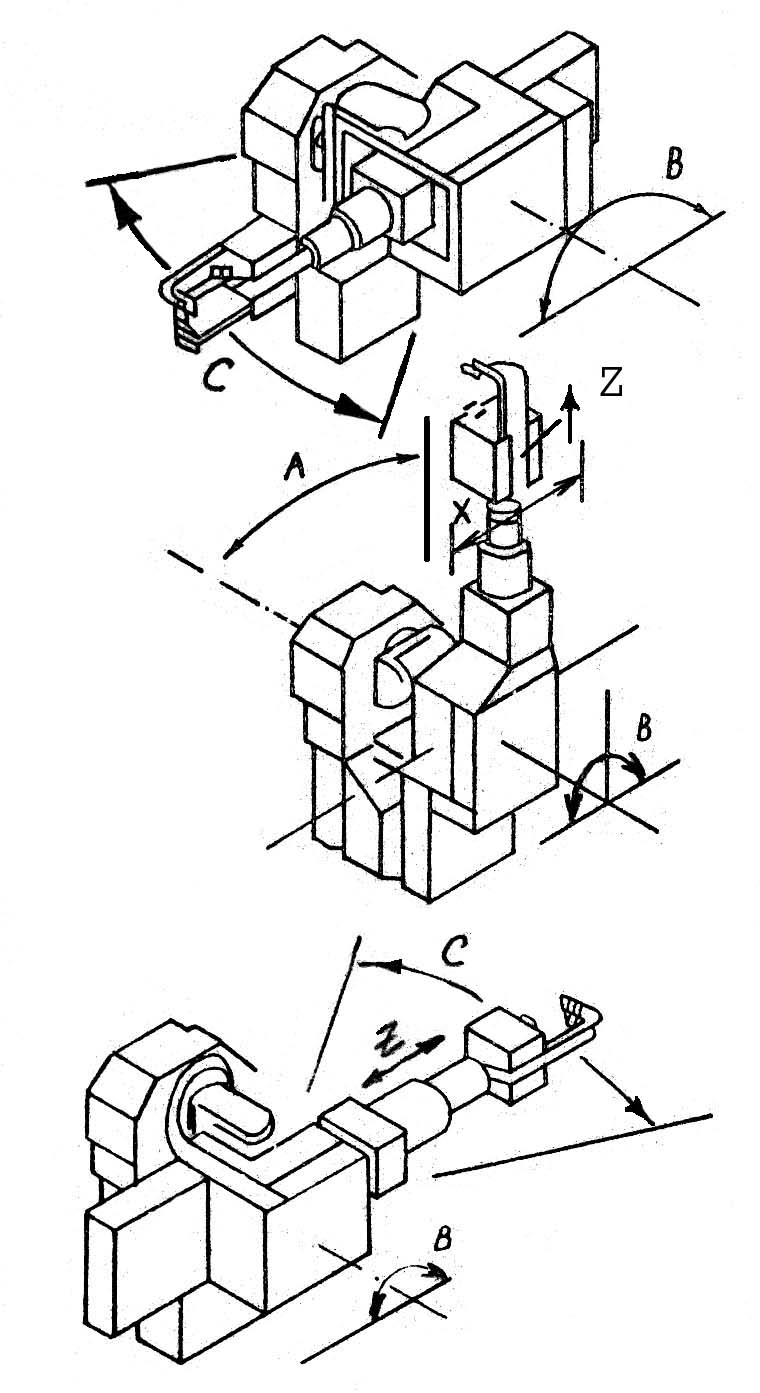
Рис.6. Положение нулевых точек робота
Рис.6. Положение нулевых точек робота
При обучении робот перемещается в необходимую позицию и по командам оператора с пульта обучения данные об этой позиции (точке) заносятся в память устройства программного устройства промышленным роботом. Туда же входят данные о скорости перемещений, которые необходимо выполнить (управление захватом, поворотным блоком и станком).
-
Станок Запрос на обслуживание (пуск робота)
Резание завершено, шпиндель остановлен
![]()
-
Станок Открытие ограждения по команде робота
-
Робот Подвод руки к патрону и зажим детали
-
Станок Разжим патрона по команде робота
-
Станок Разжим патрона по команде робота
-
Робот отвод руки с деталью от станка и
установка на тактовый стол
-
Станок Обдув патрона по команде робота
-
Накопитель Перемещение тележки по команде робота
-
Станок Робот Зажим заготовки и подвод руки к патрону
-
Станок Зажим патрон по команде робота
-
Станок Режим захвата и отвод руки
-
Станок Закрытие ограждения по команде робота
-
Станок Запуск цикла по команде робота
Рис.7. Пример рабочего цикла при замене детали в системе станок - робот
В режиме “Повторение” робот по команде “Пуск” или при поступлении запроса от станка обрабатывает управляющую программу, которая находится в памяти устройства управления. В этом режиме робот осуществляет замену инструмента, деталей, управляет ограждением, патроном, пинолью, тактовым столом и т.д. Пример рабочего цикла при смене детали на токарном станке показан на рисю7. В режиме “Редактирование” проводится стирание, замена или ввод данных в управляющую программу.