

1) Цель и содержание работы;
2) методика и порядок выполнения работы;
3) рисунки соединений заданий;
4) исходные данные к сварным соединениям;
5) выбор способа соединения;
6) выбор марки и типа электрода;
7) выбор разделки; рациональной конструкции сопряжения (задание 4);
8) расчет деформаций (определение площади поперечного шва, определение времени, необходимого для сварки стыка; определение: погонной энергии; укорочение сварного шва после его остывания; кривизны элемента; максимальной стрелы прогиба (полосы)).
7 Вопросы для защиты работы
Назовите основные причины, вызывающие напряжения и деформации при сварке.
От чего зависит величина деформаций и напряжений при сварке?
Какие бывают деформации от сварки?
На что оказывают влияние остаточные сварочные деформации?
Назовите деформации собственно сварных швов.
Какие могут быть деформации от сварки стальных конструкций?
Назовите наиболее часто встречающиеся общие деформации от сварки в строительных стальных конструкциях.
Какими приемами можно уменьшить деформации при сварке?
Расскажите о порядке выполнения работы.
Как определить время, необходимое для наплавления шва длиной в один метр?
Как можно определить погонную энергию процесса наплавления шва?
Как определить укорочение сварного шва после его остывания?
Как определяется кривизна элемента конструкции?
Как можно определить максимальную стрелу прогиба?
Лабораторная работа 4
Дефекты и контроль качества сварных соединений мк
1 Цель и содержание работы
Цель работы ознакомить студентов с исследованием сварных соединений.
Содержание работы: рассмотрение коллекции макро- в микроструктур сварных соединений; ознакомление с устройством металломикроскопа; оформление отчёта.
2 Теоретическое обоснование
Основой задачей металлографического анализа является исследование структуры и дефектов (пороков) основного и наплавленного металла сварного соединения. Металлографические исследования включают в себя макроструктурный и микроструктурный методы исследования металлов.
При макроструктурном методе изучаются макрошлифы и изломы металла.
Макрошлиф – это зашлифованный образец металла, с плоской поверхностью протравленный 25%-ным водным раствором азотной кислоты или раствором щелочи. Шлифы вырезают из сварного шва или пробных пластин. Макроструктуру рассматривают невооруженным глазом либо с помощью лупы. Исследование излома позволяет выявлять такие дефекты, как белые пятна (флокены – дефекты внутреннего строения стали в виде серебристо-белых пятен в изломе или волосовин – на протравленных шлифах. Обусловлены повышенным содержанием водорода в металле)). Излом – является одним из лучших методов выявления этого дефекта. По излому можно судить и о том, где произошло разрушение металла – по зерну или по границам зерен.
Изучение макроструктур визуально или с помощью лупы позволяет выявить границы сварного шва, глубину проплавления, ширину зоны термического влияния, строение металла шва, а также внутренние дефекты: непровары, подрезы, прожоги, наплывы, шлаковые включения, трещины, поры и др.
При микроструктурном методе (микроанализ) исследуется структура и пороки металла с помощью микроскопа, т.е. при более чем 100-кратном увеличении. Поверхность шлифа тщательно полируется до зеркального блеска и протравливается. С помощью микроисследования можно установить качество металла, в том числе обнаружить перегрев металла, наличие окислов по границам зерен, засоренность неметаллическими включениями (оксидами, сульфидами), величину зерен металла, изменение состава металла при сварке, микроскопические трещины, микропоры, непровары и другие дефекты структуры.
Неудовлетворительное формирование шва характеризуется крупной чешуйчатостью, неравномерной шириной и высотой шва, наличием наплавов и прожогов, а также незаверенных кратеров.
Подрезы – это углубления (канавки) в месте перехода основного металла к металлу сварного шва (рисунок 4.1а). Подрезы – опасные дефекты, которые могут привести к выходу из строя сварное изделие.
Подрезы устраняются наплавкой тонких (ниточных) швов электродами малых диаметров.
Прожоги (рисунок 4.1б) образуются в результате большой величины сварочного тока, из-за малого притупления кромок свариваемого изделия, большого зазора между свариваемыми кромками, а также при неравномерной скорости сварки. Прожоги являются недопустимыми дефектами и подлежат исправлению.
Непровары – это несплавление между отдельными валиками, основным и наплавленным металлом и незаполненное металлом расчетного сечения шва (рисунок 4.1в). При V-образной разделке кромок могут быть непровары в корке стыковых швов, а при Х-образной разделке – в центре шва. Непровары могут быть также в стыковых и угловых швах и могут стать причиной разрушения конструкции в результате повышенных концентраций напряжений и уменьшения площадки поперечного сечения металла шва.
Трещины (рисунок 4.1г) являются наиболее опасными дефектами. Возникновение трещин связано с химическим составом основного и наплавленного металла, а также со скоростью охлаждения сварного соединения и с жесткостью свариваемого контура.
Трещины, образовавшиеся в процессе сварки, называются горячими, а после охлаждения металла – холодными.
Трещины снижают статическую, динамическую и вибрационную прочность конструкции. В результате динамических нагрузок трещины быстро развиваются (увеличиваются в размере) и приводят к разрушению конструкции. На образование трещин влияет температура окружающей среды (чем ниже температура окружающей среды, тем больше вероятность образования трещин). При сварке низкоуглеродистых сталей трещины встречаются редко.
Газовые поры (рисунок 4.1д) образуются в шве вследствие перенасыщения расплавленного металла сварочной ванны газами. Поры могут быть внутренними, не выходящими на поверхность сварного шва, и наружными, выходящими на поверхность шва. Они могут быть одиночными либо располагаться цепочкой.
Появление пор в сварном изделии снижает механические свойства наплавленного металла (ударную вязкость, угол загиба, предел прочности) и нарушает герметичность изделия.
Неметаллические включения представляют собой загрязнение металла. Это чаще всего шлаки, не успевшие всплыть на поверхность металла в процессе кристаллизации. Неметаллические включения уменьшают рабочие сечения шва и приводят к понижению прочности сварного соединения.




к)
л)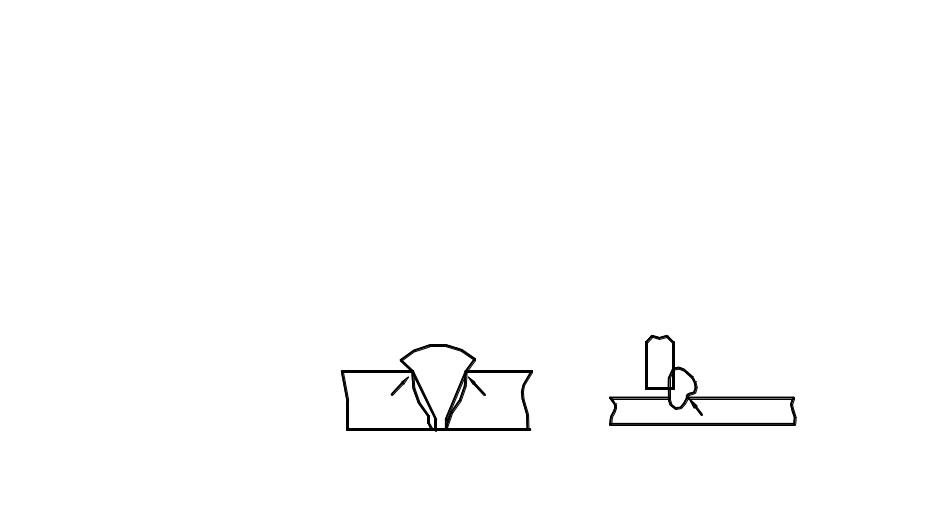











н)
м)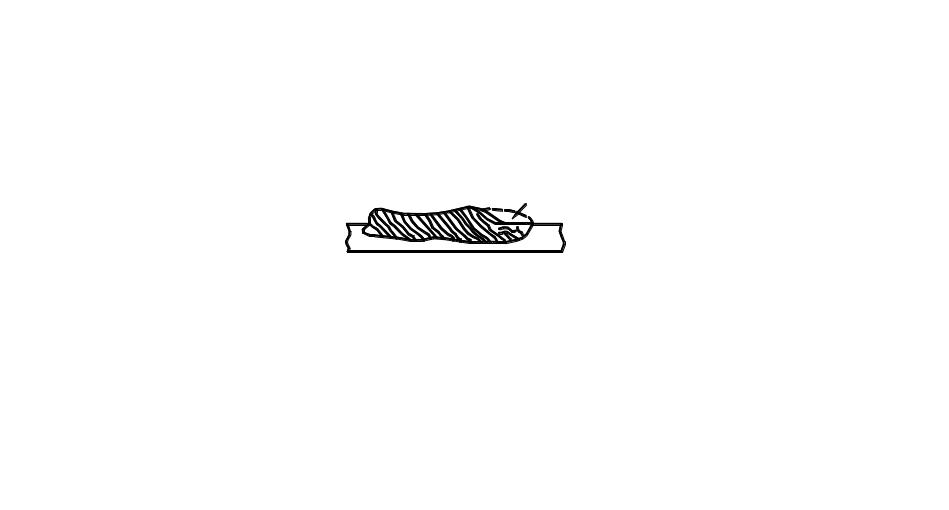



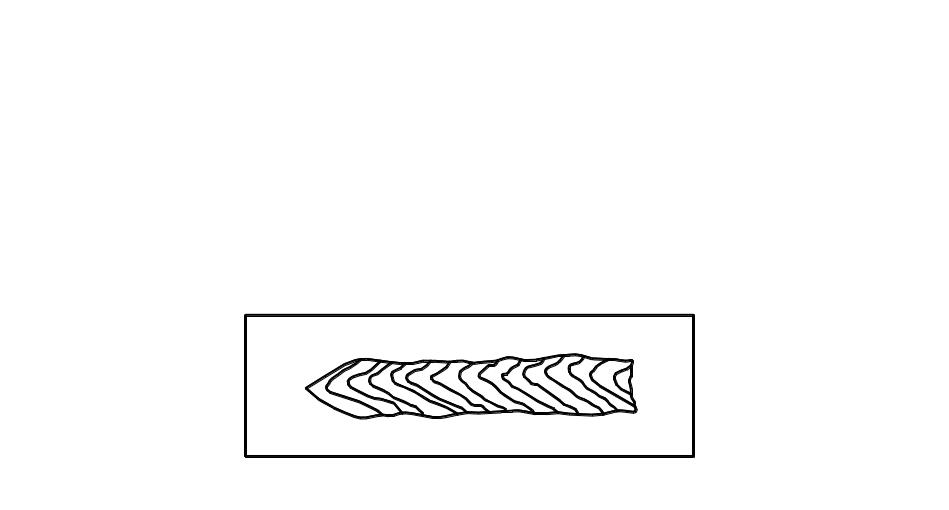
Рисунок 4.1 – Дефекты сварных соединений (стрелками указан дефект): а – подрезы (большой ток, неправильный наклон электрода); б – прожоги (большой ток, большой зазор, отсутствие кромки притупления); в – непровар (малая величина тока); г – трещины внутренние и поверхностные (несоблюдение технологии сварки); д – поры внутренние и выходящие на поверхность (сырые электроды, недостаточная зачистка места сварки); е – неравномерное перемещение электрода; ж – задержка дуги на одном месте; з – малый зазор, большая кромка притупления; и – невыдержанные размеры шва по ширине и высоте (несоблюдение технологии сварки); к – наплывы и натеки (малый ток, задержка дуги на одном месте, неправильный наклон электрода); л – шлаковые включения наружные и внутренние (неправильное перемешивание сварочной ванны, недостаточная зачистка промежуточных швов); м – незаваренные кратеры (неправильный обрыв дуги); н – крупночашуйчатость (большой ток)
57
3. Аппаратура и материалы
Коллекция сварных соединений 1 комплект
Металломикроскопы 8 шт.
Лупа 8 шт.
Указания по технике безопасности
К выполнению лабораторных работ допускаются только студенты, прошедшие инструктаж по технике безопасности. Зона выполнения лабораторных работ должна быть изолирована от учебной зоны аудитории. Нахождение посторонних лиц в рабочий зоне запрещается.
Необходимо изучить и соблюдать инструкцию по технике безопасности при работе с металлографическим микроскопом.
При проведении работ должно быть смешанное освещение, то есть естественное и искусственное, что обеспечивает освещенность зоны работ в соответствии с требованиями СНиП.
Методика и порядок выполнения работ
Рассмотрение сварных соединений производится на подготовленных заранее шлифах.
Для изучения микроструктуры сварных соединений применяются металлографические микроскопы. Оптическая схема хода лучей в микроскопе МИМ – 6 представлена на рисунке 4.2.
Макроструктуры сварных соединений рассматриваются невооруженным глазом или при помощи лупы с 5- или 10- кратным увеличением.
Микроструктуры рассматриваются на микроскопе при увеличениях 100 – 300 раз.

Рисунок 4.2 – Оптическая схема хода лучей в микроскопе МИМ – 6: 1 – микрошлиф; 2 – источник света; 3 – прозрачная пластина; 4 – объектив; 5 – призма; 6 – окуляр; 7 – предметный столик
Исследуемый шлиф помещается на предметный столик подготовленной поверхностью вниз. Грубую наводку на фокус производят подниманием или опусканием предметного столика посредством специального винта, наблюдая при этом в окуляр за четкостью изображения. Точную наводку на фокус осуществляют вращением микрометрического винта. Передвижение предметного столика со шлифом осуществляется при помощи двух винтов.
Работа выполняется в следующем порядке:
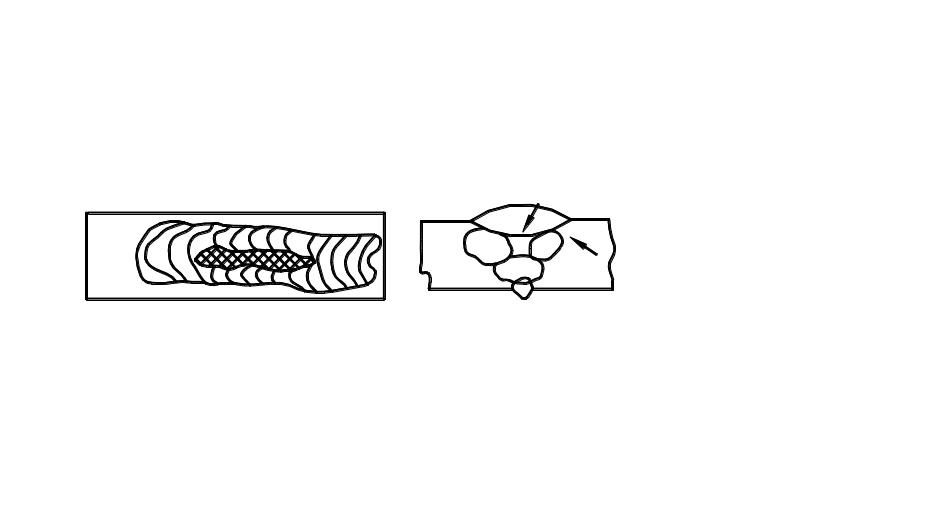
1. Ознакомиться с макроструктурой сварного шва стыкового соединения с V-образной разделкой, выполненного другой сваркой (образец №1), и макроструктурами наплавок валика на поверхность листа, выполненных дуговой (образец №2) и газовой (образец №3) сваркой.
Зарисовать сечение шва, определить глубину проплавления и отметить имеющиеся дефекты сварки.
2. На микроскопе рассмотреть микроструктуру образцов 1, 2, 3. Описать и зарисовать структуру наиболее характерных участков сварного соединения: шва, зоны перегрева, зоны нормализации, основного материала.
Ознакомиться с макроструктурой сварного шва низкоуглеродистой стали С235 толщиной 85 мм (шлиф №4), выполненного электрошлаковой сваркой. Соединение встык. Видны кристаллизационные слои в литом металле шва. Структура не видна, т.к. соединение было нормализовано. Обратить внимание на качество и чистоту литого металла шва по сравнению с основным металлом (прокат).
Ознакомиться с внешним видом стыкового соединения алюминия со сталью, выполненного дуговой сваркой, угольным электродом, с применением флюса (ZnCl+NaCl+CaF+KF).
Ознакомиться с внешним видом, структурой и характерными особенностями сварных соединений, выполненных различными видами сварки (контактная, в среде защитных газов, холодная сварка и др.).
6 Содержание отчета и его форма
В отчете зарисовываются сварные соединения.
Производится описание дефектов, видимых на шлифах, причины их образования, возможные способы исправления. Дается заключение о качестве сварки по внешнему виду.
Производятся описание и зарисовка зоны термического влияния шлифа №3.
Вопросы для защиты работы
Назовите основную задачу металлографического анализа.
Что изучает макроструктурный метод исследования металла?
Что называют макрошлифом?
Как можно изучить макроструктуру?
Что позволяет выявить изучение излома металла и макроструктуры шлифа?
Каким прибором пользуются для изучения микроструктуры сварных соединений?
Расскажите о последовательности работ при исследовании шлифа под микроскопом.
Что можно установить с помощью микроисследования сварного шва?
Перечислите дефекты сварных швов и причины их образования.
Расскажите о порядке выполнения работы.
Список рекомендуемой литературы
Основная
1. Металлические конструкции. В 3 т. Т. 1. Элементы конструкций: Учеб. для строит. вузов / В. В. Горев, Б. Ю. Уваров, В. В. Филиппов и др.; Под ред. В. В. Горев. – 2-е изд., перераб. и доп. – М.: Высш. шк., 2001. – 551с.
Дополнительная
2. Сварка строительных металлоконструкций. Учебник для вузов / В. М. Рыбаков, Ю. В. Ширшов, Д. М. Чернавский и др. – М.: Стройиздат. 1993. – 268 с.
Симоненков В. В. Сварочные работы при изготовлении строительных конструкций, – М.: Стройиздат, 1990 г.
Николаев Г. А., Куркин С. А., Винокуров В. А. Сварные конструкции. Прочность сварных соединений и деформации конструкций: Учеб. пособие. – М.: Высш. школа, 1982. – 272 с.
Технология металлов и сварка. Учеб. для вузов / Полухин П. И., Гринберг Б. Г., Жадан В. Т., Кантеник С. К., Васильев Д. И.; под ред. Полухина П. И.. – М.: Высш. школа, 1977. – 464 с.
Сахновский М. М. Технологичность строительных сварных стальных конструкций /– 3-е изд., перераб. и доп. – Киев: Будiвельник, 1980. – 264с.
Николаев Г. А. Расчет. Проектирование и изготовление сварных конструкций. Учеб. пособие для машиностроит. вузов. – М.: Высш. школа, 1971. – 760 с.
Белов А. Д. Методические указания к лабораторным работам по курсу «Металлические конструкции, включая технологию сварки». – Л.: ЛИСИ, 1976, 1977.

