

3.3. Метод неполной взаимозаменяемости
Сущность метода заключается в том, что на детали (составляющие звенья размерной цепи) назначают экономически целесообразные допуски. Возможный риск появления брака в обеспечении точности замыкающего звена оценивается заранее по величине коэффициента взаимозаменяемости.
 (3.7)
(3.7)
где Тi′ – экономически целесообразные допуски составляющих звеньев.
При решении проектных задач допуск замыкающего звена Т∑ можно распределить между составляющими звеньями теми же способами, как и при обеспечении полной взаимозаменяемости. Если распределение осуществляется способом равных допусков, то
![]() .
(3.8)
.
(3.8)
Число единиц допуска по способу одного квалитета рассчитывается по формуле:
 (3.9)
(3.9)
Задание 3.2
По условиям задания 3.1 (рис.2.1) методом неполной взаимозаменяемости установить допуски и предельные отклонения на размеры составляющих звеньев размерной цепи. Оценить возможное количество некондиционных по величине зазора изделий, если на сборку поступило 200 комплектов деталей.
Решение
По формуле 3.9, допуская, что K∑ = 1; Ki = 1,2, определим число единиц допуска
![]()
Согласно таблице 3.2 размеры звеньев могут быть выполнены с точностью по 12-му квалитету, которому соответствует a = 160, следовательно, A1 = 40-0,25 мм, А3 = 44+0,25 мм.
Допуск на размер А3 определим, преобразуя к рассматриваемому случаю формулу 2.11.
![]()
По формуле 2.6 определим координаты средины поля допуска на размер А3
![]()
Верхнее и нижнее отклонения (формула 2.8, 2.9)
![]()
Коэффициент взаимозаменяемости (формула 3.7)
![]()
Согласно таблице 3.3 риск появления некондиции составляет 6%, а, следовательно, лишь 12 изделий из 200 потребуют последующей доработки.
Таблица 3.3
Коэффициент η взаимозаменяемости |
1,00 |
0,90 |
0,86 |
0,78 |
0,68 |
0,63 |
0,58 |
0,53 |
0,33 |
Процент риска |
0,27 |
0,60 |
1,00 |
2,00 |
4,00 |
6,00 |
8,00 |
10,00 |
33,00 |
3.4. Метод подбора деталей
При реализации данного метода детали изготавливаются с экономически приемлемыми допусками, а точность сборки обеспечивается входным контролем действительных размеров деталей, сортировкой деталей на группы, формированием сборочных комплектов, в которых размеры составляющих звеньев соответствуют условию полной взаимозаменяемости. Этот метод используют для достижения высокой точности малозвенных размерных цепей в серийном и массовом производстве.
Для трехзвенной размерной цепи сопряжения «вал – втулка» замыкающим звеном является посадка (на рис.3.1 – зазор ∆).
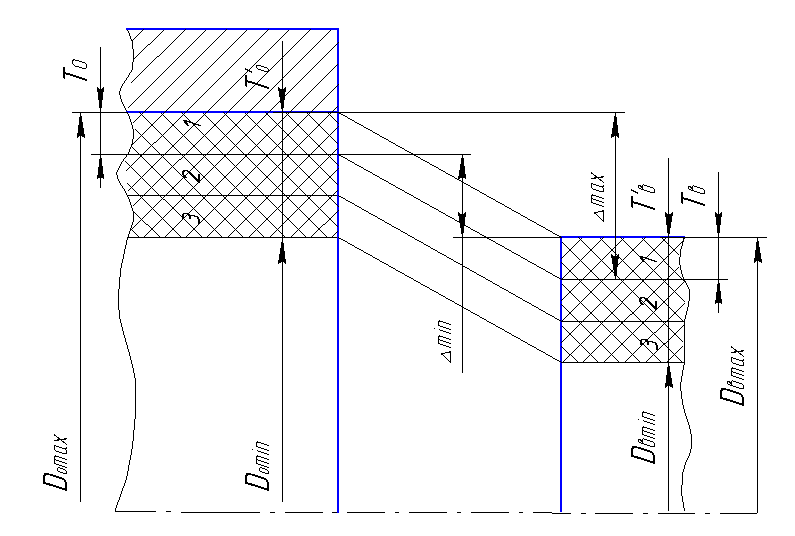
Рис.3.1.
Для достижения требуемой посадки допуски вала и отверстия втулки должны соответствовать
![]()
Так как расчетные
допуски трудно достижимы в производственных
условиях, то их необходимо увеличить в
m
раз для получения экономически
целесообразных допусков Тo'
и Тв',
т.е.
![]() При этом производственные допуски
замыкающего звена увеличиваются во
столько же раз, т.е.
При этом производственные допуски
замыкающего звена увеличиваются во
столько же раз, т.е.
![]()
Число групп, на которое необходимо рассортировать валы и втулки, также m (на рис. 3.1 m = 3).
Предельные отклонения DO и DB для каждой i-той группы определяются в соответствии со схемой рис. 3.1 с учетом типа составляющего звена (втулка – увеличивающее, вал – уменьшающее звено) и взаимосвязи координат средин полей допусков звеньев
![]()
Задание 3.3
Обеспечить методом подбора требуемый размер А∑ = 0+0,3 (рис. 2.1), если составляющие звенья А1 = 40 мм, А2 = 44 мм, А3 = 4 мм поступают на сборку с производственными допусками Т1 = 0,3 мм, Т2 = 0,3 мм, Т3 = 0,1 мм.
Решение
Поскольку для исходного уравнения А∑ = А2 – (А1 + А3) выполняется условие
![]()
т.е. Т2 = Т1 + Т3 = 0,3 мм,
то
производственный допуск
![]() мм.
мм.
Число групп, на которые будут рассортированы детали,

Следовательно,
для всех звеньев
![]()
Назначим следующие
предельные отклонения для увеличивающего
звена А2:
![]() мм;
мм;
![]() (для рассматриваемого случая ∆∑
= ∆2
– ∆1
– ∆3).
Тогда координата средины поля допуска
∆2 =
0,075 мм.
(для рассматриваемого случая ∆∑
= ∆2
– ∆1
– ∆3).
Тогда координата средины поля допуска
∆2 =
0,075 мм.
Используя формулу 2.6, подберем ∆2 и ∆3. Допуская соотношение 0,15 = 0,075 – (-0,05 – 0,025), получим ∆1 = -0,05 мм; ∆3 = -0,025 мм.
По формулам 2.8 и 2.9 предельные отклонения звеньев А1, А2 и А3 для второй группы взаимозаменяемых деталей приведены в таблице 3.4.
Таблица 3.4
№ группы |
Предельные отклонения звеньев |
|||||
А1 |
А2 |
А3 |
||||
|
|
|
|
|
|
|
1 |
0 |
- 0,1 |
0,15 |
0 |
0 |
- 0,05 |
2 |
0,1 |
0 |
0,3 |
0,15 |
0,05 |
0 |