1.5. Характеристика інструмента
При виборі ріжучого інструмента необхідно прагнути обирати стандартний інструмент, але, коли доцільно, треба використовувати спеціальний, комбінований, фасонний інструмент, що дозволить поєднувати обробку кількох поверхонь.
Правильний вибір ріжучої частини інструмента має значення підвищення продуктивності та зниження собівартості обробки.
1.5.1. Токарні різці
Різець складається з головки 2 (робочої частини) та стрижня 1, що служить для закріплення різця. Передньою поверхнею 8 різця називають поверхню, якою сходить стружка. Задні (головна 3 та допоміжна 4) поверхні звернені до оброблюваної заготовки. Головна різальна кромка 7 виконує основну роботу різання. Вона утворюється перетинанням передньої та головної задньої поверхні різця. Допоміжна різальна кромка 6 утворюється перетинанням передньої та допоміжної задньої поверхонь. Місце перетинання головної та допоміжної різальних кромок називають вершиною 5 різця.
Рис. 1.5.1. Елементи різця:
1 — стрижень; 2 — головка;
3 — головна
задня поверхня;
4 — допоміжна задня
поверхня;
5 — вершина;
6 — допоміжна
різальна кромка;
7 — головна різальна
кромка;
8 — передня поверхня

Розрізняють також різці чорнові та чистові.
Залежно від положення різальної кромки різці поділяються на праві й ліві. Правий різець використовується для подачі справа наліво (від задньої бабки токарного верстата до передньої), а лівий — для подачі зліва направо.
Рис. 1.5.2. Види різців залежно від напрямку
руху подачі:
а — лівий;
б — правий

За конструкцією різці можуть бути суцільні, тобто виконані з одного металу, і складені. Державка складених різців виготовляється з конструкційної сталі, а робоча частина — з інструментального матеріалу, її до державки приварюють, напаюють або механічно притискують.
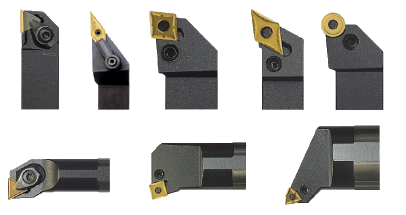
Рис. 1.5..3. Токарні різці з механічним кріпленням непереточуваних багатолезових різальних пластин
Для підрізання торця та фасок я використовую правий прохідний відігнутий різець. Матеріал робочої частини – пластини – твердий сплав Т15К6; матеріал державки різця – сталь 45. Розміри відповідають стандарту, тобто приймаємо ВхН=16х25 мм. Довжина різця 150 мм. Геометричні параметри φ=450; φ1=100; γ=150; ά=120; r=1 мм; f=0.6 мм; γf=-50; λ=0.
Центрувальне свердло, матеріал робочої частини швидкорізальна сталь Р6М5. Тип А, Ø 3 мм, L=7.5 мм, l=3.6 мм, 2φ=1180.
При чистовій обробці я буду використовувати такий ріжучий інструмент:
Прохідний упорний правий різець із твердосплавною пластинкою Т15К6, державка – сталь 45, НВ = 1625, довжиною 140 мм φ=900, γ=150, λ=00.
Для виконання галтелей використаю фасонний різець з радіусною канавкою R<15 мм.
1.5.2. Свердла
Конструктивно свердла поділяють на спіральні; з прямими канавками; перові; для глибоких отворів; для кільцевого свердління; центрувальні; спеціальні комбіновані. Конструктивні елементи свердла (рис. 1.5.3.): діаметр D свердла; кут 2φ різальної частини; кут ω нахилу гвинтової канавки, передній кут γ; задній кут α; кут φ різання; ширина стрічечки, довжина робочої частини; загальна довжина. У залежності від діаметра свердло може мати як циліндричний, так і конічний хвостовик для кріплення свердла в патроні або в шпинделі верстата. Для отримання точніших отворів застосовують зенкери та розгортки.

Рис. 1.5.3. Конструкція та геометричні елементи свердла:
1 — різальна частина;
2 — задня поверхня;
3 — передня поверхня;
4 — хвостовик;
5 — робоча частина;
6 — шийка
Для свердління я використовую спіральне свердло Ø 9 мм, і Ø 14 мм , матеріал робочої частини Р6М5, 2φ=1180,ά=120, ψ=500.
Конструктивно свердла поділяють на спіральні; з прямими канавками; перові; для глибоких отворів; для кільцевого свердління; центрувальні; спеціальні комбіновані. Конструктивні елементи свердла (рис. 1.5.3.): діаметр D свердла; кут 2φ різальної частини; кут ω нахилу гвинтової канавки, передній кут γ; задній кут α; кут φ різання; ширина стрічечки, довжина робочої частини; загальна довжина. У залежності від діаметра свердло може мати як циліндричний, так і конічний хвостовик для кріплення свердла в патроні або в шпинделі верстата. Для отримання точніших отворів застосовують зенкери та розгортки.
Рис. 1.5.3. Конструкція та геометричні елементи свердла:
1 — різальна частина; 2 — задня поверхня; 3 — передня поверхня;
4 — хвостовик; 5 — робоча частина; 6 — шийка
Для обробки отворів фланцю я використовую свердла 9, 20, 45, зенківка 14 (рис.1.5.4).


Рис. 1.5.4. Свердла та зенківки
Напилок
Для слюсарної обробки я використаю напилок, зачищу задирки, притуплю гострі кромки (рис.1.5.5).
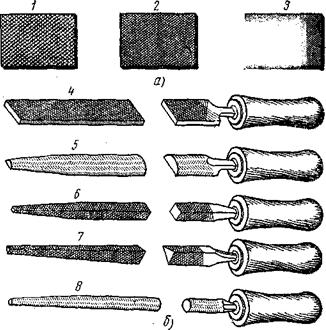
Рис.1.5.5. Напилки
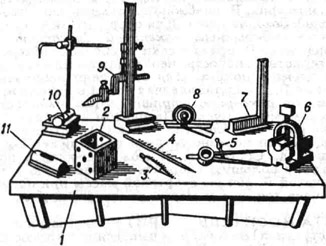
Для розмітки отворів під кріплення мені знадобиться розміточна плита та комплект інструменту для розмітки (рис.1.4.5): лінійка, чертилка, кернер.
Рис.1.4.5. Розміточна плита та розміточний
інструмент