

3.4 Анализ и расчет надежности и расчёт риска объекта методом «дерева неисправностей» и «дерева рисков»
Проводится на основе анализа причинно-следственных связей «дерева неисправностей» с последующим расчётом вероятности отказа, вероятности безотказной работы объекта и риска.
Для определения причин возникновения отказов на производственном оборудовании применяется метод «дерева неисправностей». Метод заключается в построении и анализе модели надежности, представляющей собой логико-вероятностную модель причинно-следственных связей отказов объекта с отказами его элементов и другими событиями.
Последовательность построения «дерева неисправностей» описана в п. 7.4.7 и состоит в осуществлении анализа сверху вниз. Для наглядного представления причинной взаимосвязи с помощью «дерева неисправностей» используется два типа элементарных блоков: логические символы и символы событий. Логические символы связывают события в соответствии с их причинными взаимосвязями. Обозначение их приведено в табл. 3.1. Символы событий даны в табл. 3.2.
3.4.1. Расчетные формулы
На рисунке 3.4. приведена иллюстрация использования при работе логического символа «И».
При расчетах вероятности события,
объединенные условием «И»,
перемножаются. Вероятность события А
в зависимости от исходных событий 1,
2,…, n, вероятности которых
Р1,
Р2,…,Рn
(рис. 3.4.), будет определяться по формуле
РА
= Р1
Р2
…
Рn
=
![]() (3.8)
(3.8)

Рис. 3.5 Применение логического
символа «И»
Вероятность события А в зависимости
от исходных событий, соединенных
символом «ИЛИ» (рис. 3.5), определяется
по формуле
В частности, при n=2
выражение (3.9.) преобразуется к виду
РА
= Р1
+ Р2
- Р1
Р2
,
при n=3
- к виду
РА
= Р1
+ Р2
+ Р3
- Р1Р2-
Р1Р3-
Р2Р2
+
+Р1Р2Р3.
![]() (3.9.)
(3.9.)
Рис. 3.6 Применение логиче
ского символа «ИЛИ».
Приведен пример анализа надежности станка сверлильно-расточной группы, выполненный согласно предлагаемой методике (см. п. 3.4.7). Для получения более полного представления о системе «станок» необходимо пользоваться его описанием.
Устройство и принцип работы всех типов металлообрабатыващих станков (токарных, фрезерных, строгальных, шлифовальных и других практически не имеют различий. Они различаются по назначению, конструкциям, размерам и т.д. В состав технической системы «станок» входят механическая, электрическая, могут входить гидравлическая, пневматическая подсистемы, а также система управления. Для анализа надежности других станков можно пользоваться приведенным примером.
3.4.2 Описание системы «станок сверлильно-расточной группы»
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезания дисков из листового материала и т. д. Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами. Существуют следующие типы универсальных сверлильных станков.
Одношпиндельные настольно-сверлильные станки используются для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяются преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей предусмотрено перемещение заготовки относительно инструмента.
Радиально-сверлильные станки используются для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
Горизонтально - сверлильные станки предназначены для глубокого сверления.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Вертикально-сверлильный станок 2Н135
На станине 1 вертикально-сверлильного станка (рис 3.7) размещены основные части станка. Станина имеет вертикальные направляющие, по которым перемещаются стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача – штурвалом 5. Глубину обработки контролируют по лимбу 6. В нише размещены электрооборудование и противовес. В некоторых станках электрооборудование выносят в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. Стол 9 станка перемещают по направляющим с помощью винтового механизма маховичком 10. Охлаждающая жидкость подается электронасосом по шлагу 8.
Технические характеристики станка
Таблица 3.2
-
Конус шпинделя……………………………………. Морзе №4
Наибольшее осевое перемещение шпинделя, мм….........250
Вылет шпинделя, мм…………………………………… 300
Расстояние от конца шпинделя до стола, мм………….. 30-750
Частота вращения шпинделя, мин-1…………………….. 31,5-1400
Число частот вращения шпинделя……………………… 12
Подача, мм/об…………………………………………… 0,1-1,2
Число подач……………………………………………… 9
Мощность электродвигателя главного движения, кВт 4,5
Частота вращения вала электродвигателя, мин-1……… 1450
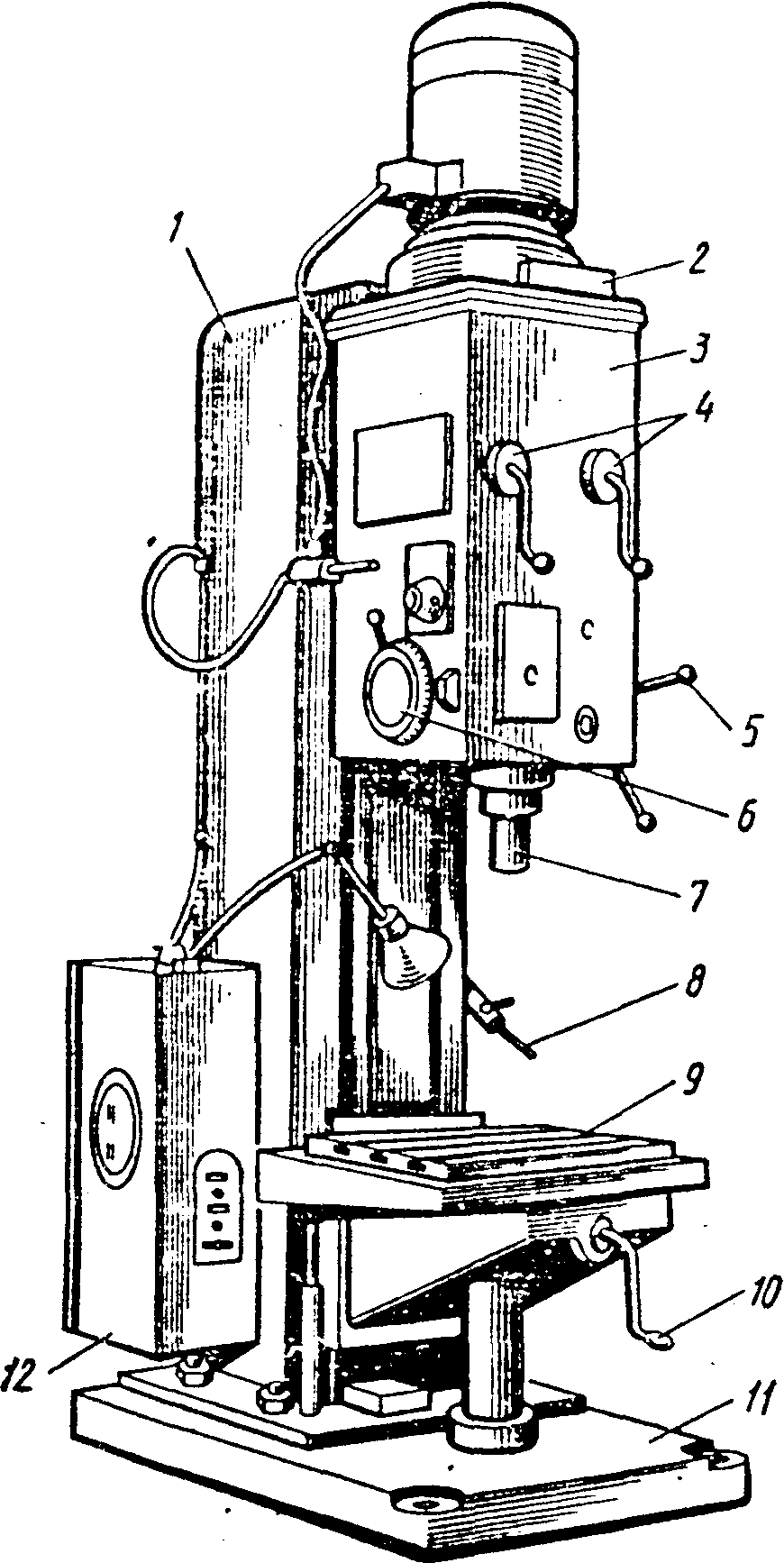
Рис 3.7 Общий вид вертикально-сверлильного станка 2Н135
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы широко унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Движения в станке (рис. 3.8). Главное движение (вращение шпинделя)
осуществляется от вертикально
расположенного электродвигателя
М(N=4,5) кВт; n=1450
мин-1) через зубчатую передачу
![]() и коробку скоростей.
и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения шпинделя. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
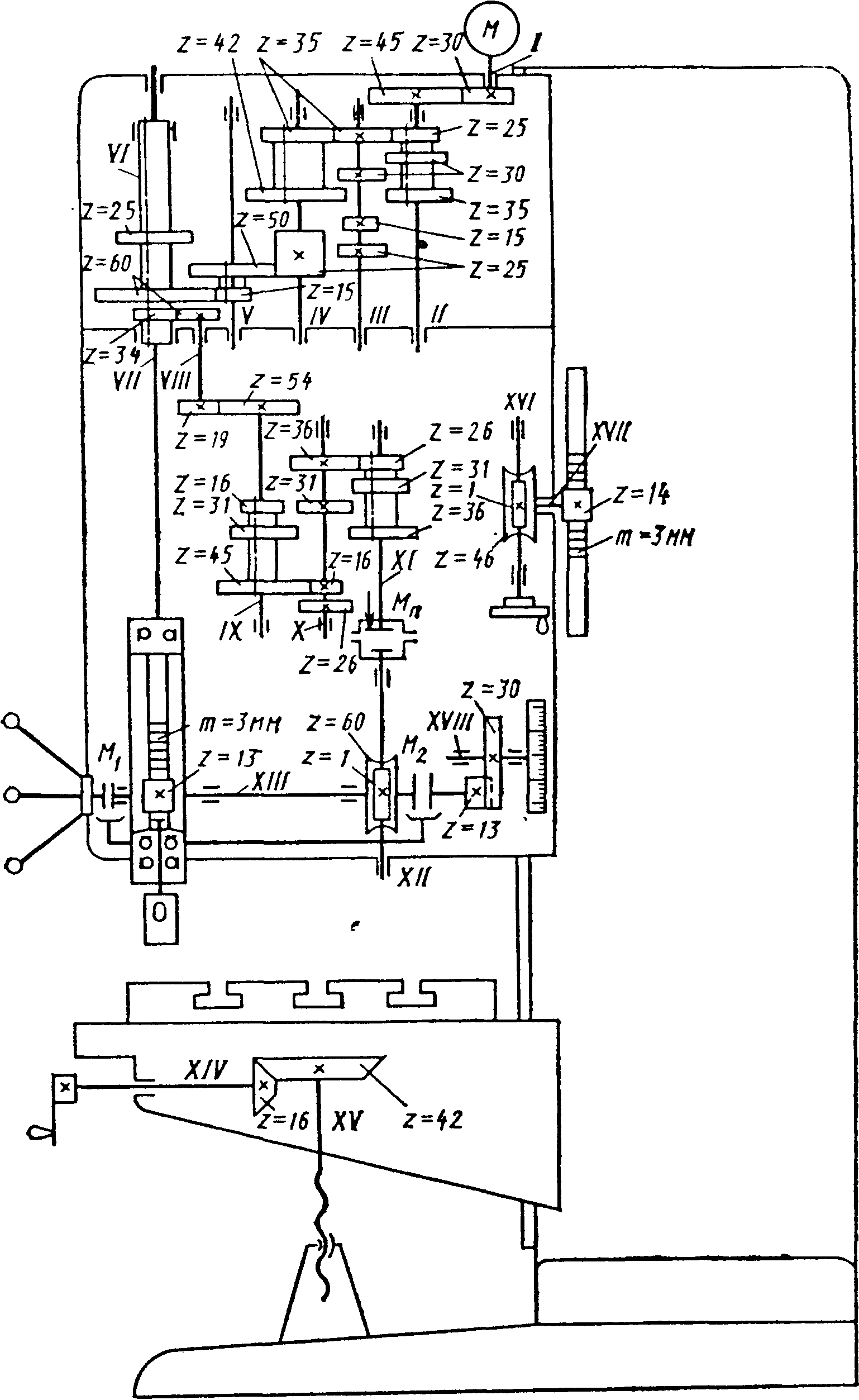
Рис.3.8 Кинематическая схема станка 2Н135
Уравнение кинематической цепи для максимальной частоты вращения шпинделя:
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (г = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Технические характеристики станка
Таблица 3.3
Наибольший диаметр сверления, мм………………… 50 |
Конус шпинделя …………………………………………. Морзе № 5 |
Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм ………………………………………… 375—1600 |
Частота вращения шпинделя, мин-1…………….. 20 – 2000 |
Подача, мм/об……………………………………. 0,056—2,5 |
Мощность электродвигателя главного движения, кВт…… 4 |
Масса, кг ………………………………………………………4700 |
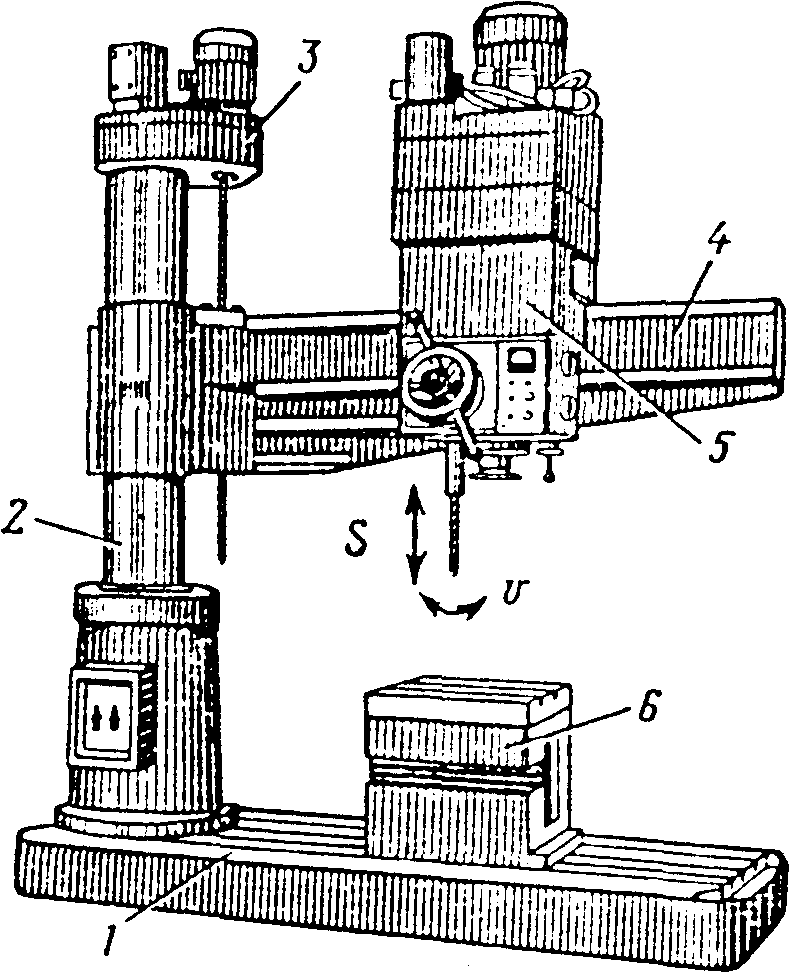
Рис. 3.9 Общий вид радиально-сверлильного станка 2М55
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Электрическая принципиальная схема радиально-сверлильного станка модели 2м55
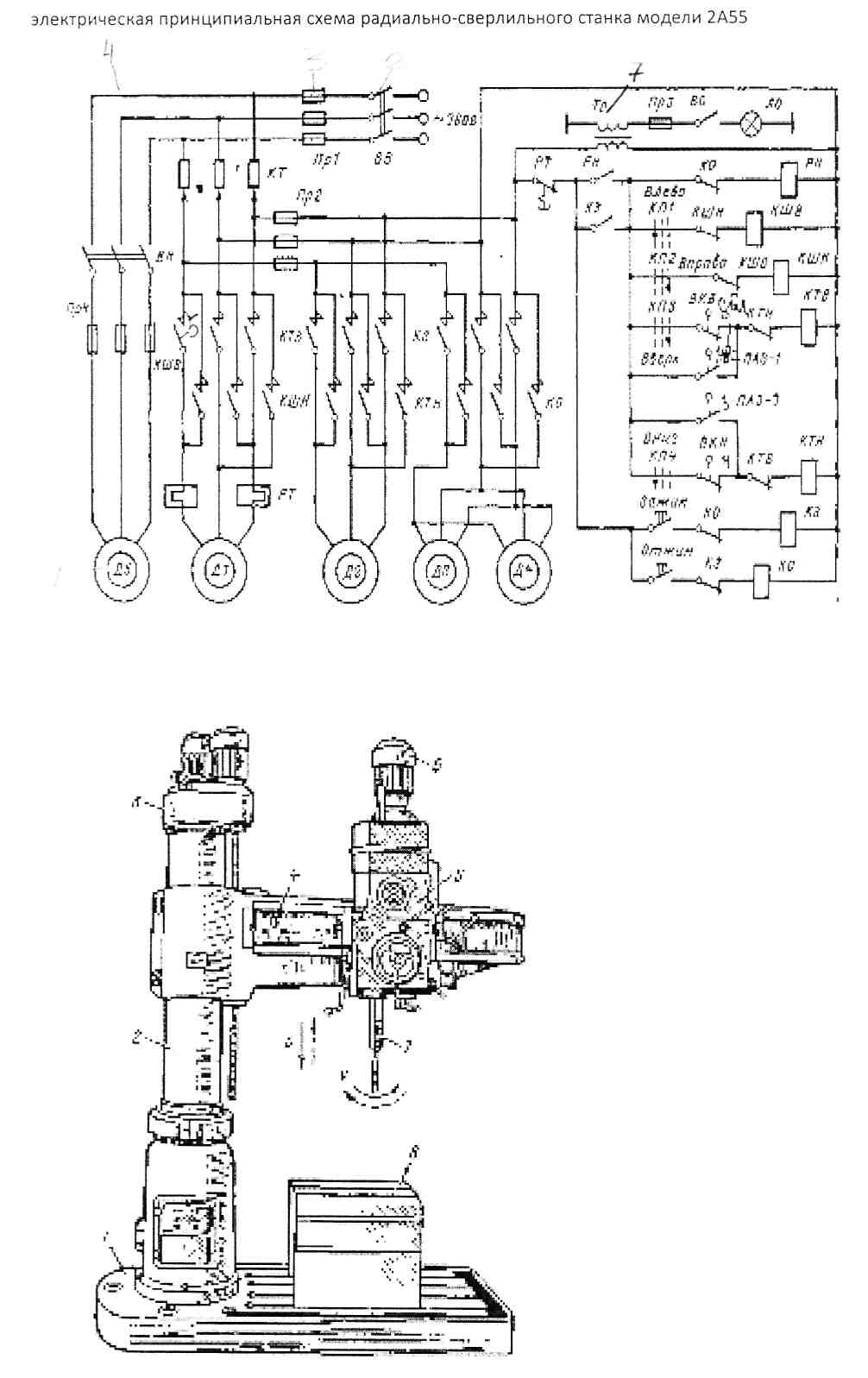 Рис.
3.10. Схема электрическая принципиальная
радиально-сверлильного станка модели
2М55
Рис.
3.10. Схема электрическая принципиальная
радиально-сверлильного станка модели
2М55