


Содержание
Задание 4
Введение 5
1.1. Выбор оборудования 6
1.2. Определение затрат на выпуск асинхронного двигателя 7
Список использованной литературы 17
Задание:
Основные параметры электродвигателя Siemens 1LA7166-4AA:
Мощность: P = 15 кВт;
Синхронная частота вращения: n = 1460 об/мин;
Напряжение: U = 230/380 B;
Частота питающей сети:
![]()
КПД: η = 90%
Коэффициент мощности: cos φ = 0,84
Рыночная стоимость 12500 руб.
Введение
В современном мире обоснование экономической эффективности продукции является основным фактором при определении необходимости ее производства.
В процессе проектирования электрических машин и их дальнейшего производства возникает необходимость экономического обоснования эффективности их работы. Особенно это важно при модернизации действующих электрических машин.
В процессе выполнения данного расчёта будут проведены организационно - экономические расчеты, которые должны выполняться при проектировании новых электрических машин. В его процессе использованы цены, показатели и коэффициенты, действующие на момент выполнения расчета.
Технологическая последовательность операций при изготовлении асинхронного двигателя с короткозамкнутым ротором. Схема производства приведена на рисунке 1.
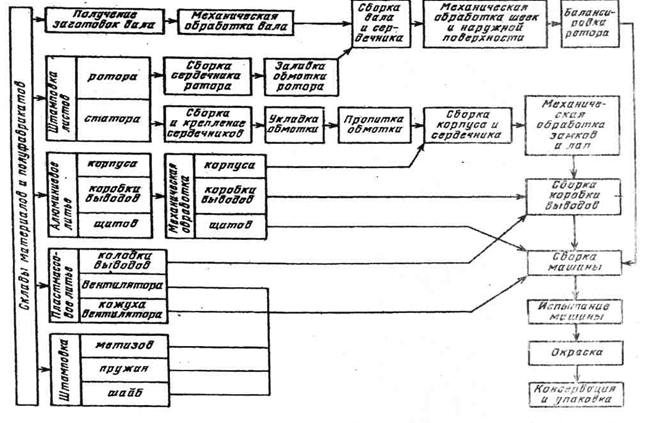
Рисунок 1 – Схема производства асинхронного электродвигателя с короткозамкнутым ротором
1.1 Выбор оборудования
В таблице 1 приведено оборудование для производства асинхронного двигателя
Таблица 1 – Перечень оборудования
Позиция |
Операция |
Марка оборудования |
Количество оборудования |
Цена за шт., тыс. руб. |
Стоимость оборудова- ния, тыс. руб. |
Коэффициент загрузки |
Площадь, занимаемая станком, м2 |
Мощность, кВт |
|
1 |
Отливка станин, подшипниковых щитов |
Полуавтоматическая установка ПЛУ-300 |
2 |
825 |
1 650 |
0,86 |
15,4 |
25,0 |
|
2 |
Отливка вентилятора из легких сплавов |
Полуавтоматическая установка ПЛУ-200 |
2 |
528 |
1 056 |
0,55 |
12,3 |
25,0 |
|
3 |
Горячая штамповка подъемных колец, крупных болтов и деталей, ковка заготовок для ступенчатых валов и втулок |
Гидравлический молот ПМ30 |
1 |
954 |
954 |
0,71 |
5,61 |
50,0 |
|
4 |
Станок для заточки пуансонов к координатно-пробивным прессам |
П-850Р |
1 |
230 |
230 |
0,68 |
5,00 |
1,0 |
|
5 |
Фрезерование шпоночного паза |
Обрабатывающий фрезерный центр VDL-500 |
1 |
1 750 |
1 750 |
0,91 |
3,89 |
20,0 |
|
6 |
Токарная обработка наружных и внутренних поверхностей вала |
Токарный станок с ЧПУ CKE6150Z |
6 |
1 459 |
8 754 |
0,84 |
6,70 |
8,0 |
|
7 |
Наружнее и внутреннее шлифование вала, торцевых поверхностей |
Круглошлифовальный станок полуавтоматический MB1420A500 |
2 |
858 |
1 716 |
0,76 |
3,84 |
5,0 |
|
8 |
Обработка на автоматах винтов, болтов, гаек из пруткового материала |
Токарно-револьверный станок |
1 |
390 |
390 |
0,66 |
4,30 |
2,0 |
|
9 |
Раскройка листов электротехнической и конструкционной стали |
Гильотинные ножницы гидравлические с ЧПУ Estun-E20 SB-K-6/3200 |
2 |
1 570 |
3 140 |
0,55 |
7,80 |
2,0 |
|
10 |
Резка листовых изоляционных материалов для обмоточных работ |
Гильотинные ножницы SBM-4/2000 |
1 |
564 |
564 |
0,60 |
8,40 |
4,0 |
|
11 |
Штамповка листов |
Станок HDM-200 |
6 |
2 475 |
14 850 |
0,87 |
24,50 |
15,0 |
|
12 |
Сборка сердечников статора |
Станок-полуавтомат С2С-360 |
5 |
495 |
2 475 |
0,82 |
12,00 |
13,0 |
|
13 |
Сборка сердечников ротора |
Станок-полуавтомат П2Р-1 |
2 |
325 |
650 |
0,92 |
18,00 |
81,0 |
|
14 |
Изолировка пазов |
Станок ИС-45А |
5 |
165 |
825 |
0,88 |
1,56 |
2,0 |
|
15 |
Намотка катушек
|
Станок НвС5А |
8 |
825 |
6 600 |
0,97 |
4,68 |
6,0 |
|
16 |
Втягивание и разжим обмоток в сердечнике статора |
Станок ВС5А-100,0 |
8 |
825 |
6 600 |
0,99 |
8,80 |
4,5 |
|
17 |
Формование лобовых частей обмотки статора |
Станок ФС45А |
1 |
253 |
253 |
0,99 |
2,46 |
5,0 |
|
18 |
Бандажирование лобовых частей |
Станок БС-45А |
19 |
207 |
3 933 |
0,96 |
2,88 |
3,0 |
|
19 |
Сборка схемы |
Рабочее место обмотчика ДС4А |
27 |
50 |
1 350 |
0,99 |
0,84 |
0,0 |
|
20 |
Передача сердечников на различное оборудование |
Транспортная система ТрС4А |
1 |
864 |
864 |
0,72 |
204,10 |
2,2 |
|
21 |
Капельная пропитка и термообработка обмоток статора |
Установка УПС-9 |
13 |
1 320 |
17 160 |
0,93 |
9,23 |
15,0 |
|
22 |
Тепловая сборка сердечников роторов с валами
|
Линия ЛСР-200А |
2 |
390 |
780 |
0,89 |
108,00 |
26,0 |
|
23 |
Сборка и обработка статора |
Линия ЛН-25 |
4 |
825 |
3 300 |
0,99 |
45,63 |
30,0 |
|
24 |
Сборка двигателя |
Линия ЛНК-24 |
15 |
1 265 |
18 975 |
0,99 |
162,40 |
20,0 |
|
25 |
Балансировка ротора |
Балансировочный станок БС45 |
1 |
1 495 |
1 495 |
0,74 |
5,56 |
3,5 |
|
26 |
Окраска двигателя |
Краскопульт |
1 |
10 |
10 |
0,69 |
4,00 |
0,5 |
|
|
Итого |
|
137 |
|
100 324 |
|
3 752,8 |
1 385,2 |
|