

16.5. Разновидности захватных устройств. Механические, магнитные и вакуумные захваты. Их характеристика и особенности
Наибольшее распространение получили механические схваты. Схемы некоторых из них приведены на рис.59. Выбор той или иной схемы для практического использования зависит от конструкции и габаритов перемещаемых предметов, их массы, материала, из которого изготовлен предмет, необходимого усилия зажима, величины разведения губок и т.д.
Особой разновидностью механических схватов являются упругие оболочковые (рис.60), предназначенные для транспортировки хрупких предметов. Зажим последних в схвате осуществляется при создании избыточного давления в рабочих гидро- или пневмокамерах.
При транспортировке листовых материалов преимущественно применяются магнитные и вакуумные схваты. Первые могут быть использованы при работе с магнитными материалами. Магнитные схваты могут иметь постоянные магниты или электромагниты (рис.61). Схваты с постоянными магнитами просты по конструкции, но требуют специальных устройств для отделения заготовки от схвата на финише трассы. Схваты с электромагнитами не имеют этого недостатка, могут обеспечить значительное усилие притяжения и малое время срабатывания. Недостаток их - обусловленная их использованием намагниченность перемещаемых предметов.
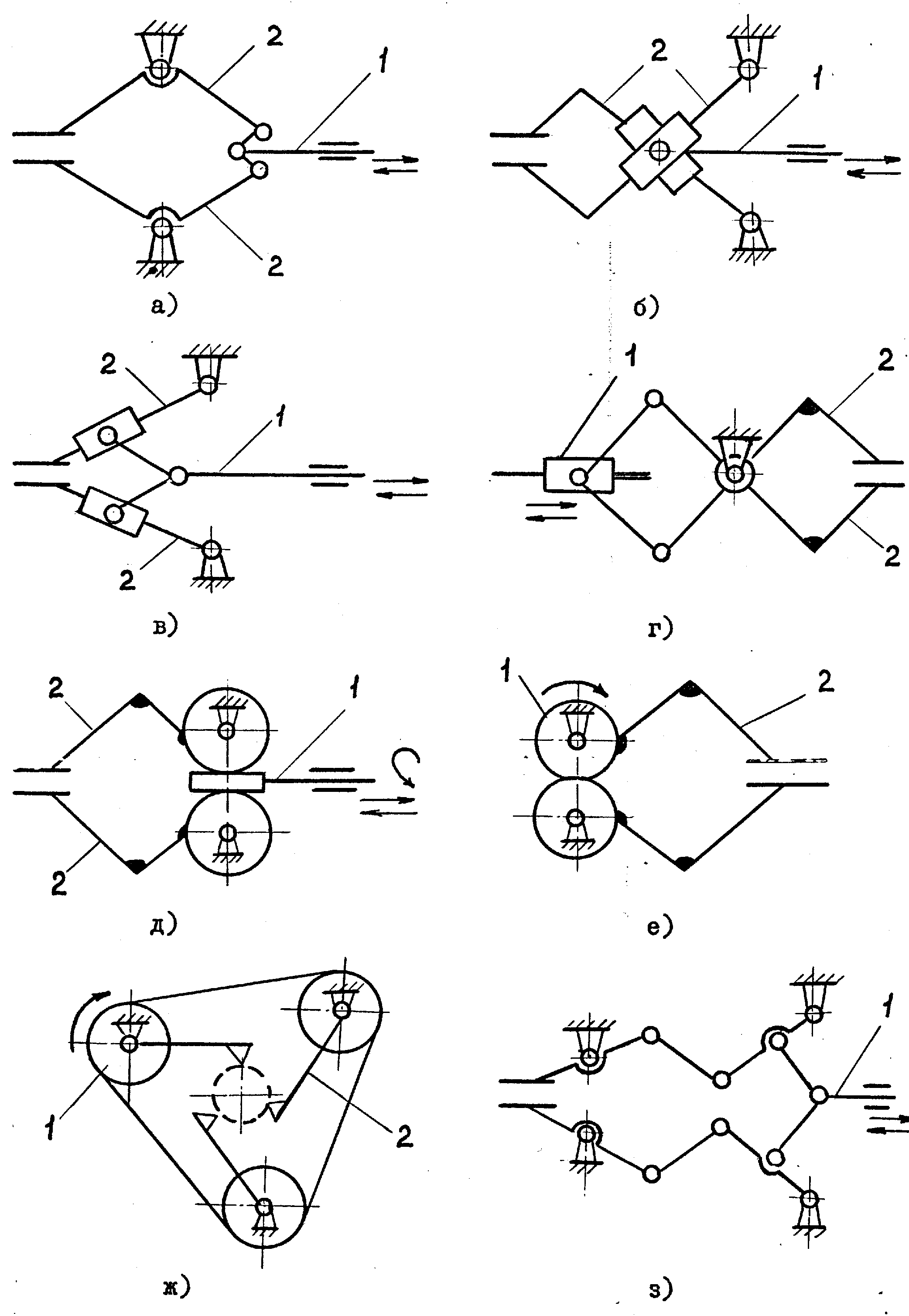
Рис.59. Схемы механических схватов:
1 – ведущее звено; 2 – рычаги-пальцы.
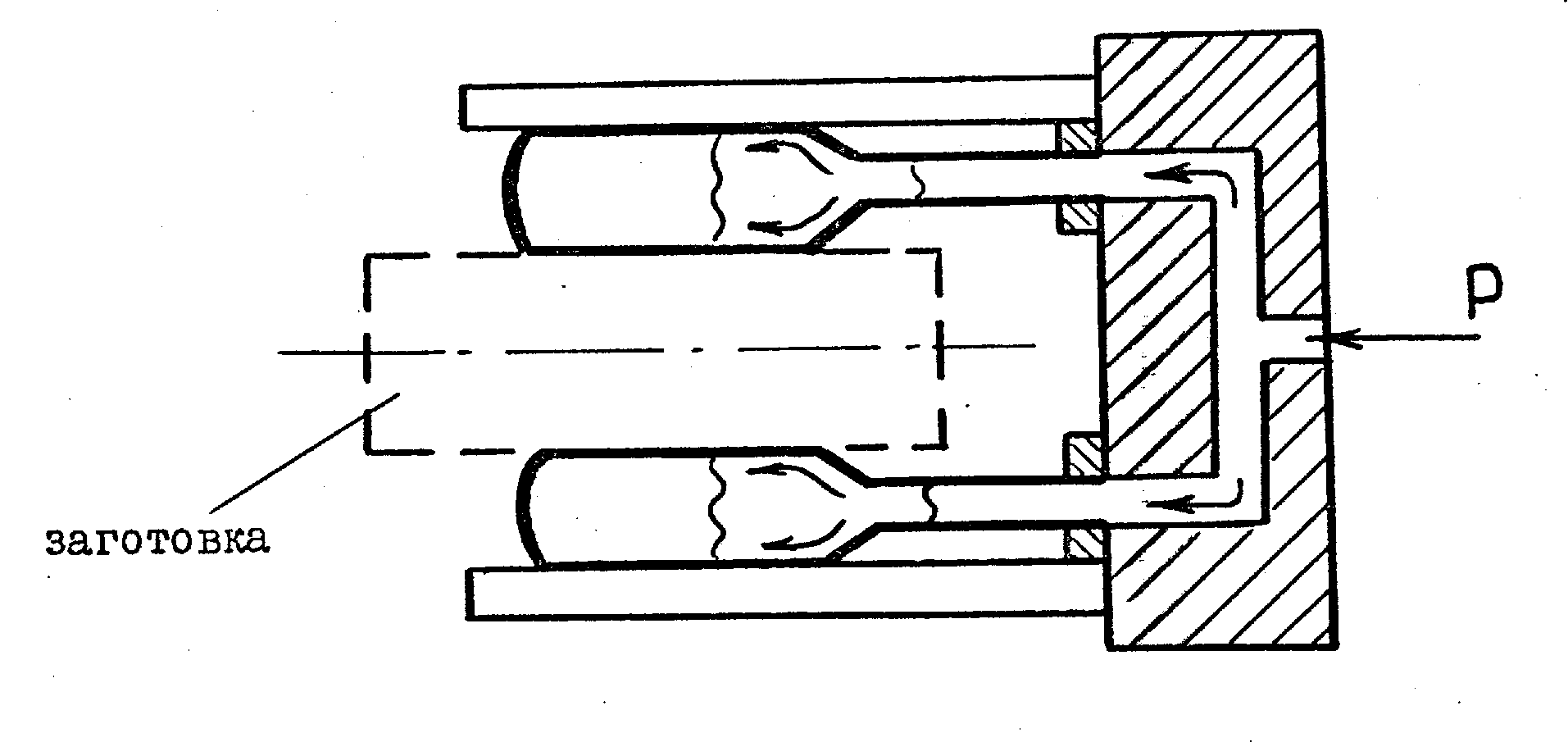
Рис.60. Схема упругого оболочкового схвата
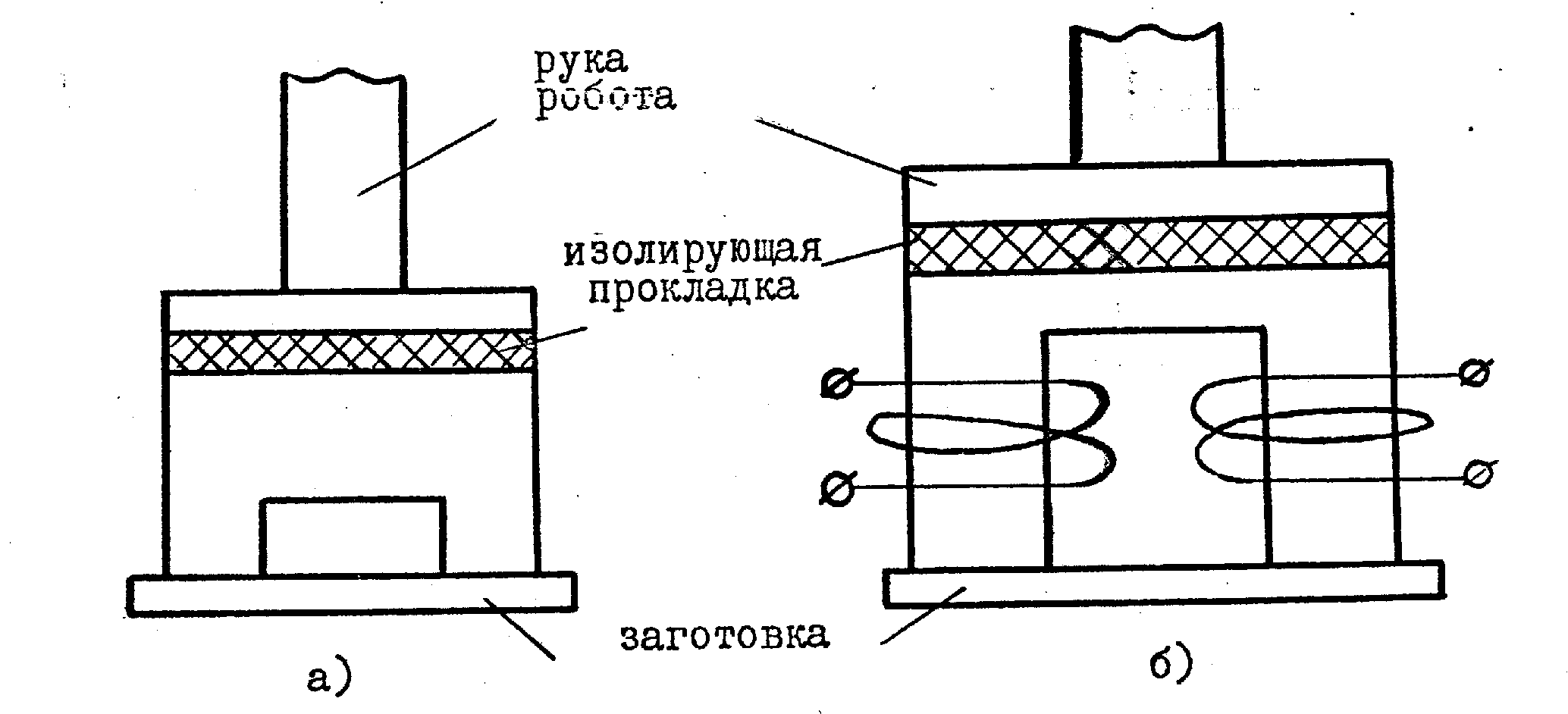
Рис.61. Схемы магнитных схватов
Вакуумные схваты могут быть использованы для транспортировки в основном листовых материалов как магнитных, так и немагнитных. Эти схваты просты по конструкции и имеют небольшую массу. Одним из основных элементов вакуумных схватов является чашка-присос, которая изготовляется из резины или пластмассы. Существуют две разновидности вакуумных схватов: пассивные (с простыми присосами) и активные - с принудительным поддерживанием вакуума в удерживающей чаше (рис.62).
В общем случае захватное устройство включает в себя захватный элемент, зажимной механизм и привод. В зависимости от разновидностей этих узлов и с учетом функциональных признаков захватов могут быть составлены варианты отраслевых схем-классификаций захватных устройств.
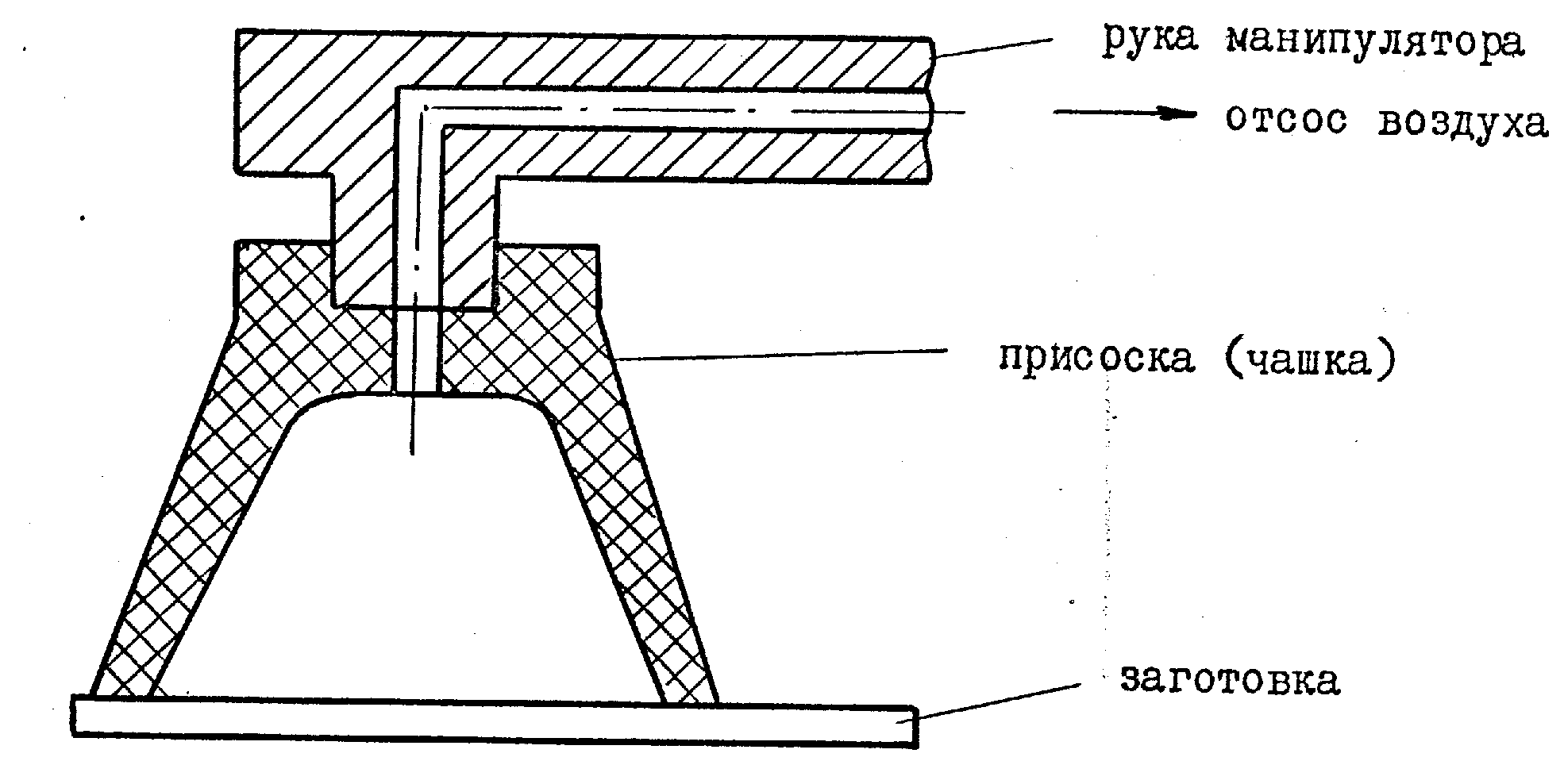
Рис.62. Схема вакуумного схвата (с принудительным поддержанием вакуума)
По функциональным признакам захваты могут быть классифицированы на:
одно-, двух- и многозахватные;
только с захватывающим движением губок и с дополнительными устройствами, реализующими вспомогательные операции (например, измерение заготовки, досылка заготовки до базовой поверхности - рис.63);
простые, работающие по жесткой программе, и самонастраивающиеся, в том числе - оснащенные датчиками (например, для контроля заданного положения заготовки, усилия зажима и др.).
Рис. 63. Захватное устройство с досылкой заготовки до упора:
1 – палец схвата; 2 – толкатель; 3 – заготовка; 4 – упор.
Рис.64. Схваты с «мягкими» пальцами:
1 – подушки (пенопласт, резина); 2 – возвратный пружинящий элемент; 3 – заготовка.
Обеспечение возможности самонастройки имеет существенное значение, например, в тех случаях, когда необходимо ограничение силы зажима пальцев захвата. Наиболее просто в конструктивном отношении это достигается использованием «мягких» пальцев, т.е. гибких, эластичных или силораспределяющих (рис.64). Обычно для этого на пальцах устанавливаются подушки из пенопласта, а сами пальцы изготовляются из упругого материала или снабжены возвратными пружинами. Для раскрытия этих захватов используются специальные «расширяющие» устройства, например, пневмоцилиндры (рис.65).
Примером простого датчика положения заготовки может служить чувствительный элемент, действие которого основано на изменении выходного давления воздуха при подводе датчика к поверхности заготовки (рис.66).
Рис.65. Схема устройства для раскрытия пружинного захвата
Рис.66. Пневмодатчик положения
а) чувствительный элемент; б) график.
Существенным требованием при создании захватного устройства является обеспечение соответствующей точности взаимного положения схвата, заготовки и базирующих элементов технологической оснастки. Помимо применения названных выше датчиков, эффективным средством компенсации погрешностей, возникающих при установке манипулятором заготовок в приспособление, является введение в конструкцию захватного устройства упругих элементов - рис. 67 (в зоне крепления схвата к кисти, в механизме привода губок, непосредственно на самих губках).
Обычно для каждой модели ПР создается несколько захватов, которые при необходимости можно заменить на кисти. В некоторых конструкциях ПР захваты меняют автоматически в соответствии с заданной программой. ПР целевого назначения комплектуются набором типовых схватов или стандартным захватом со сменными зажимными и установочными элементами. Многоцелевые ПР комплектуются широкоуниверсальными захватными устройствами.
Захватные устройства могут быть приспособлены для выполнения разнообразных технологических операций. Для этого в захвате устанавливаются, например, клещи для точечной сварки, газовая горелка, пистолет для нанесения лакокрасочных и пластмассовых покрытий, ножницы для обрезки листового материала и кабеля и др.
Для расширения технологических возможностей ПР разрабатываются универсальные захваты, способные без переналадки оперировать с предметами практически любой формы, но имеющие определенные геометрические параметры. Одним из подобных решений является разработка ЛПИ им. М. Л. Калинина, основу которой составляет захват в виде баллона подковообразной формы с эластичными стенками, наполненного средой, способной быстро переходить из жидкого (текучего) состояния в твердое и обратно. Роль губок захвата выполняют края баллона.