

12.2.3. Гидравлические приводы подач.
На рис.41 показаны схемы гидравлических следящих приводов подач, применяемых в станках с ЧПУ: с гидродвигателем вращения (схема 1) и с гидроцилиндром и поршнем (схема 2). Электрогидравлический следящий привод подачи, ранее широко применяемый в станках с ЧПУ, вытесняется следящим приводом подачи с высокомоментными электродвигателями постоянного тока.
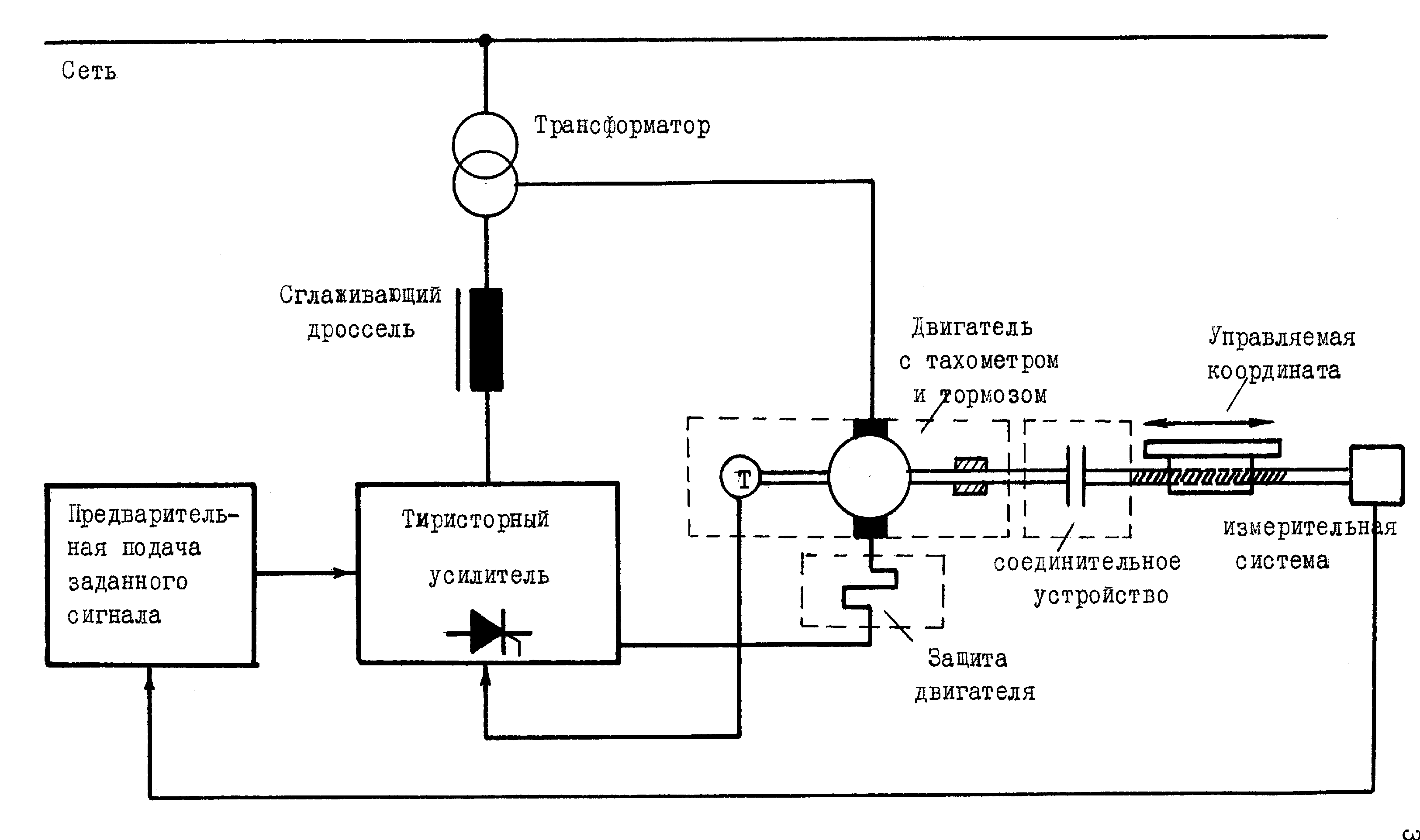
Рис. 40. Принципиальная схема тиристорного привода подачи
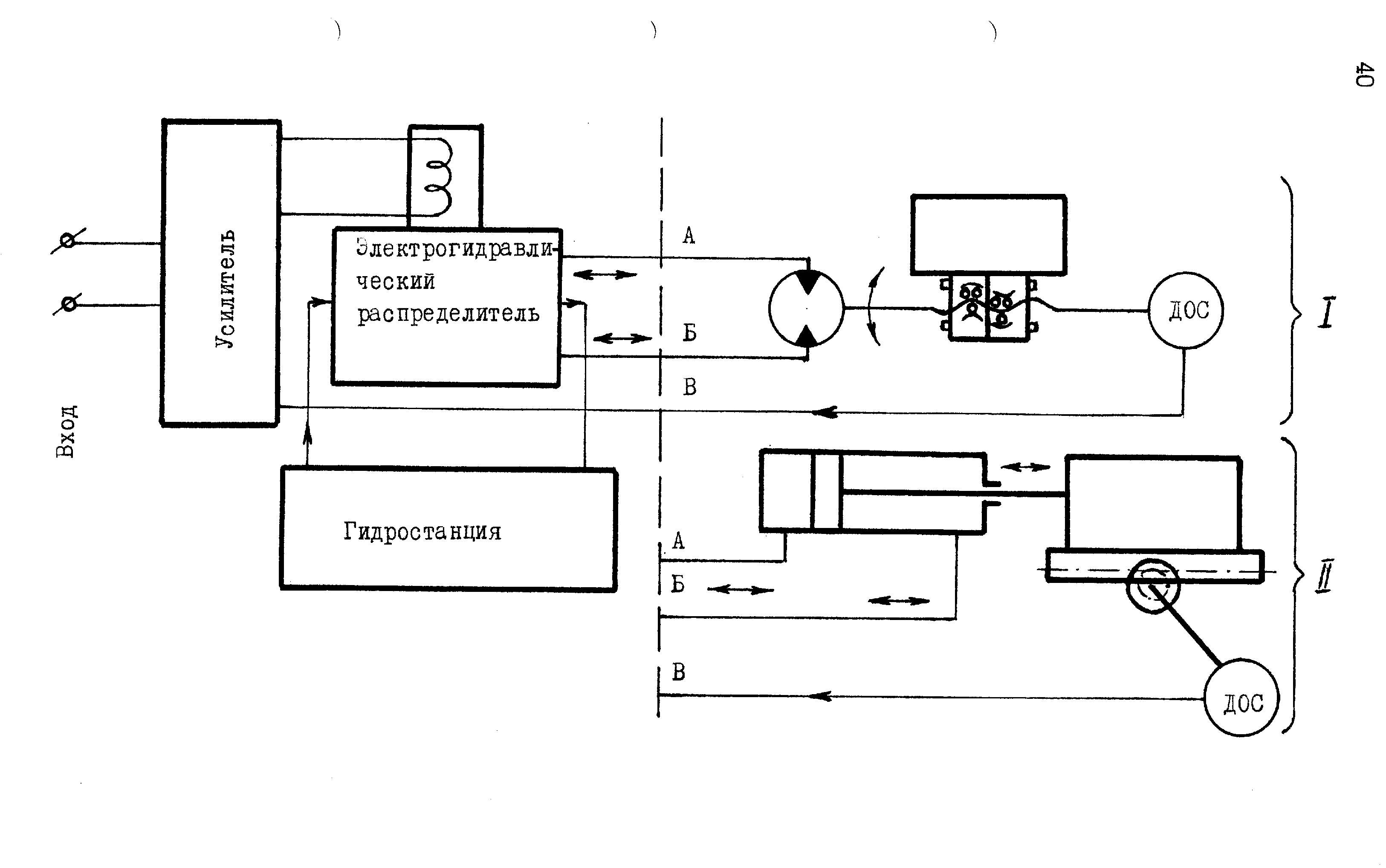
Рис. 41. Схемы гидравлических приводов подач
Лекция 13
План лекции
13.1. Датчики обратной связи.
13.1.1. Линейный индуктосин.
13.1.2. Вращающийся трансформатор
13.1.3. Фотоэлектрический датчик.
13.1.4 Датчик фирмы « Ferranti»
13.2 Передаточные механизмы привода подачи.
13.2.1 Беззазорный зубчатый редуктор,
13.2.2 Шариковые винтовые пары.
13.2.3 Зубчато-реечные передачи.
13.3 Станины.
13.4. Направляющие.
13.4.1. Направляющие скольжения.
13.4.2 Направляющие качения.
13.4.3. Гидростатические направляющие
13.4.4. Аэростатические направляющие.
13.5. Шпиндельные группы.
13.5.1.Шпиндели.
13.1. Датчики обратной связи.
Они предназначены для преобразования линейных перемещений рабочего органа станка в электрический сигнал, содержащий информацию о величине и направлении этих перемещений.
По конструктивному исполнению ДОС могут быть круговые и линейные. Круговые ДОС обычно измеряют угол поворота ходового винта (см. рис.28,б) или перемещение рабочего органа станка через реечную передачу (см. рис.28,в). Преимуществом кругового ДОС является независимость его габаритных размеров от величины измеряемого перемещения, удобство установки на станке, удобство в эксплуатации. Недостатком круговых ДОС является косвенное (через угол поворота ходового винта) измерение величины перемещения рабочего органа.
Линейные ДОС осуществляют непосредственное измерение перемещения рабочего органа станка (см. рис.28,г), что является их основным преимуществом по сравнению с круговыми ДОС. Недостатками линейных ДОС является зависимость их габаритных размеров (длина линейки) от измеряемой величины хода рабочего органа, большая сложность при установке на станке и при эксплуатации.
По принципу действия ДОС могут быть импульсными, фазовыми, кодовыми, фазоимпульсными и др. Наиболее часто применяют датчики типа индуктосина, которые могут быть линейными и круговыми, и револьверы.
13.1.1. Линейный индуктосин.
Линейный индуктосин (рис.42) состоит из линейки 1 и ползуна 2. Длина линейки несколько превышает величину измеряемого перемещения, линейка имеет одну печатную обмотку с шагом 2 мм, с которой снимается индуцируемое напряжение Uвых. Она может быть цельной (при небольшой длине хода) или сборной из нескольких пластин (длиной по 250 мм). Ползун установлен на рабочем органе станка и перемещается относительно линейки. Он имеет две печатные обмотки (рис.42,б), сдвинутые на 1/4 шага (сдвиг по фазе на 900). На каждую из обмоток подается переменный ток частотой 10 КГц, причем на первой обмотке напряжения U1 = U0 * sin зад, а на второй U2 = U0 * cos зад, где зад - заданный угол смещения (отражающий заданную величину перемещения). При перемещении ползуна 2 (рис.42а) на выходе обмотки линейки 1 индуцируется напряжение Uвых = U0 * sin зад * cos - U0 * cos зад * sin Ф, где Ф - фактический угол смещения, отражающий фактическое перемещение рабочего органа. После преобразований получается Uвых = U0 * sin (зад - Ф).
Если рабочий орган станка находится в заданном положении: зад = Ф, напряжение на выходе обмотки линейки равно нулю. При отсутствии этого равенства на привод подачи поступает сигнал на дальнейшее перемещение.
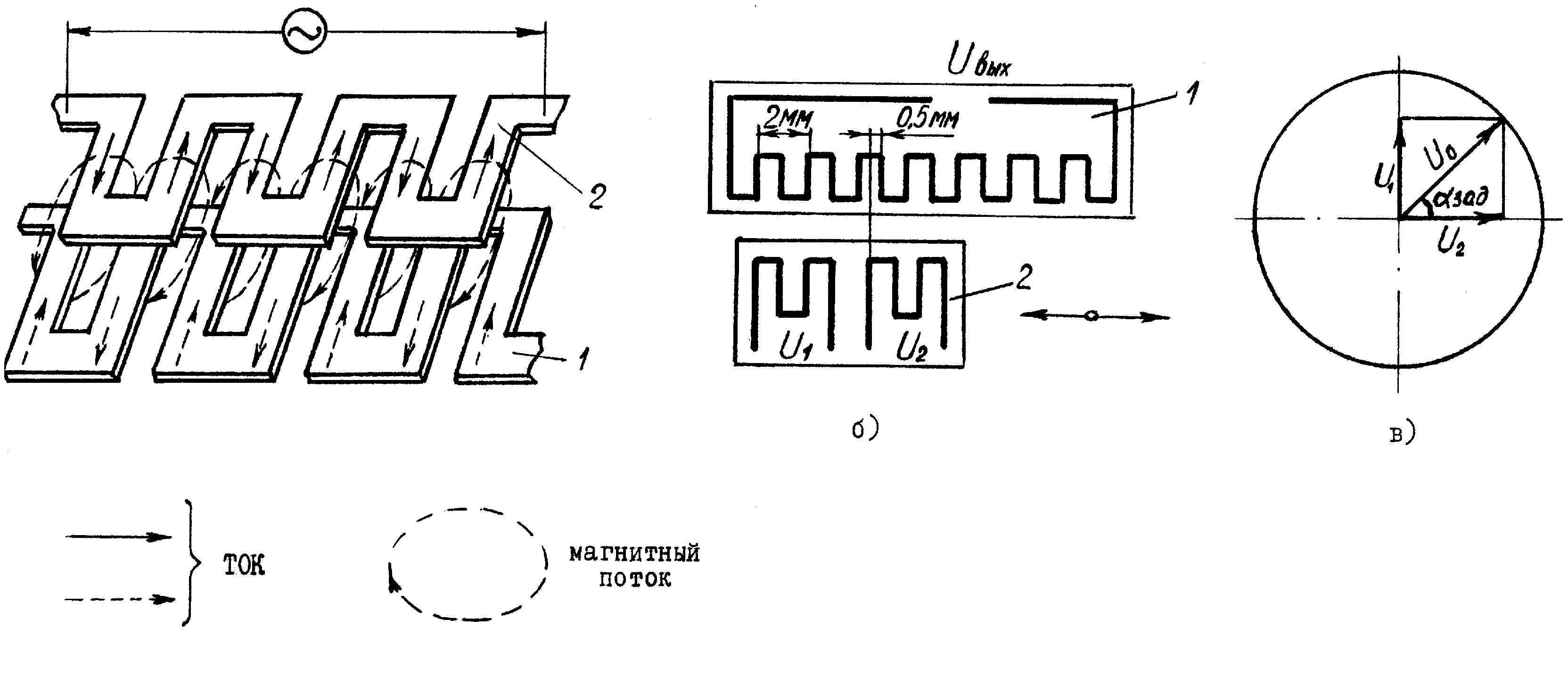
Рис. 42.Принцип работы индуктивного датчика обратной связи «Индуктосин»