

2.9 Выбор и характеристика технологической оснастки.
Фреза шпоночная (ГОСТ 9140-78) с конические хвостиком.
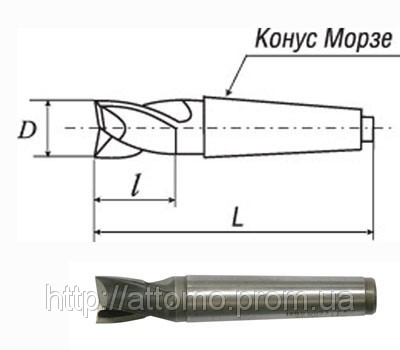
Рис. 4 Фреза шпоночная.
D |
L |
l |
Конус Морзе |
14 |
98 |
15 |
2 |
16 |
101 |
19 |
2 |
18 |
101 |
19 |
2 |
Спиральное сверло (ГОСТ 18202-72) с коническим хвостиком.
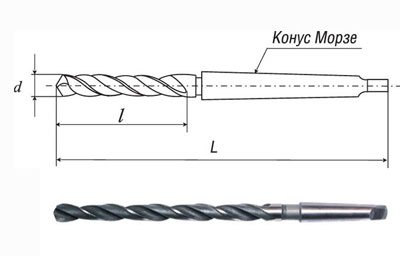
Рис. 5 Сверло спиральное
d |
L |
l |
Конус Морзе |
8,8 |
84 |
40 |
2 |
Центровочное сверло (ГОСТ 14952-75).
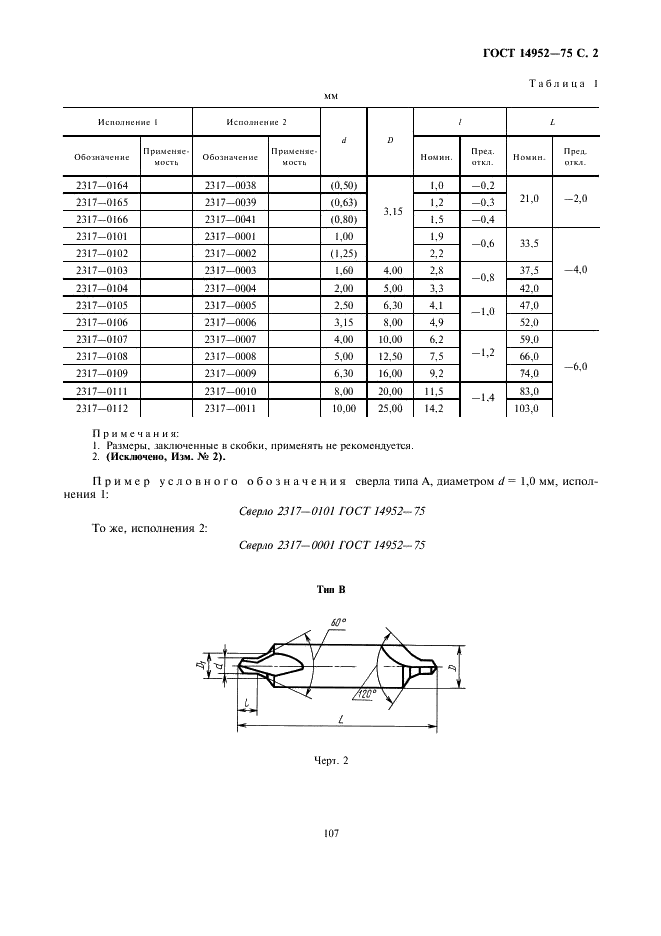
Рис. 6 Сверло центровочное
D |
D1 |
d |
L |
l |
10 |
5,3 |
4 |
59 |
4,1 |
 Проходные
отогнутые, правые и левые (ГОСТ 18877-73).
Проходные
отогнутые, правые и левые (ГОСТ 18877-73).
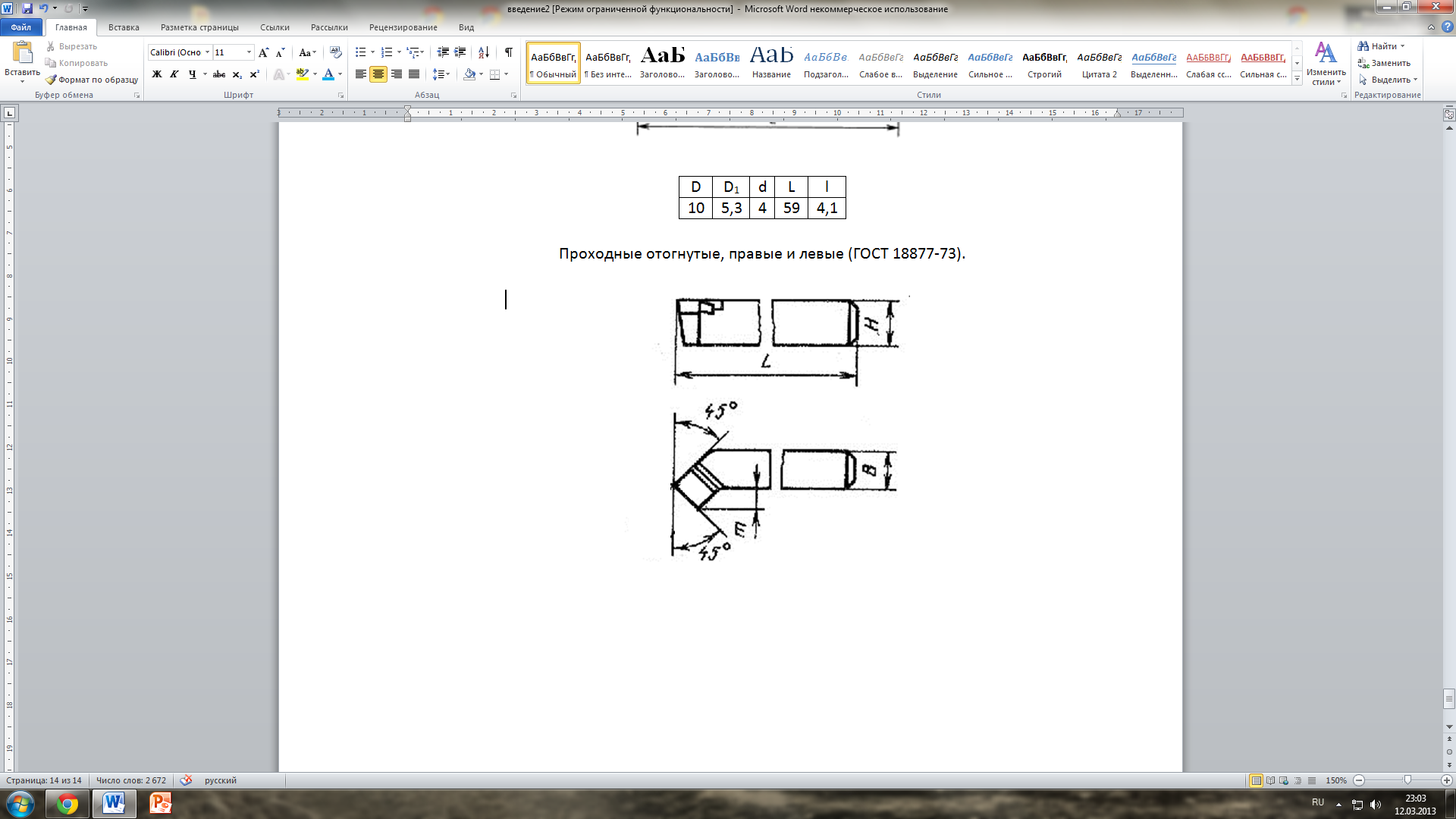
Рис. 7 Резец токарный проходной.
BxH |
L |
m |
12X12 |
120 |
7 |
 Подрезные
торцевые, правые и левые (ГОСТ 18877-73).
Подрезные
торцевые, правые и левые (ГОСТ 18877-73).
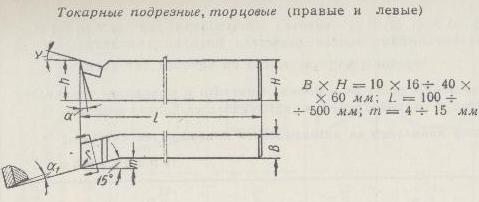
Рис. 8 Резец токарный проходной
BxH |
L |
m |
12X12 |
120 |
7 |
Отрезные правые (ГОСТ18877-73)

Рис. 9. Резец токарный канавочный.
BxH |
L |
l |
а |
12X12 |
120 |
15 |
3 |
 Пластина,
правые и левые(CCMT
09T04)
Пластина,
правые и левые(CCMT
09T04)
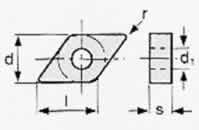
Рис. 10. Пластина из твердого сплава.
l |
d |
s |
d1 |
r |
9,70 |
9,53 |
3,97 |
4,40 |
0,40 |
2.10 Расчет режимов резания. Фрезерно-центровочная операция.
1. Фрезеровать торец Ø 70 мм., I = 2.
![]()
![]()
![]()
![]()
![]()
![]()
![]() м/мин.
м/мин.
 мин.
мин.
2. Центровать отверстие Ø 4 мм, на Ø 70 мм.
 мм.
мм.
S = 0,04 мм/об.
V = 8 м/мин.
![]()
n. ст. = 650 об/мин.
 мин.
мин.
Токарная операция.
 Скорость
резания.
Скорость
резания.
t = 1 мм., S = 0,30 мм/об.
 =
=
 =
=
![]() =
=
=
![]() =
314 м/мин.
=
314 м/мин.
где
![]() =
420; T
= 120 мин; M
= 0,2; X
= 0,15; Y
= 0,2.
=
420; T
= 120 мин; M
= 0,2; X
= 0,15; Y
= 0,2.
![]() =
=
![]() =
1,15*1,1*1,3 = 1,52.
=
1,15*1,1*1,3 = 1,52.
где
![]() =
1,15;
=
1,15;
![]() =
1,1;
=
1,1;
![]() =
1,3.
=
1,3.
Число обор. шпинделя.
![]() =
=![]() =
1428,5 об/мин.
=
1428,5 об/мин.
![]() =
1500 об/мин.
=
1500 об/мин.
Действительная скорость резания.
![]() =
=![]() =
330 м/мин.
=
330 м/мин.
Определяем силу резания.
![]() =
=
![]() =
504 Н.
=
504 Н.
 Мощность
резания.
Мощность
резания.
 =
=![]() =
=
![]() =
2,7 кВт.
=
2,7 кВт.
Проверка мощность привода станка.
У станка US-300TSMY.
![]() =
18,5, а n
= 0,8.
=
18,5, а n
= 0,8.
![]() =
18,5*0,8 = 14,8 кВт.
=
18,5*0,8 = 14,8 кВт.
![]() =
2,7 кВт < 14,8 кВт. Обработка возможна.
=
2,7 кВт < 14,8 кВт. Обработка возможна.
Основное время.
1. Точить поверхность от Ø 50 мм до Ø 45h9 мм на длину 79 мм i=5 на 1 мм.
![]() мин.
мин.
2. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 100 мм i=5 на 1 мм.
![]() мин.
мин.
3. Точить поверхность от Ø 65 мм до Ø 60h14 мм на длину 56 мм i=5 на 1 мм.
![]() мин.
мин.
4. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 40 мм i=5 на 1 мм.
![]() мин.
мин.
5. Точить поверхность от Ø 60 мм до Ø 55h9 мм на длину 67 мм i=5 на 1 мм.
![]() мин.
мин.
6. Точить поверхность от Ø 70 мм до Ø 65h14 мм на длину 13 мм i=5 на 1 мм.
![]()
 мин.
мин.
Точить канавку.
S = 0,13 мм/об. V = 55 м/мин.
=
![]() =
269,5
=
269,5
![]() 950 об/мин.
950 об/мин.
7. Точить канавку шириной 3 мм (Ø 50 мм)
![]() мин.
мин.
8. Точить канавку шириной 3 мм (Ø 60 мм)
![]() мин.
мин.
9. Точить канавку на 3 мм (Ø50 мм)
мин.
10. Точить канавку на 3 мм из (Ø 65 мм)
![]() мин.
мин.