2.1.1 Качественная оценка технологичности конструкции.
Тихоходный вал изготовлен из стали 45 ГОСТ 1050-88 и проходит термическую обработку, которая приводит к короблению детали при нагреве и охлаждении. В этом отношении перемычка, связывающая тело тихоходный вал, расположено неудачно, так как при термической обработки возникнут односторонние искажения. Это в свою очередь приводит к обязательной калибровки шлицевого отверстия после термической обработки.
С точки зрения механической обработки вал вообще достаточно технологичны, так как операции точения и фрезерования со снятием стружки производится в основном производительными методами, но применение пластического формообразование затруднено из-за недостаточной жесткости обрабатываемой шестерки.
Шпоночных пазов ведет к ослаблению вала, поэтому следует при токарной обработке применят люнет, так как вал имеет dmax=65 мм, а длину L=355 мм.
Положительными следует читать наличие двух фасок на торцах вала диаметр 50 и 45 мм. Установить вал в изделие без затруднении, а торцы обрабатывать на многорезцовом станке. В этом случае используют резцы для подрезки торцов, а для точения стало стандартные резцы, фрезеров – стан. фрез и сверла. Нет необходимые проектирование специального инструмента.
 В
целом применительно для деталей данного
класса обрабатываемую шестерню можно
считать достаточно технологичной, так
как обеспечивается свободный доступ
режущего и мерительного инструмента,
хорошие условия отвода стружки и СОЖ,
отсутствуют скрытые полости и высокоточные
поверхности.
В
целом применительно для деталей данного
класса обрабатываемую шестерню можно
считать достаточно технологичной, так
как обеспечивается свободный доступ
режущего и мерительного инструмента,
хорошие условия отвода стружки и СОЖ,
отсутствуют скрытые полости и высокоточные
поверхности.
2.1.2 Количественная оценка технологичности конструкции.
При количественной оценки технологичности детали, согласно методике изложенной в [], определяют значения следующих показателей:
1.аКоэффициент унификации конструктивных элементов:
Ку.э.=Qу.э./Qэ.= 8/11=0,72
где Qу.э. и Qэ.- соответственно число унифицированных конструктивных элементов детали и общее, шт.;
2. Коэффициент применяемости стандартизованных обрабатываемых поверхностей:
Кп.ст.=Dо.с./Dм.о.=8/16=0,5
где Dо.с. и Dм.о. – соответственно число поверхностей детали обрабатываемых стандартным режущим инструментом, и всех, подвергаемых механической обработке поверхностей;
3. Коэффициент обработки поверхностей:
Кп.о.=Dм.о./Qэ.=16/11=1,45
4. Коэффициент использования материала:
Ки.п.=q/Q=6,2/7=0,88
где q и Q – соответственно масса детали и заготовки, кг;
5.Коэффициент применения типовых технологических процессов:
Кт.п.=Qт.п./Qи.=2/3=0,66
где Qт.п. и Qи. – соответственно число типовых технологических процессов для изготовления детали и общее;
6. Масса детали – 6,2 кг;
7. Максимальная значение квалитета обработки – 12;
 8.
Минимальное значение параметра
шероховатости обрабатываемых поверхностей
8.
Минимальное значение параметра
шероховатости обрабатываемых поверхностей
2.2 Описание существующего технологического процесса.
№ операции |
Содержание операции |
Эскиз |
Оборудование |
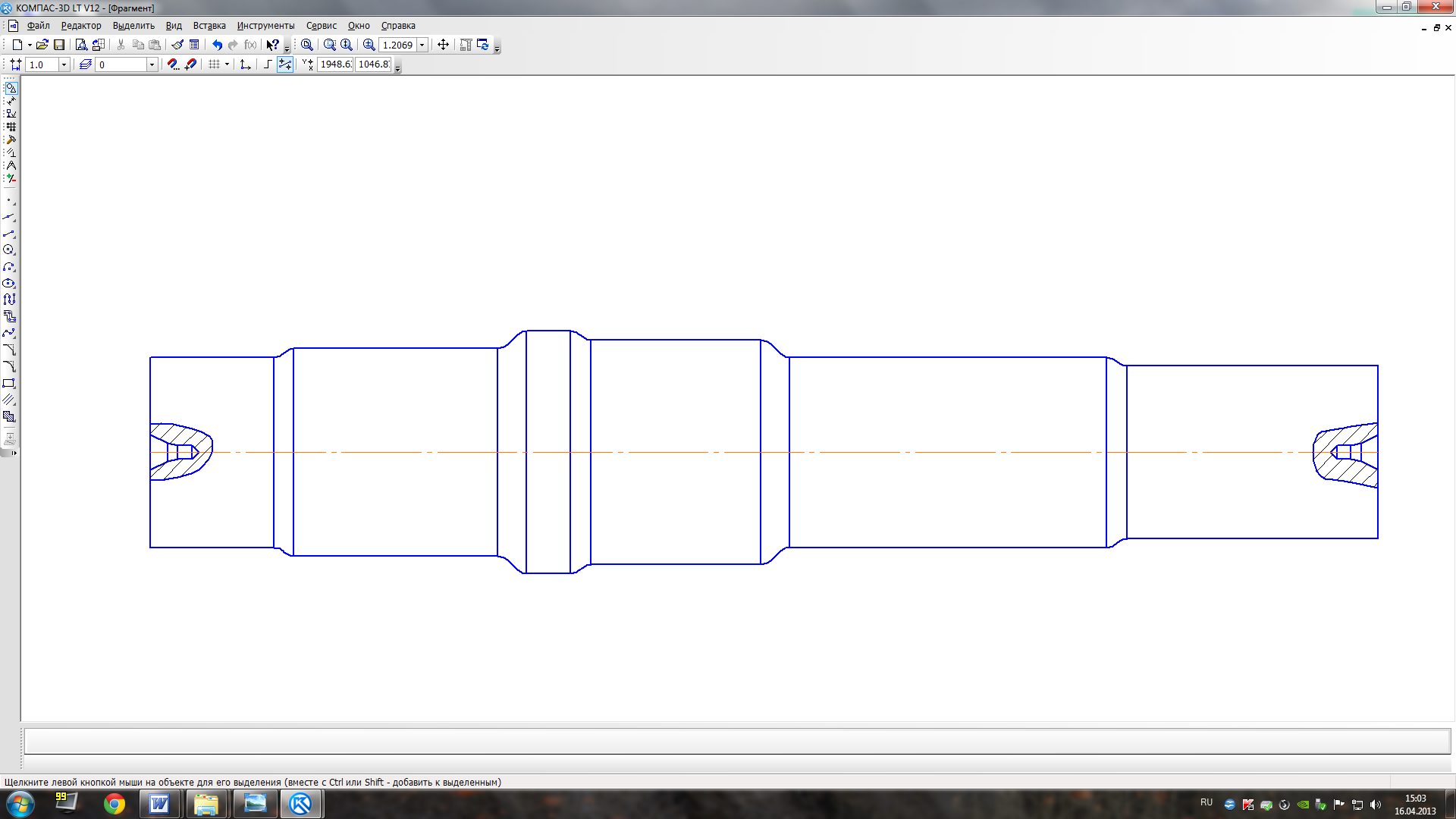
1 |
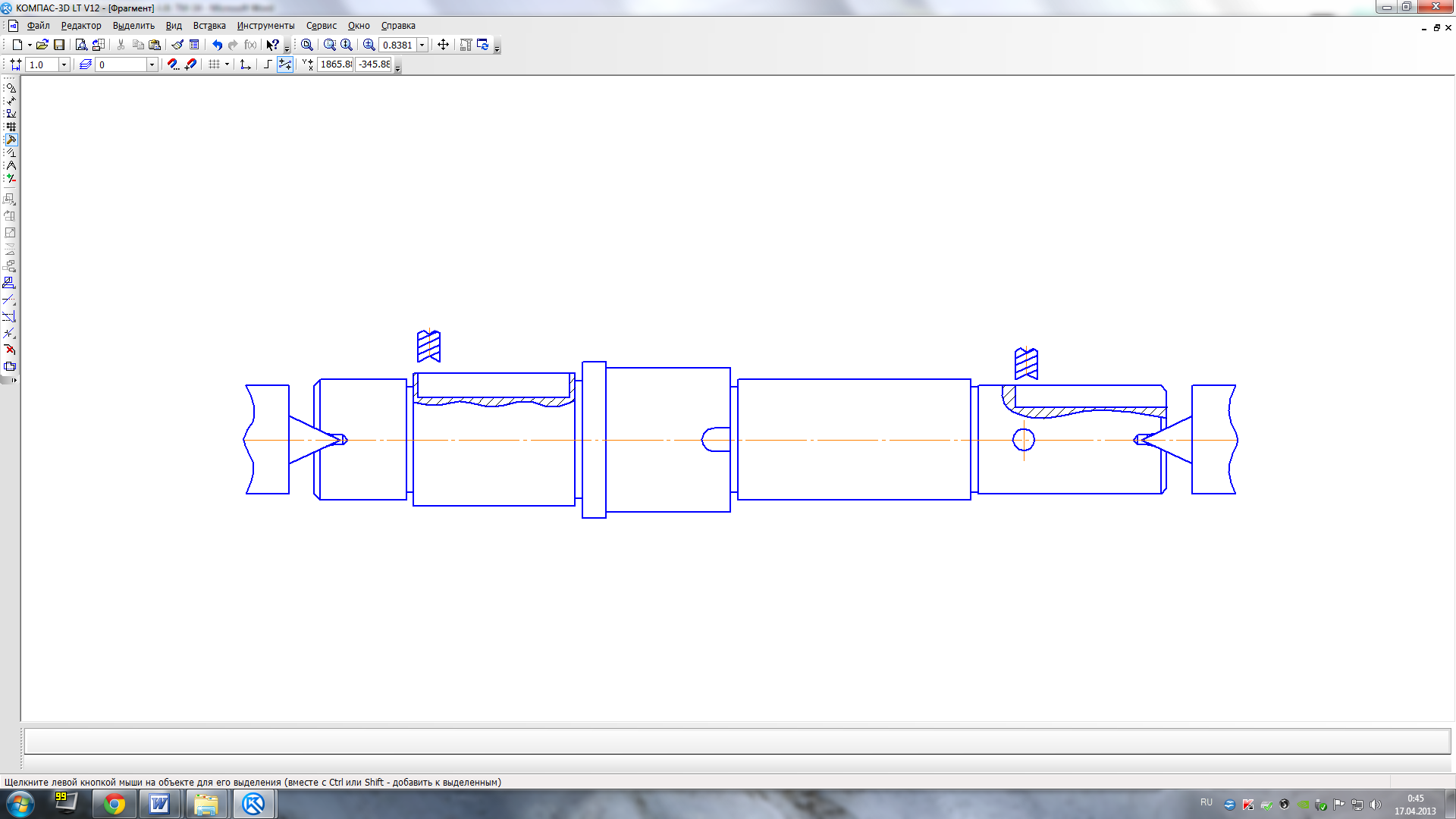
Фрезерование и центрование торцов заготовки |
|
Фрезерно-центровальный станок XZK8230-3000 с ЧПУ |
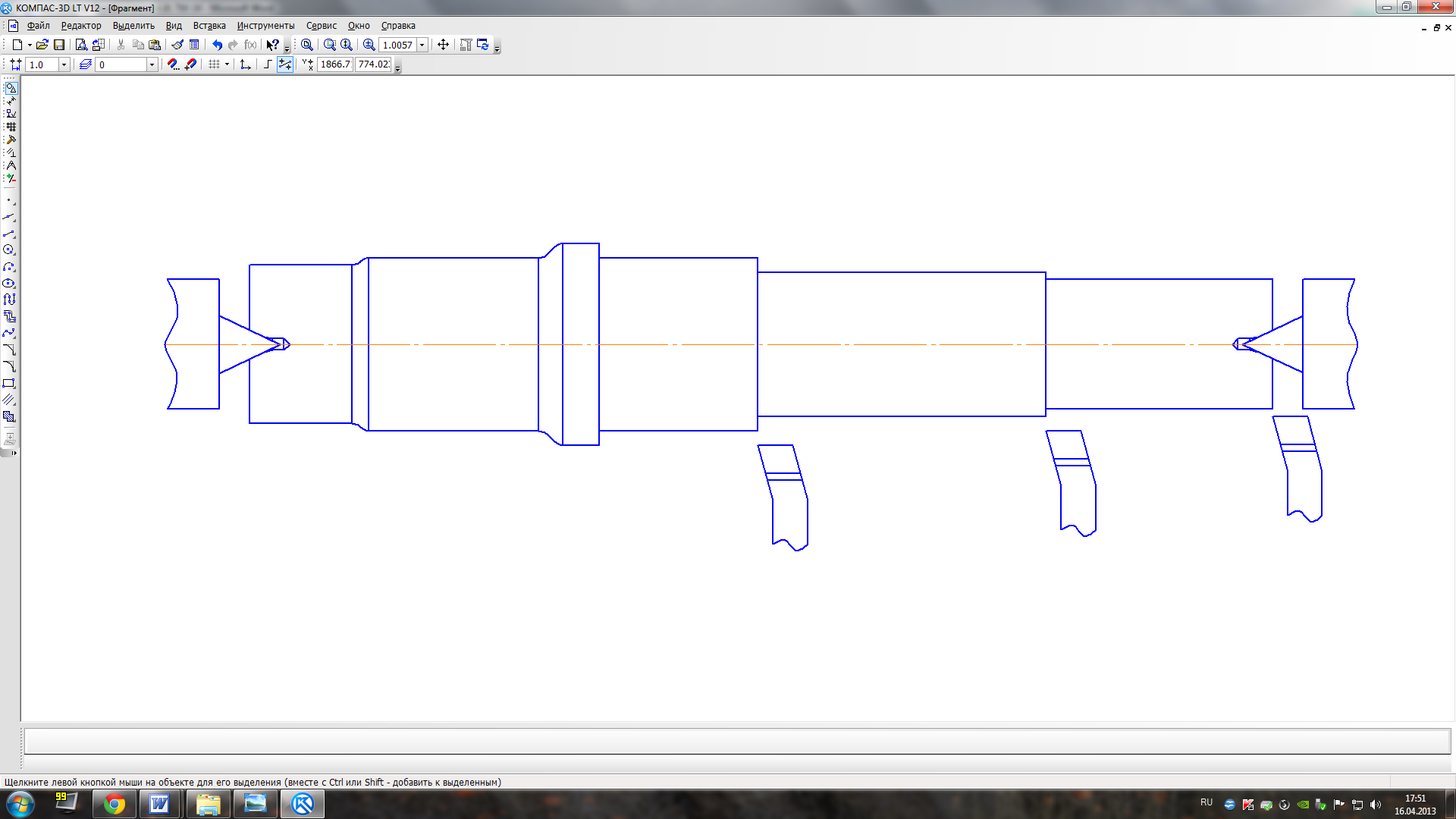
2 |
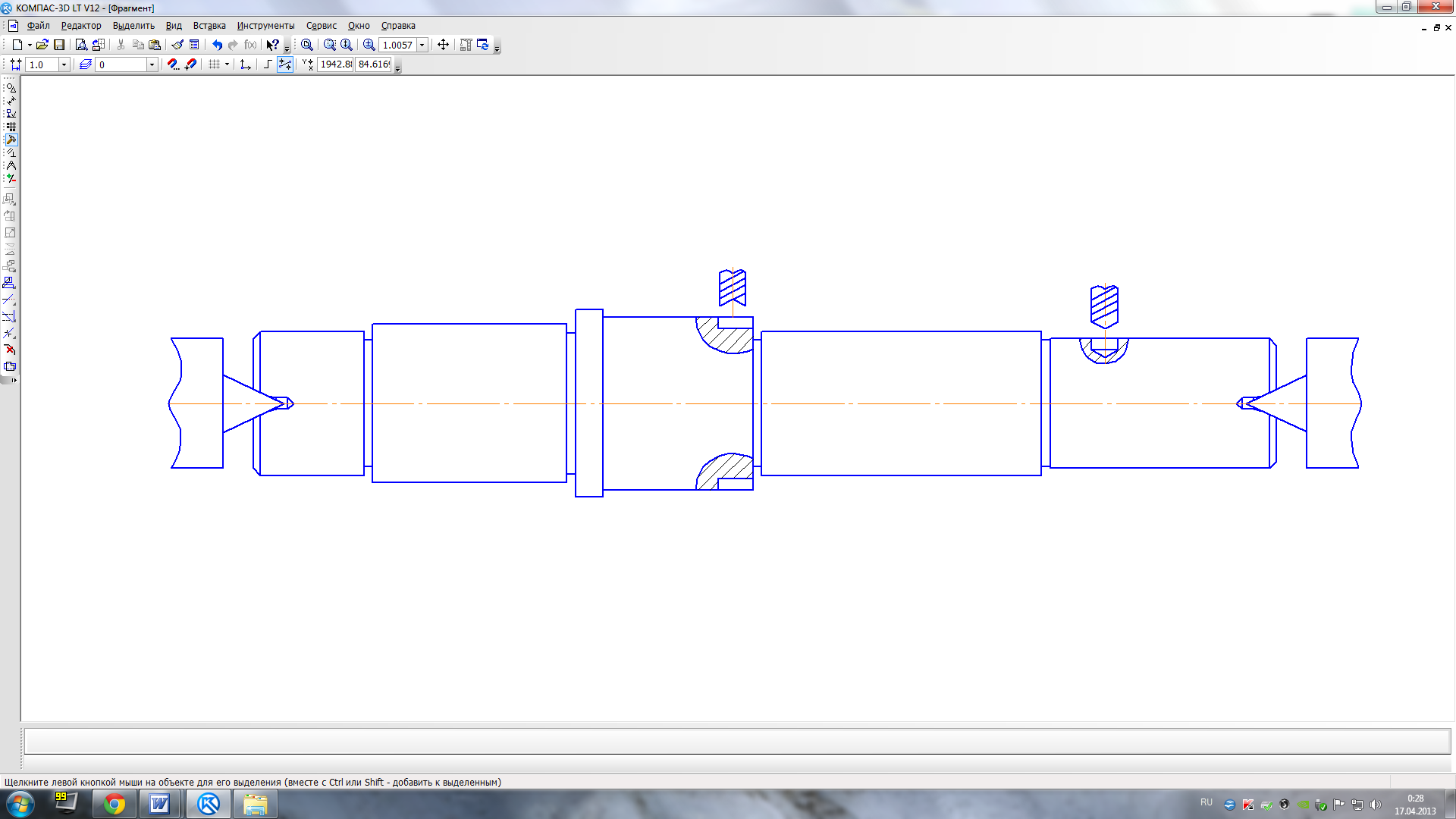
Предварительная токарная обработка левого конца |
|
Токарный станок с ЧПУ с противошпинделем модели US-300TSMY |
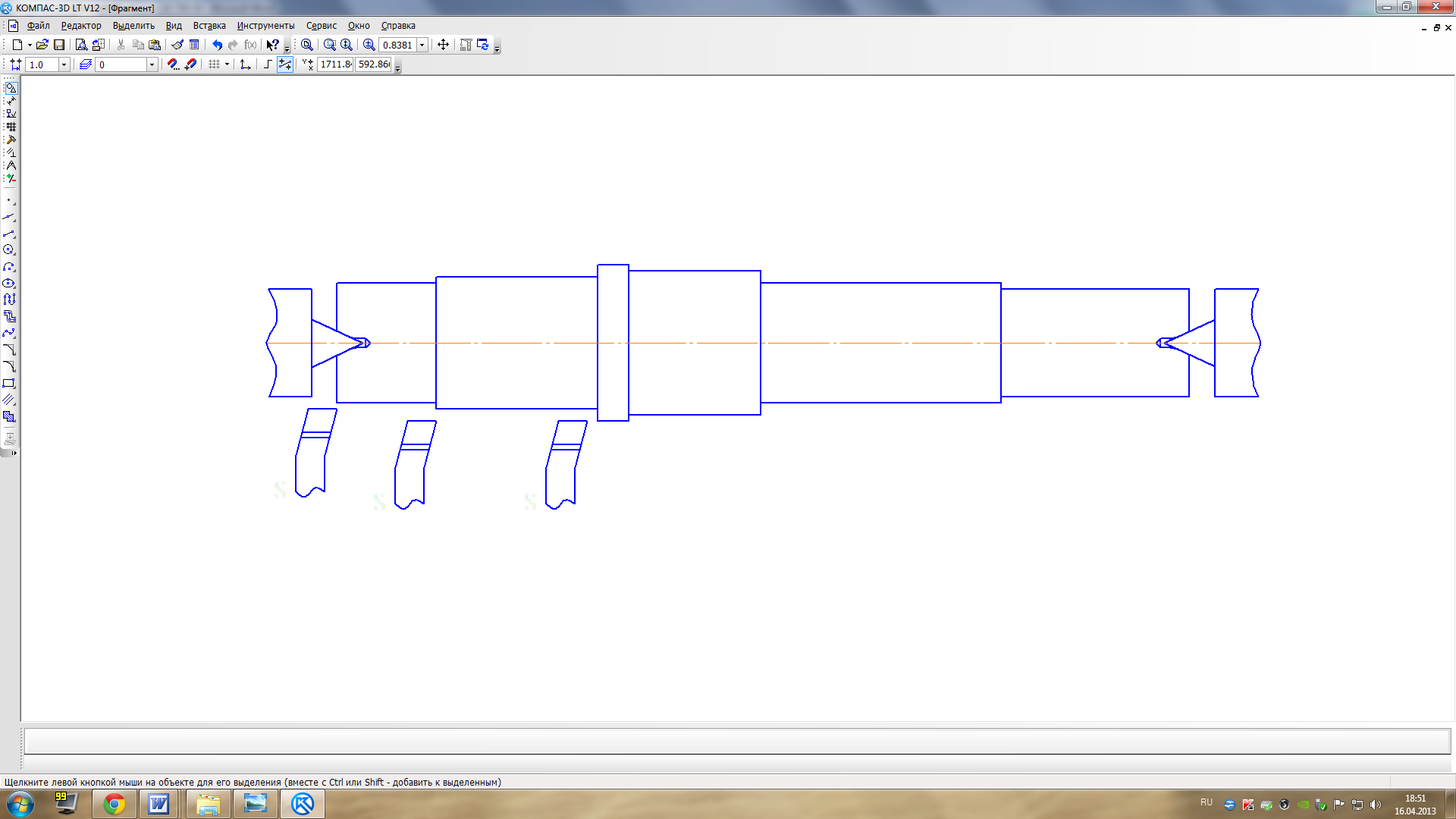
3 |
Предварительная токарная обработка правого конца |
|
|
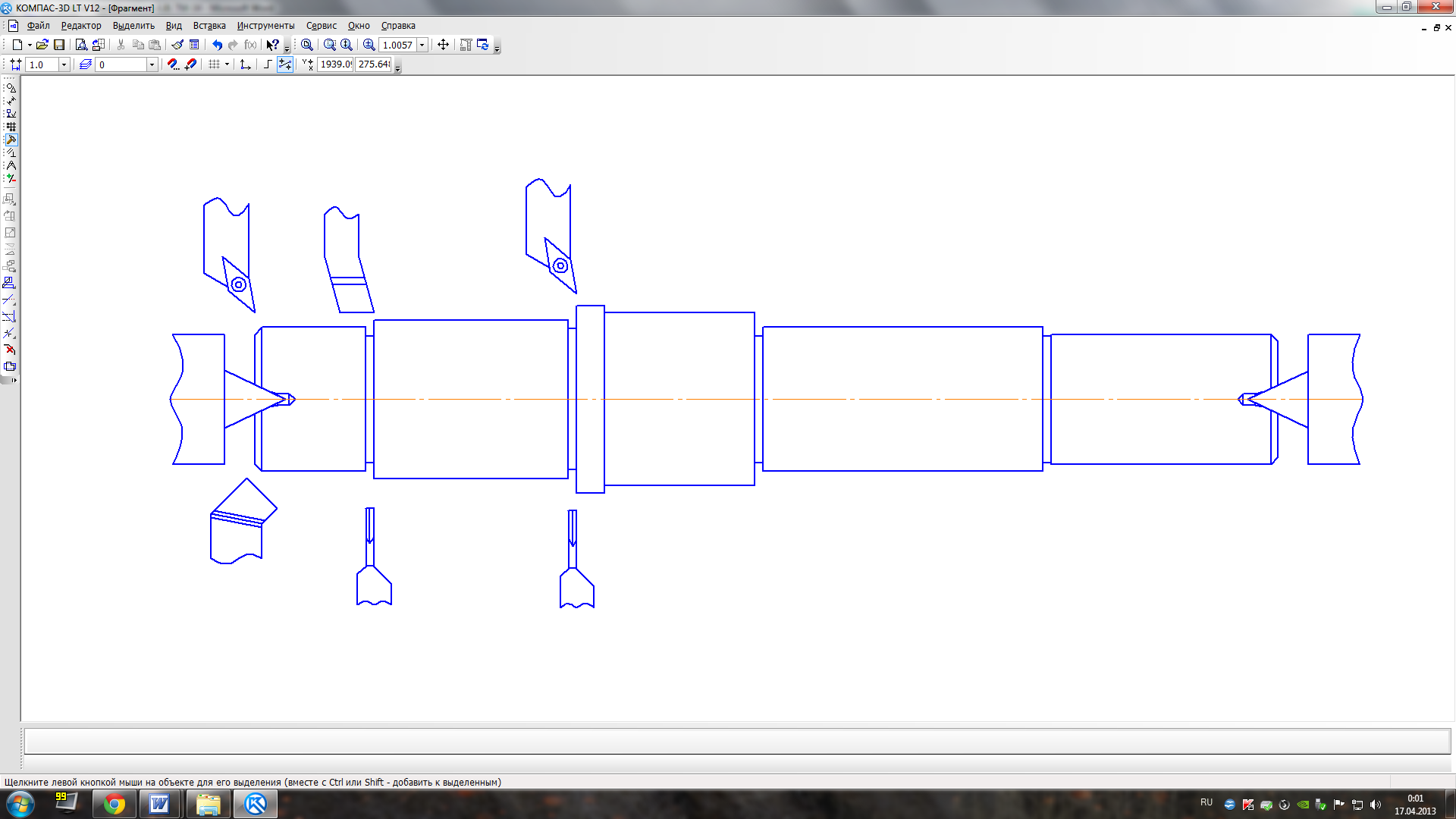
4 |
Чистовая токарная обработка левого конца |
|
|
5 |
Чистовая токарная обработка правого конца |
|
|
6 |
Сверление открытых и закрытых пазов |
|
|
7 |
Сверление пазов |
|