

21В. Сварочно-монтажные работы. Виды сварочных работ
Сварочно-монтажные работы опред. конечное качество сооружения, его эксплуатационную надежность. Применяют двухстадийную схему выполнения сварочных работ: на 1-й стадии отдельные трубы с заводской длиной 12 м (свариваются на базах в осн.-м по 3 трубы). На 2-й из этих вывезенных на трассу длинномерных секций сваривается непрерывная нитка трубопровода. Разнообразие условий строит.-ва т\дов определяет применение различных методов сварки в их сочетании. М. раздел. на 2 группы: 1.Сварка плавлением 2.Сварка давлением.
При сварке плавлением Ме соед.-ся путем совмещенного плавления кромок свариваемых изделий и присадочного материала, а т.ж. путем последовательной их кристаллизации, мех.-е усилия при этом прилож.-е вдоль оси трубы не требует усилия. Широкое применение в т\дных процессах нашли след. м\ды эл.дуговой сварки плавлением:1.Ручная;2.Автоматическая под флюсом 3.Полуавтоматическая и автоматическая среди защитного газа.
Сварка давлением осущ.-ся в рез.те соединяемых изделий и послед.-го их сближения под дейст.-м продол. усилий. Ручная эл.дуговая сварка (РЭДС). Такой вид сварки применяют во всех простр.-х полож.-х свар.-ых элементов. Обычно при сварке примен. поворотные и неповоротн. стыки. Такой сваркой можно соед.-ть как пов.-е так и неповерхностные стыки трубы – самое главное преимущество. Недостаток: низкая производ.-сть. Такая сварка имеет низкое кач.-во , особ.-но при непов.-м осуществ.-и, т.к. кач.-во стыка зависит от квалификации сварщика. Ручную сварку поверхностных стыков ведут только на свар.-х базах. На этих базах шир.е распрост.-е получ. полуповоротный м\д сварки. Схематично этот вид сварки осущ. 2-мя сварщиками след. обр.: снач. сваривают зоны 1,2. Затем при этом сваривают зону 3 и 4.
А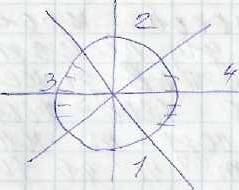 втоматическая
эл.дуговая сварка под флюсом.
Для такой сварки автомат.-ся подача
эл.дуговой проволоки перемещение кот.
осущ.-ся в направлении сварки. Флюс
защищает зону дуги и расплавленный Ме
от прон.-ния азота и кисл.-да. При
электроконтактной
сварке обяз.-но прим.-е мех.-х
втоматическая
эл.дуговая сварка под флюсом.
Для такой сварки автомат.-ся подача
эл.дуговой проволоки перемещение кот.
осущ.-ся в направлении сварки. Флюс
защищает зону дуги и расплавленный Ме
от прон.-ния азота и кисл.-да. При
электроконтактной
сварке обяз.-но прим.-е мех.-х
22В. Подготовка труб к сварке и сборка стыков труб
Подготовка кромок и сборка стыков Основные типы разделки кромок труб, выполняемые в монтажных условиях, приведены на рис.
П одготовку
кромок со стандартной разделкой а
выполняют
как мех. обработкой, так и газовой резкой
с послед.
зачисткой шлифмашинкой Подготовку
кромок с двух-скосой
разделкой 6
осущ.-ют
только меха. обработкой
концов труб или патрубков. Такая разделка
явл. предпочт.
при изготовлении трубных узлов и
толстостенных
труб при толщине стенки 15 мм и более.
одготовку
кромок со стандартной разделкой а
выполняют
как мех. обработкой, так и газовой резкой
с послед.
зачисткой шлифмашинкой Подготовку
кромок с двух-скосой
разделкой 6
осущ.-ют
только меха. обработкой
концов труб или патрубков. Такая разделка
явл. предпочт.
при изготовлении трубных узлов и
толстостенных
труб при толщине стенки 15 мм и более.
До нач. сборки на всех поступивших для сварки трубах, деталях й проводов, арматуре мастером проверяется наличие клейм, маркировки, а также сертификатов завода-изготовителя. До нач. сборки трубы, детали т\дов и арматуру подают входному контролю на пригодность к сборке. На поверхности труб или дет. не доп.-ся: трещины, плены, рванины, закаты любых размеров; местные перегибы, гофры и вмятины. Перед сборкой труб необходимо очистить внутреннюю полость труб и деталей т\дов от грунта, грязи, снега и др. загрязнителей, а также мех. очистить до Ме блеска кромки и прилегающие к ним внутр. и наруж. поверхности труб и др. Перед сборкой обязательно обрезают деформированные концы труб и участки с поврежденной поверх.-ю труб. Необходимо выполнить правку плавных вмятин по телу трубы или правку деформированных торцов труб глубиной не более 3,5 % диаметра труб с помощью безударных разжимных приспособлений Перед началом выполнения сварочных работ поворотных и неповоротных стыков труб проводят просушку или подогрев торцов труб и прилегающих к ним участков. Просушка торцов труб путем нагрева на 50°С обязательна независимо от прочностного класса стали при: наличии влаги на трубах независимо от температуры окружающего воздуха; температуре окруж. воздуха ниже 5°С.Температуру предварительного подогрева контролируют контактными термометрами или термокарандашами.
Замеряется температура на расстоянии 10-15 мм от торца трубы непосредственно перед нач. выполнения сварки; место замера температуры контактными термом.-ми предв.-но защищают Ме щеткой.