

3.2. Конструирование обрезного штампа
Исходными данными для проектирования являются: вид операции -холодная; тип штампа - простой; способ удаления поковки - в провальное окна подштамповой плиты; снятие облоя с поверхности матрицы с помощью клещей (рис.10).
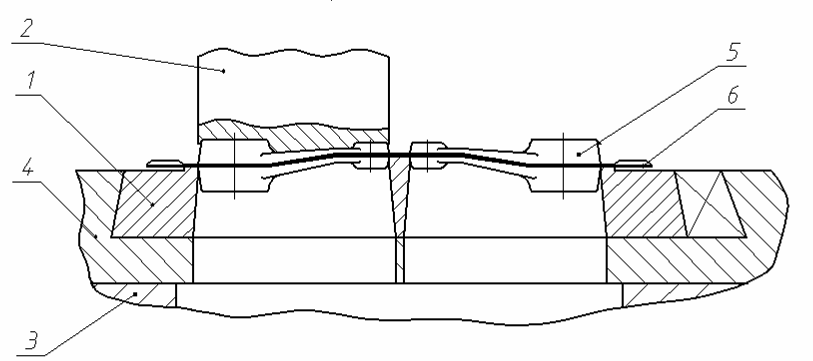
Рис. 10. Эскиз обрезного штампа:
1 – матрица; 2 – пуансон; 3 – подштамповая плита; 4 – башмак; 5 – сдвоенная поковка; 6 – зауенец
 Конструкция
рабочих элементов матрицы и пуансона
Конструкция
рабочих элементов матрицы и пуансона
Контур рабочего окна матрицы является режущим элементом и выполняется согласно плоскости разъема поковки при холодной операции.
Режущая кромка матрицы имеет форму возвышающего выступа (ступеньки). По внутреннему контуру режущей кромки выполняется вертикальный рабочий поясок высотой
 ,
переходящий в стенку провального
отверстия с уклоном 5°(
- толщина мостика заусенца).
,
переходящий в стенку провального
отверстия с уклоном 5°(
- толщина мостика заусенца).Пуансон конструктивно выполняется давящим, при этом рабочий контур должен плотно прилегать к поковке в момент ее соприкосновения во избежание изгиба и смятия выступающих ее частей.

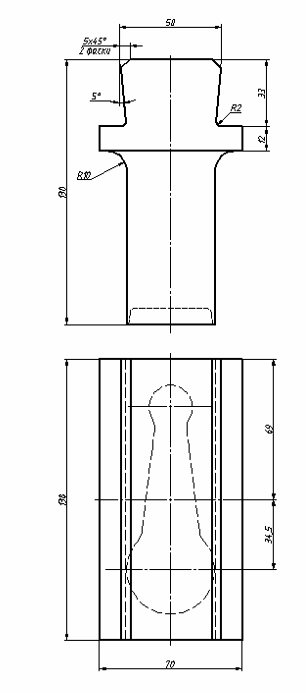
Рис. 12. Эскиз матрицы Рис. 13. Эскиз пуансона
 Конструкция
и способы крепления матриц (рис. 11)
Конструкция
и способы крепления матриц (рис. 11)
Для обрезки облоя применяется цельная матрица, так как обрезаемые поковки небольшие по размеру и имеют простую форму. Для крепления матриц используется низкий башмак, в котором матрица крепится клином. В этом случае поковка удаляется на провал через отверстие в подштамповой плите и столе пресса.
Конструкция и способ крепления пуансона (рис. 12)
Конструкция крепления пуансонов зависит от габаритов поковок. Для мелких поковок, как в нашем случае, используется способ крепления в переходной державке с помощью клина.
3.3 Составление технологической карты
На основании данных технологических расчетов, подобранного оборудования и разработанной технологическая оснастки составляется технологическая карта по форме ГОСТ 3.1103-74 [10], приведенная в прил.1
 Приложение
1.
Технологическая карта штамповки
поковки рычага
Приложение
1.
Технологическая карта штамповки
поковки рычага
|
Наименование детали |
Рычаг |
||||||
№ детали |
|
|||||||
Материал |
Сталь 30 |
|||||||
Исходный материал |
Прокат - заготовка |
|||||||
Марка ГОСТ |
30 ГОСТ 5940-88 |
Длина |
1205±2 мм |
|||||
Сечение |
Круг 32 мм |
Кол-во поковок на заготовку |
10 |
|||||
Длина прутка |
3750 |
Длина на одну поковку |
112 |
|||||
Отходы |
По некратности, угар облой |
|||||||
Вес в кг |
||||||||
Заготовка |
Поковка |
Отход |
||||||
0,72 |
0,45 |
0,27 |
||||||
№ оп. |
№ пер. |
Наименование производственных и контрольных операций |
Оборудо-вание |
Инструмент и приспособления, средства защиты |
Температура обработки |
|||
1 |
|
Контрольная |
|
Штангенциркуль ШЦ-1-125-0,1-1 ГОСТ 166-89. Каска ГОСТ 12.4.091-85 |
|
|||
|
1. |
Проверить длину и диаметр 5 10 заготовок от поданной партии |
|
|
|
|||
2 |
|
Транспортная |
Кран электро-мостовой Q = 5-15 т |
Строп цепной четырехветвевой 18М-2335. Тара. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85 |
|
|||
|
1. |
Подать тару с заготовками к нагревательной печи |
|
|
|
|||
3 |
|
Нагрев |
Печь камерная |
Клещи К-1094; склиз 2КМ-207. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85; очки ГОСТ 12.4.103-85; средства защиты органов слуха ГОСТ 12.4.051-87 |
|
|||
|
1. |
Загружать заготовки в печь партиями в количестве 6-8 шт. |
|
|
|
|||
4 |
|
Штамповка |
Паровоздушный штамповочный молот с весом падающих частей 1,1 т |
Штамп молотовой. Тара 7М-53600000; М471-00000-04; клещи К-1028. Перед работой штамп подогреть до температуры 150-200оС горелкой. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85; очки ГОСТ 12.4.103-85; средства защиты органов слуха ГОСТ 12.4.051-87 |
Температура начала штамповки 1230оС, конца - 800оС |
|||
|
1. |
Взять заготовку клещами и отштамповать в подкатном ручье |
|
|
|
|||
|
2. |
Отштамповать в черновом ручье |
|
|
|
|||

|
3. |
Отштамповать в чистовом ручье |
|
|
|
|
4. |
Отделить поковку от заготовки в отрубном ручье и сбросить отштампованную заготовку в тару |
|
|
|
|
5. |
Смазать ручьи штампа раствором графита в масле с помощью помазка К-2863 |
|
|
|
5 |
|
Контрольная |
|
Штангенциркуль ШЦ-1-125-0,1-1 ГОСТ 166-89. |
|
|
1. |
Проверить размеры и конфигурацию поковки путем разметки в разметочном пункте БТК |
|
|
|
|
2. |
Проверить качество поковки наружным осмотром по выявлению внешних дефектов, периодически 2-3 поковки в час |
|
|
|
6 |
|
Обрезка заусенца у поковок в холодном состоянии на провал в окна стола пресса в тару |
Пресс КГШП 2,5 МН. Режим работы пресса – разовые включения. |
Штамп обрезной. Тара. Клещи. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85; очки ГОСТ 12.4.103-85; средства защиты органов слуха ГОСТ 12.4.051-87 |
|
|
1 |
Уложить поковку в ручей матрицы клещами К-1035; убрать клещи и нажать на кнопки двуручного включения |
|
|
|
|
2 |
Снять заусенец с матрицы клещами |
|
|
|
7 |
|
Контрольная |
|
|
|
|
1. |
Проверить качество обрезки заусенца наружным осмотром, периодически 2-3 штуки в час в процессе работы |
|
|
|
8 |
|
Транспортная |
Кран электро-мостовой Q = 5-15 т |
Строп цепной четырехветвевой 18М-2335. Тара. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85 |
|
|
1. |
Поставить тару с поковками на свободное место |
|
|
|
9 |
|
Транспортная |
Кран электро-мостовой Q = 5-15 т |
Строп цепной четырехветвевой 18М-2335. Тара. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85 |
|
|
1. |
Поставить тару с поковками к обдирочно-шлифовальному станку |
|
|
|
10 |
|
Заточка |
Станок обдирочно-шлифовальный двухсторонний |
Круг шлифовальный ПП500х633203 23А50СТ1К ГОСТ 2424-85. Правочный инструмент – державка со звездочками 16Р-4696. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85; очки ГОСТ 12.4.103-85; респиратор ШБ-1 ГОСТ 12.4.103-85 |
|
|
1 |
Заточить заусенец по контуру обрезки в количестве 100% |
|
|
|
11 |
|
|
|
Общие требования по технике безопасности согласно СТП 37.102.04488-75 и инструкциям по видам работ |
|
|
1. |
Проверить качество заточки наружным осмотром. Выборочно 30-40 штук от партии |
|
|
|
|
2. |
Принятые поковки маркировать зеленой краской. Выборочно 10-20 штук от партии верхнего ряда |
|
|
|
12 |
|
Транспортная |
Кран электро-мостовой Q = 5-15 т |
Строп цепной четырехветвевой 18М-2335. Тара. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85 |
|
|
1. |
Подать тару с поковками к печи для поведения отжига и высыпать на эстакаду |
|
|
|
13 |
|
Отжиг |
Термическая методическая печь для отжига |
Каска ГОСТ 12.4.091-85; Ботинки ГОСТ 12.4.164-85; Рукавицы ГОСТ 12.4.103-85 |
|
|
1. |
Провести отжиг поковок |
|
|
|
14 |
|
Транспортная |
Кран электро-мостовой Q = 5-15 т |
Строп цепной четырехветвевой 18М-2335. Тара. Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85 |
|
|
1. |
Подать тару с поковками к дробеметному барабану и поставить в скип загрузочного устройства |
|
|
|
15 |
|
Очистка дроблением |
Дробеметный барабан, тип «42216М» |
Каска ГОСТ 12.4.091-85; рукавицы ГОСТ 12.4.103-85; очки ГОСТ 12.4.103-85; респиратор ШБ-1 ГОСТ 12.4.103-85; тара М-47100000-04; конвейер 10-КН |
|
|
1. |
Очистить поковки от окалины дробью ДСП ∅1,0 1,8 ГОСТ 11964-85 |
|
|
|
|
2. |
Очищенные поковки от окалины дробью отправить в тару с помощью конвейера |
|
|
|
16 |
|
Контрольная |
|
Разметочный пункт ОТК |
|
|
1. |
Проверить качество поковки визуальным осмотром с целью выявления внешних дефектов (нажимы, раковины) в количестве 20 30 деталей от поданной партии |
|
|
|
|
2. |
Принятые поковки маркировать краской 20 30 деталей от поданной партии |
|
|
|
17 |
|
Транспортная |
Кран электро-мостовой Q = 5-15 т |
|
|
|
1. |
Подать тару с заготовками на склад готовой продукции и поставить на свободное место |
|
|
|
 Контрольная
Контрольная
 Список
литературы
Список
литературы
1. ГОСТ 8479 -70. Поковки из конструкционной углеродистой и легированной стали. Технические условия. - М.: Издательство стандартов, 1970. -15с.
2. Ковка и объемная штамповка стали: справочник.Т.1; под ред. М.В.Сторожева.-М.: Машиностроение, 1967. 436 с.
3. Тарновский, И.Я. Свободная ковка на прессах / И.Я.Тарновский, В.Ф.Трубин, М.Г.Златкин.- М.: Машгиз, 1967. 328 с.
ОСТ 7062 - 90 «Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски». - М.: Издательство стандартов, 1970. -15с.
Сгибнев, В.Ф. Ковочно-штамповочное производство: учебное пособие для машиностроительных техникумов / В.Ф. Сгибнев - М.: Машиностроение, 1976. 360 с.
6. Златкин, М.Г. Справочник рабочего кузнечно-штамповочного производства М.Г.Златкин.- Машгиз, 1961. 310 с.
7. Охрименко, Я.М. Технология кузнечно-штамповочного производства / Я,М.Охрименко. - М.: Машиностроение, 1976. 560 с.
Вишневский Я. С. Технология ручной ковки / Я.С.Вишневский: учебник для ПТУ / Я.С.Вишневский. - М.: Машиностроение, 1976. 200 с.
Соколов Л. Н. Справочник кузнеца / Л.Н.Соколов. - Донецк: Донбасс, 1985. с.360.
ГОСТ 3.1126-88. Единая система технологической документации. Правила выполнения графических документов на поковки. - М.: Издательство стандартов, 1988. -23с.
ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. - М.: Издательство стандартов, 1989. -52с.
Ковка и штамповка стали: справочник. Т.2. Горячая объемная штамповка; под ред. Е.И.Семенова.-М.: Машиностроение, 1986. 592 с.
Ковка и объемная штамповка стали: справочник. Т.2; под ред. М.В.Сторожева.-М.: Машиностроение, 1968. 448 с.
Вербицкий, Е.И.Курсовое проектирование по горячей штамповке: учебное пособие для техн. спец. вузов / Е.И.Вербицкий, И.Г.Добровольский.-Мн.: Высшая школа, 1978. 208 с.