

2.5. Расчет термического режима
Выбор способа нагрева заготовки и подбор оборудования
Основным способом нагрева заготовок гладкого проката при молотовой многоштучной штамповке является пламенный нагрев в газовой печи. При этом заготовки укладываются по входу в печь поштучно на длину примерно равную трем штампуемым поковкам.
Интервал ковочных
температур выбирается по
справочным данным, для стали 30 он
составляет 1200![]() 810°С.
При этом заготовки укладываются в печь,
разогретую на температуру, превышающую
максимальную температуру штамповки
на 20±30°С. Взятие заготовок производится
поштучно минимальным интервалом,
обеспечивающим их нагрев. Для рассчитанное
заготовки диаметром
время нагрева составляет ~10 мин, а темп
штамповки ~ 60 шт/ч.
810°С.
При этом заготовки укладываются в печь,
разогретую на температуру, превышающую
максимальную температуру штамповки
на 20±30°С. Взятие заготовок производится
поштучно минимальным интервалом,
обеспечивающим их нагрев. Для рассчитанное
заготовки диаметром
время нагрева составляет ~10 мин, а темп
штамповки ~ 60 шт/ч.
Для стали 30 охлаждение отштампованных поковок производится воздухе (поковки после штамповки отбрасываются кузнецом в металлическую тару).
Контроль за термическим режимом ведется на двух стадиях процесс нагрева и штамповки. Температура нагрева фиксируется термопарами, помещенными в нагревательную печь, в виде записанных бумажных диаграмм на многоканальных потенциометрах. При штамповке режим нагрева контролируется периодически согласно инструкций (в частности для стали 30 в интервале штамповки 30 поковок) с помощью пирометра (оптический способ), результаты замеров которого заносятся в технологический паспорт изготовления изделия.
2.6. Расчет завершающих и отделочных операций
Для поковки детали вилка вала рулевого управления применяют операции: обрезка облоя, термическая обработка, очистка от окалины правка.
Выбор вида обрезки облоя. Для поковки из стали 30 обрезка проводит в холодном состоянии. После обрезки проводится заточка заусенца по контуру обрезки на обдирочно-шлифовальном станке.
Выбор вида термообработки. Для стали 30 основная термообработка детали производится после штамповки и является финишной, при которой основная масса изделия получает окончательные механические свойства. Она включает отжиг, проводящийся в термической методической печи. В процессе работы проводится статический метод контроля технологического процесса термообработки, включающий периодический замер вязкости металла на микроскопе типа "МПБ-2".
Очистка поверхности поковок служит для повышения срока службы режущего инструмента при механической обработке поковок, а также для облегчения контроля качества поверхности поковки после штамповки.
Для поковок из стали 30 при массовом производстве, основным способом является дробеметная обработка. Используются дробеметные барабаны типа "42216М", в которых применяется принцип очистки поковки потоком стальной дроби диаметром 1-1,8 мм, направляемой из сопла установки струей сжатого воздуха давлением 5 6 атм.
3. Конструкторская часть
3.1. Конструирование молотового штампа
Конструирование ручьев
Штамповочные ручьи
Основой
конструирования штамповочных ручьев
является чертеж поковки для изготовления
штампа или чертеж горячей поковки [13}
(рис. 7) .
.

Рис. 7. Эскиз горячей поковки рычага
Окончательный (чистовой) ручей служит для получения поковки в соответствии с ее чертежом. Форма ручья (гравюра) изготавливается по чертежу горячей поковки без отклонений.
 Предварительный
(черновой) ручей изготавливается
по чертежу горячей поковки со следующими
отклонениями: величина внутренних
радиусов закруглений кромок фигуры
увеличиваются на 2-4 мм по сравнению с
соответствующими радиусами чистового
ручья; заусеничная канавка отсутствует,
кромки выхода гравюры ручья на зеркало
матрицы выполняются с радиусом
Предварительный
(черновой) ручей изготавливается
по чертежу горячей поковки со следующими
отклонениями: величина внутренних
радиусов закруглений кромок фигуры
увеличиваются на 2-4 мм по сравнению с
соответствующими радиусами чистового
ручья; заусеничная канавка отсутствует,
кромки выхода гравюры ручья на зеркало
матрицы выполняются с радиусом
![]() 8
мм.
8
мм.
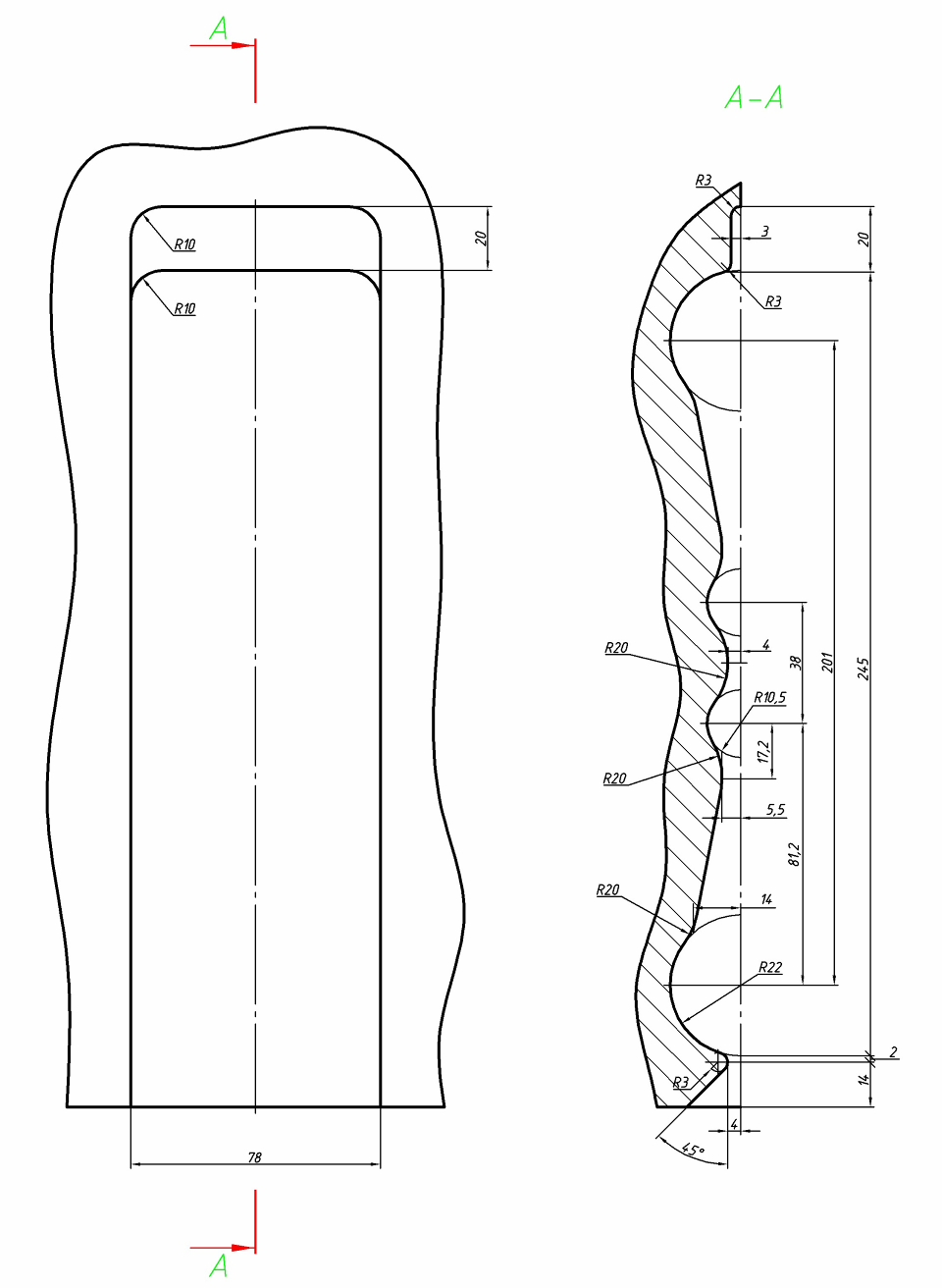
Рис. 8. Эскиз подкатного закрытого ручья
Заготовительные ручьи
Подкатной ручей (рис. 8) состоит из рабочей части, клещевой выемки и канавки для оттяжки торца заготовки. Контур продольного сечения рабочей части ручья строится по контуру расчетной заготовки [13] с учетом подсчета значения высоты ручья h по выражению
![]() (22)
(22)
где
![]() -
коэффициент, имеющий в местах набора
значения
0,6-0,7 и пережима
= 1,05 -1,1;
-
коэффициент, имеющий в местах набора
значения
0,6-0,7 и пережима
= 1,05 -1,1;
![]() -
диаметр эпюры расчетной заготовки.
-
диаметр эпюры расчетной заготовки.
Ширина ручья B для подкатки исходной заготовки определяется по формуле:
![]() , (23)
, (23)
где
![]() -
площадь сечения исходной (фактической)
заготовки, мм;
-
площадь сечения исходной (фактической)
заготовки, мм;

![]() -
наименьшая высота ручья, мм.
-
наименьшая высота ручья, мм.
Компоновка штампа и расчет размеров бойков
Расположение ручьев
При расположении ручьев на зеркале штампа учитывались рекомендации:
- при наличии двух штамповочных ручьев (предварительного и окончательного) их центры располагаются по обе стороны от центра штампа. При этом чистовой на величину одной трети их межосевого расстояния;
- положение фигуры штамповочных ручьев и клещевой выемки располагается перпендикулярно фронту штампа;
- ручьи располагаются по возможности в порядке переходов штамповки по минимальному пути перемещения заготовки;
- первый заготовительный ручей располагается со стороны нагревательного устройства.
Толщина стенки S между ручьями, расстояние от ручья до края штампа, от штамповочного до клещевой выемки определены по выражениям:
S – толщина стенки от края бойка до ручья, S = 1,5h; (24)
S’ – расстояние между заготовительным и штамповочным ручьями,
S’ = (0,9 1,2)h; (25)
S” – расстояние между черновым и чистовым ручьем, S’ = (1,2 1,4)h; (26)
Тогда S = 24 мм; S’ = 16 мм; S’’ = 20 мм;
Конструирование замков
Поковка имеет ломаную линию разъема, уравновешивание сдвигающих сил производится путем сдваивания поковок, поэтому замки на данном штампе не выполняются.
Габаритные размеры штампа
Размеры штампа в плане подбираются согласно компоновки выбранных ручьев, а также с учетом допустимой удельной нагрузки на зеркало штампа и хвостовик штампа: на 1 т веса падающих частей молота должно приходиться соответственно не менее 300 см2 поверхности соударения бойков и 450 см2 опорной поверхности хвостовика.
По рассчитанным габаритным размерам подобраны заготовки (кубики) штампов размерами 400х250х300 мм согласно ГОСТ 7931-71.
Подбор оборудования
Вес падающих частей молота GT определяется по номограмме или эмпирической формуле А.В. Ребельского [15] (23).
Для поковок удлиненной формы и приближающихся к ним
![]() (23)
(23)
где
![]() -
приведенный диаметр некруглой в
плане поковки, мм;
-площадь проекции поковки, мм2;
l - длина поковки;
-
приведенный диаметр некруглой в
плане поковки, мм;
-площадь проекции поковки, мм2;
l - длина поковки;
![]() -
средняя ширина поковки, мм;
-
сопротивление деформации при
температуре конца штамповки, МПа, для
стали 30
= 65 МПа.
-
средняя ширина поковки, мм;
-
сопротивление деформации при
температуре конца штамповки, МПа, для
стали 30
= 65 МПа.
 Для
сдвоенной поковки
Для
сдвоенной поковки
![]() мм;
= 241 мм;
= 24 мм.
мм;
= 241 мм;
= 24 мм.
Тогда
![]()
Составление чертежа
Чертеж молотового штампа (рис.9) содержит следующие виды и информацию:
общий фронтальный вид штампа (верхний и нижний бойки в сомкнутом состоянии), указываются размеры клещевой выемки и подъемных отверстий;
вид сверху на нижний боек, на котором выполнена компоновка всех ручьев, клещевой выемки, заусенечной и литниковой канавок, контрольного угла, контура площадки для осадки с размерами и замков;
сечения клещевой выемки, замков, штамповочных ручьев, заготовительных ручьев со всеми размерами, обеспечивающими их изготовление;
технические условия, расположенные над угловым штампом и содержащие данные:
1. 321..368 НВ - твердость рабочей части; 285..321 НВ - твердость хвостовика.
2. Штамповочные ручьи изготовить по чертежу горячей поковки.
3. Штамп изготовить согласно техническим условиям изготовления штампа по ГОСТ 21546-76.
4. Нижний штамп, поз.1 - показан, верхний, поз. 2 – зеркальное отображение.
5. Размеры заготовок (кубиков) 350x350x450 ГОСТ 7831-78.
6. Закрытая высота штампа 700мм.
 7.
Оборудование - штамповочный паровоздушный
молот с весом падающих частей GT
= 1,1 т.
7.
Оборудование - штамповочный паровоздушный
молот с весом падающих частей GT
= 1,1 т.

Рис. 9. Вид сверху на нижний боек