

36.Штамповка на горизонтально-ковочных машинах: виды заготовок, особенности процесса, технологические возможности, преимущества и недостатки, область рационального применения.
 ГКМ
– горизонтальные горячее - ковочные
прессы, допускается 1-31.5 МН. На ГКМ
штампуют в открытых, закрытых штампах
и штампах для выдавливания.
ГКМ
– горизонтальные горячее - ковочные
прессы, допускается 1-31.5 МН. На ГКМ
штампуют в открытых, закрытых штампах
и штампах для выдавливания.
В качестве исходной заготовки применяют пруток круглого профиля, реже трубы.
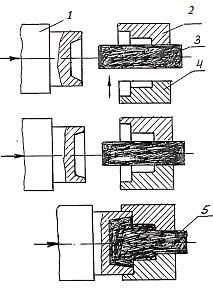
Исх. материал нарезают обычно на короткие прутки или на штучные заготовки. Основным отличием ГКМ является наличие двух взаимно перпендикулярных разъемов. Главный разъем проходит между пуансоном, который закреплен в блоке пуансонов 1, и разъемной матрицей, расположенный в блоках матриц неподвижных -2 и подвижных - 4. В начале процесса пуансон. и обе половинки матрицы разомкнуты. Пруток диаметром d направляется в неподвижную часть матрицы до упора, положение которого отрегулировано. Затем машина включается на рабочий ход, при этом подвижные части штампов приходят в движение, прежде всего в рабочее положение приходит подвижная часть матрицы 4. Это обеспечивает плотный зажим прутка на длине l, после чего упор подходит, а пуансон приходит в соприкосновение с прутком, при дальнейшем движении пуансона осуществляется высадка заготовки на длине l1. Освобождение заготовки идет в обратном направлении. Штамповка обычно осуществляется в нескольких ручьях, расположенных по высоте Недостатки:1) ограниченное число форм поковок
2) необходимо получения проката высокой точности.
К основным ручьям на ГКМ относят: 1) наборный служит для превращения высаживаемого конца. 2) формовочный для получения окончательных размеров и форм поковки
3) прошивной для получения в заготовке глухих и сквозных отверстий
4) Пережимной для уменьшения диаметра заготовки в к-л месте
5) просечной для просечки данной части поковки и получения сквозного отверстия
6) обрезной для обрезки заусенца7) отрезной для отделения готовой детали от прутка
I – пуансон; 2 – неподвижная матрица; 3 – пруток (заготовка); 4 – подвижная матрица; 5 – поковка.
37. Изотермическая штамповка: сущность технологического процесса, технологические возможности, область рационального применения.
Сущность изотермической штамповки заключается в том, что разогретую до необходимой температуры заготовку, защищенную от окисления тонким слоем расплавленного боросиликатного стекла, кладут в горячий теплоизолированный штамп, одновременно являющийся нагревательным элементом. Тепло выделяется в нем вихревыми токами, возбуждаемыми водоохлаждаемым индуктором. Благодаря изотермичности достаточен нагрев до 800—1000° С вместо 1000—1300°С при старых методах. Благодаря хорошей теплоизоляции значительно сокращается расход энергии, а поскольку заготовка не остывает, можно уменьшить скорость деформации, чтобы в процессе обработки успела осуществиться рекристаллизация. Можно уменьшить усилия деформации и по сути перейти от ковки к прессованию. Расплавленное стекло служит неплохой смазкой. Оно препятствует схватыванию детали с инструментом. В результате за один ход пресса можно при сравнительно небольших усилиях отштамповать сложные по конфигурации детали. Так как здесь нет ударов, то сам штамп и пуансон могут быть не коваными и фрезерованными, а отлитыми из жаропрочных литейных сплавов вместе с необходимой гравюрой, которая четко отражается на детали. Следует также упомянуть о возрастании пластичности многих сплавов при малых скоростях деформирования. Так, при температуре 800° С и выше пластичность титановых сплавов становится практически неограниченной. За один ход пресса удавалось осаживать образцы со степенью деформации 95—98%.