

Конструкции блоков покрытия и способы их сборки
Конструкция блоков покрытия. Блок покрытия — пространственная система, неизменяемость которой обеспечивается за счет наличия горизонтальных и вертикальных связей в конструкции и благодаря «диску», образованному стальным профилированным настилом.
Размеры блоков при модуле 6 м от 12х18 до 36x36 м, площадь блоков 216...1300 м2, масса 30...190 т. Максимальные по площади ранее изготовленные и смонтированные блоки имели размеры 24 х 144 м при массе 640 т. Все блоки были оборудованы светоаэрационными фонарями.
Основные тенденции проектирования блоков покрытия:
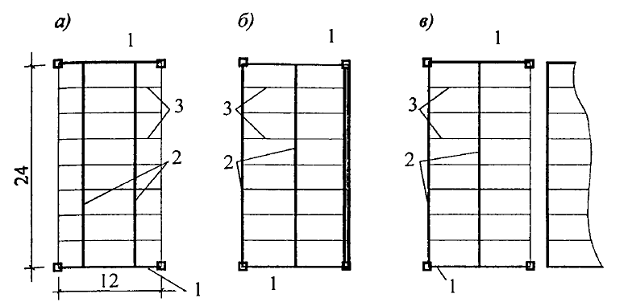
Рис. 10.2. Типы блоков покрытия:
а, б — блоки с симметричной структурой; в — несимметричный блок; 1 —подстропильная ферма; 2 — стропильная ферма; 3 — прогоны
Симметричные блоки — в них 2 подстропильные и 2 стропильные фермы со смещением от оси колонн на 3 м;
Квазисимметричные блоки — в них 2 подстропильные и 3 стропильные фермы, из них две крайние — облегченные, расположенные по осям колонн и рассчитываемые исходя из меньшей грузовой площади;
Несимметричные блоки — в них отсутствует одна из ферм (подстропильная или стропильная).
Способы сборки блоков покрытия: поточно-стендовый, конвейерный и стендово-конвейерный.
При поточно-стендовом способе сборочную линию собирают из ряда стационарных стендов, на которых выполняется последовательно весь комплекс работ от начала укрупнения металлоконструкций до устройства кровли. Стенды располагают в непосредственной близости от возводимого здания и, одновременно, складов металлоконструкций и строительных материалов. Стенды оборудуют подмостями и грузоподъемными механизмами. Блоки покрытия на стендах в процессе производства работ остаются неподвижными. Работы на стендах выполняют мобильные специализированные звенья монтажников металлоконструкций, строителей и монтажников технологического оборудования. У работников нет постоянного рабочего места, закончив работу на одном стационарном блоке, они перебазируются на другой стенд для производства того же вида работ.
Но эти переходы и перемещение инструментов, материалов и механизмов приводят к значительным потерям рабочего времени, что особенно заметно при большом числе стендов. Но стендовый способ обеспечивает ритмичность — достигается одинаковая продолжительность работ на блоках. Готовые блоки транспортируют и монтируют обычным порядком в соответствии с предусмотренной механизацией этих работ.
Предварительное укрупнение конструкций в блоки при производстве монтажных работ имеет ряд достоинств:
незначительные материальные и трудовые затраты на устройство поточно-стендовой линии;
увеличение выработки рабочих в 1,3...7 раз;
высокая экономическая эффективность по сравнению с поэлементным монтажом на проектных отметках;
возможность использования менее дорогих монтажных кранов с меньшей грузоподъемностью для сборки блоков;
исключение опасных верхолазных работ по сборке, так как она осуществляется на земле или на стендах, оснащенных подмостями;
увеличение массы одного подъема;
значительное повышение качества работ благодаря доступности постоянного контроля;
сокращение общей продолжительности работ, так как можно увязать продолжительность изготовления одного укрупненного блока с продолжительностью его монтажа;
эффективно используется грузоподъемность основного монтажного механизма и исключаются его простои.
Число сборочных стендов обычно колеблется от 2 до 6, и соответственно число собираемых на них блоков от 1 до 5 в сутки.