

2 Эксплуатационно-наладочный раздел
2.1 Назначение и характеристика станка с чпу
Вертикальные многоцелевые станки, к которым и относится 2254ВМФ4, предназначены для обработки как крупных заготовок, так и заготовок средних размеров, или заготовок обрабатываемых с одной стороны. При использовании многопозиционных и поворотных приспособлений можно вести обработку заготовок с нескольких сторон. Этому способствуют и автоматически сменяемые головки с различным расположением шпинделей. Станки выполняют по типу вертикальных консольно-фрезерных,и бесконсольно-фрезерных ,и прродольно-фрезерных станков.В этой группе часче всего используется крестовый стол, а вертикально перемещается шпиндельная бабка.
Станок 2254ВМФ4 длля изготовления данной детали будет использоватся в роли сверлильного, т. к. благодаря вертикальному расположению шпинделя , а также наличию магазина можно уменьшить количество операций с ЧПУ, если сравнивать данный станок с вертикально сверлильным станком 2Р135Ф2, который оснощен шести позиционной револьверной головкой для производства детали «Плита 7100» потребовалось бы 2 станка ,т. к. количество инструмента применяемого в сверлильной операции равно одиннадцати. На выбранном станке можно производить сверление, зенкерование, зенкование, развертывание, что делает изготовление детали возможным на данном станке. Компоновка станка 2254ВМФ4 предсавлена на рисунке 3.
Рисунок 3 – Общий вид станка 2Р135Ф2.
Таблица 9 Технические характеристики станка модели 2254ВМФ4
Параметр |
Значение |
1 |
2 |
Конус шпинделя (конусность) |
7:24 |
Емкость инструментального магазина |
30 |
Регулирование скоростей шпинделя: |
Бесступенчатое |
Пределы частоты вращения шпинделя, об/мин |
2-3150 |
Точность позиционирования по осям координат, мм |
0,016 |
Регулирование подач по осям: X,Y,Z |
Бесступенчатое |
Наибольшее перемещение стола, по координатам мм: |
|
Х |
500 |
Y |
500 |
Z |
500 |
Рабочая поверхность стола, мм: |
|
ширина |
500 |
длина |
630 |
Пределы подач по осям мм/мин:
|
|
Х |
1-10000 |
Y |
1-10000 |
Z |
1-10000 |
Габаритные размеры станка, мм |
4610х4510х3235 |
Мощность электродвигателя главного привода, кВт |
10 |
Масса станка, кг |
7000 |
2.2 Технические и технологические характеристики учпу
Приводим технические характеристики устройства числового программного управления, сведя в таблицу, приводим пульт УЧПУ и описываем название его клавиш.
Таблица10 - Техническая характеристика УЧПУ "Sinumeric 802D"
Наименование |
Параметр |
1 |
2 |
Количество управляемых координат |
3 |
Наибольшее количество одновременно управляемых координат |
2 |
Точности перемещения по осям:, мм. |
|
X Y Z
|
0,05 0,05 0,05
|
Пульты ЧПУ и описание клавиш приведены на рисунках 5,6.

Рисунок 5 – Определение клавиш системы ЧПУ Sinumeric 802D
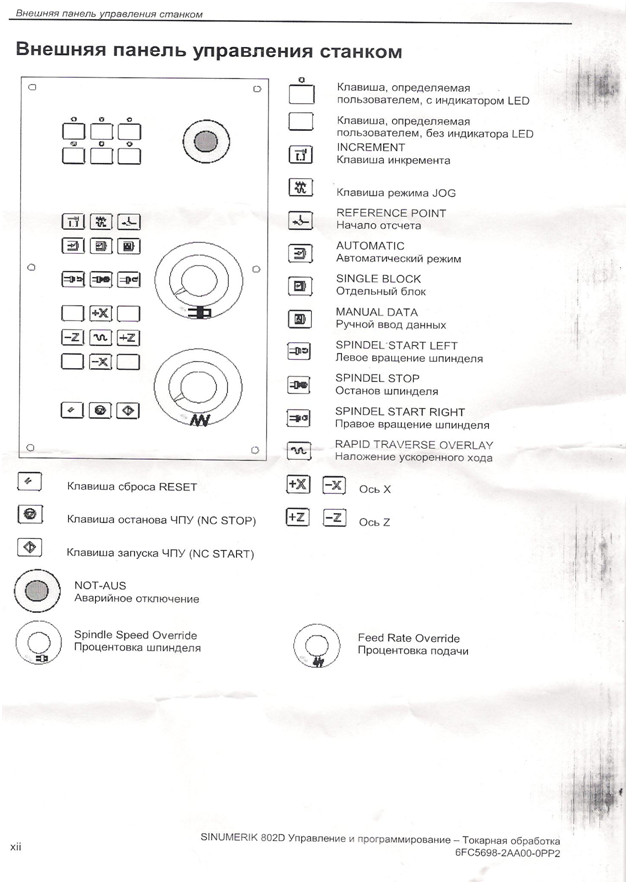
Рисунок 6 – Внешняя панель управления станком