

1.3 Выбор метода получения заготовки
Деталь плита изготовляется из легированной стали 40Х ГОСТ 4543–71. Данный материал является достаточно распространенным, и подобран исходя из воспринимаемых нагрузок и условий работы.
Для производства деталей типа плита целесообразно применять листовой метал, т. к. подбирая заготовки по ГОСТ 103-76 можно добится высокого КИМ (0,65), а также дешевизна получения заготовки.
Заготовкой для «Плиты» служит плита стальная горячекатаная, обчной точности(Б), серповидности класса 2, кратной мерной длины(КД), толщиной 36 мм., шириной 180мм., по ГОСТ 103-76. Материалом является сталь 40Х ГОСТ 4543-88.
Полоса Б-2-2-КД-36х180 ГОСТ 103-76/40х 3ГП-М1-ТВ1-ПР ГОСТ4543-88
Эскиз заготовки представленна рисунке 1.
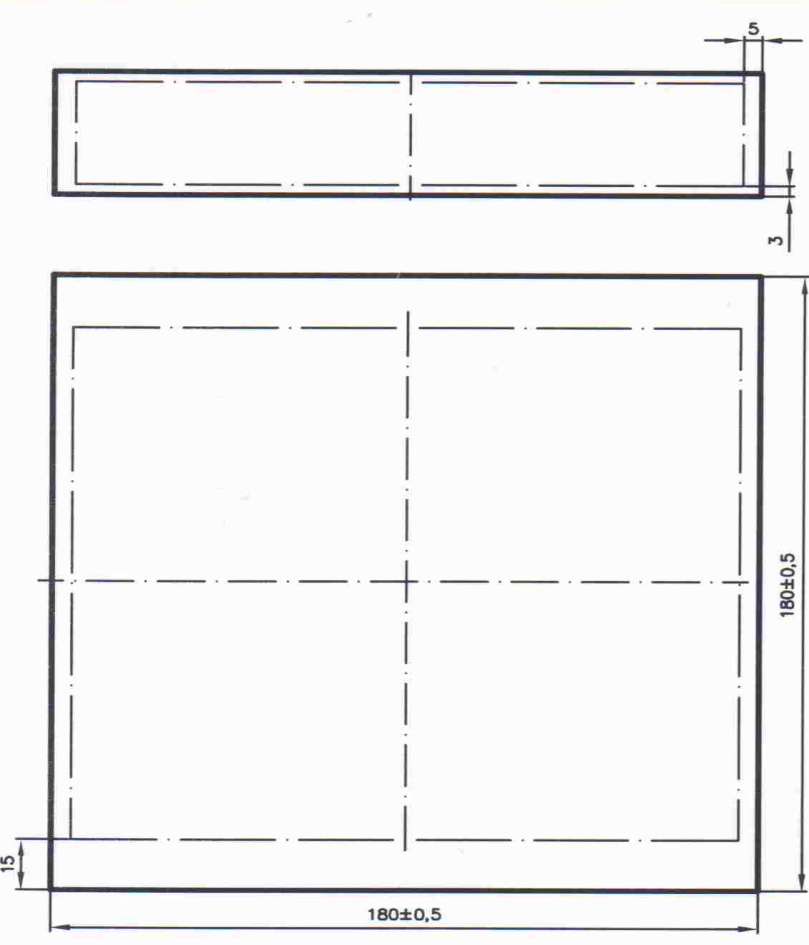
Рисунок 1 – Эскиз заготовки плиты.
1.4 Назначение припусков на механическую обработку детали
Выбираем припуски и допуски на обработку. Поверхности, на которые заданые припуски представлены на рисунке 2.
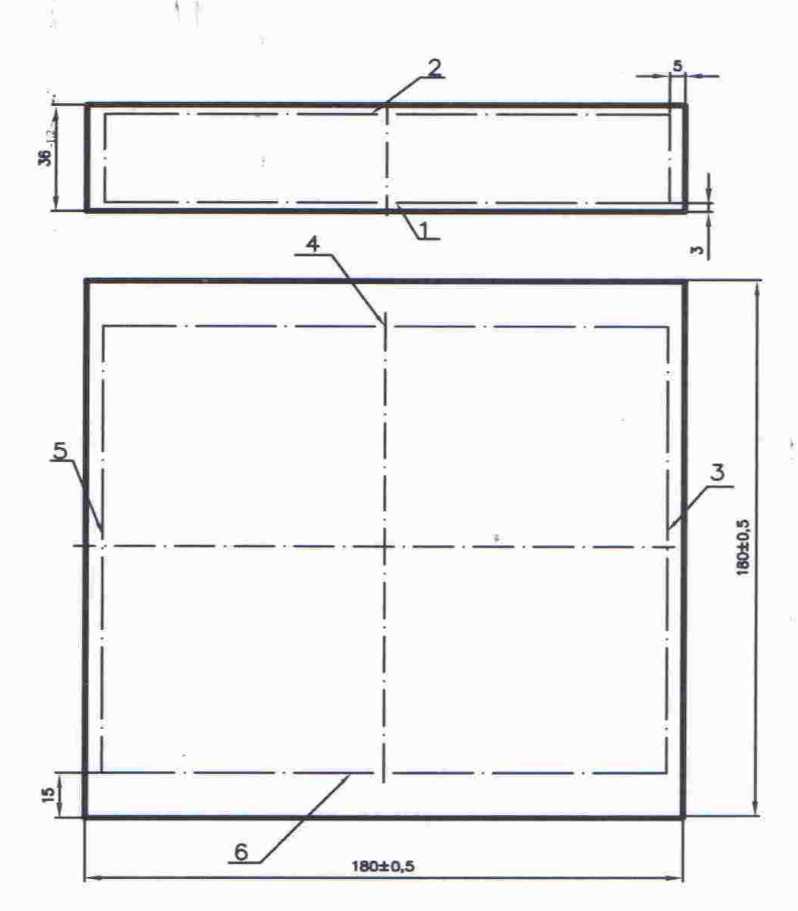
Рисунок 2 – Эскиз заготовки с обозначением поверхностей.
Припуски на обработку всех поверхностей плиты представлены в таблице 3.
Таблица 3 Припуски и допуски на обрабатываемые поверхности плиты
Поверх-ность |
Размер, мм |
Припуск табличный, мм |
Допуск, мм |
1 |
2 |
3 |
4 |
1 |
33 |
3 |
±0,2 |
2 |
30 |
3 |
+0 -0,033 |
3 |
165 |
15 |
±0,5 |
4 |
175 |
5 |
±0,5 |
5 |
150 |
15 |
+0 -0,1 |
Продолжение таблицы 3 |
|||
1 |
2 |
3 |
4 |
6 |
170 |
5 |
+0 -0,4 |
7 |
Ø11 |
5,5 |
±0,2 |
8 |
Ø9,2 |
4,6 |
±0,2 |
9 |
Ø14,5 |
7,25 |
±0,2 |
10 |
Ø11,85 |
0,425 |
±0,2 |
11 |
Ø9,8 |
0,3 |
±0,2 |
12 |
Ø12 |
0,075 |
+0,018 |
13 |
Ø10 |
0,1 |
+0,018 |
Рассчитываем коэффициент использования материала, КИМ, по формуле
КИМ = mд / mз , (2)
где mз - масса заготовки, кг;
mд – масса детали, кг;
mд = 5,7кг
Массу заготовки mз, кг рассчитываем по формуле
mз = V ∙ ρ, (3)
где ρ – плотность материала, т/м3;
ρ═7,85 т/м3
V – объем заготовки, мм3;
Объем заготовки V, мм3 рассчитываем по формуле
V = (2l ∙H), (4)
где H – высота(длина) заготовки, мм;
l – длина заготовки, мм.
mз = (2∙180 ∙ 36) ∙7,85 · 10-6 = 9,16кг
КИМ = 5,7/ 9,16 = 0,65