

6.2. Порядок выполнения задания
Изучить основные методы получения заготовок.
Для детали, на которую в практической работе №6 разрабатывался технологический процесс изготовления, привести таблицу с характеристикой её материала, химического состава и физико-механических свойств. Объяснить назначение термической обработки детали, проанализировать получаемую при этом твердость и микроструктура.
На основании изученных способов получения заготовок и с помощью справочной литературы [1], [3] выбрать для данной детали наиболее экономически целесообразный способ.
Описать выбранный способ получения заготовки.
На основании изученных способов получения заготовок выбрать для данной детали наиболее экономически целесообразный способ.
Описать выбранный способ получения заготовки.
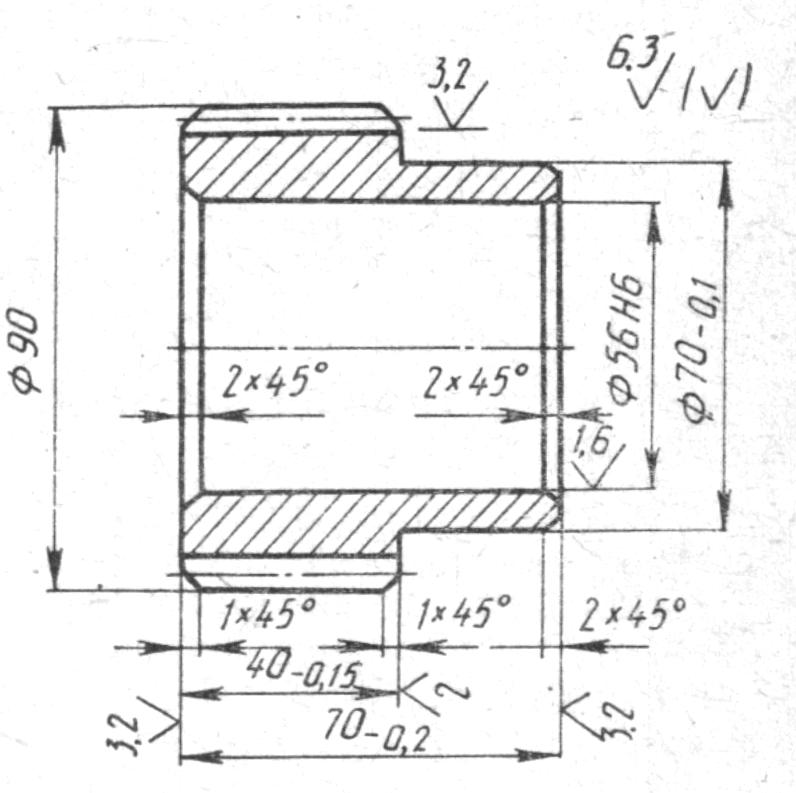
Выполнить эскиз заготовки (пример выполнения см. на рис. 6.1, 6.2, 6,3).
На эскизе штампованных заготовок указать линии разъема штампов, штамповочные уклоны, точность поверхностей, технические требования термическую обработку и т.д.
Для деталей, непосредственно получаемых из сортового проката, заготовка изображается в виде отрезка, отделенного от прутка. На чертеже показывается ширина реза в соответствии с выбранным способом резки сортового проката. Внутри заготовки из проката вычерчивается основной контур обработанной детали.
На чертеже литых заготовок, кроме размеров с допусками и отклонениями, указываются линии разъема опок и пресс-форм, припуски на механическую обработку. Чертеж отливки удобно совмещать с чертежом готовой детали, при этом основное изображение – готовая деталь, изображенная жирной линией, а припуски на механическую обработку показываются на обрабатываемых поверхностях, при этом штриховка выполняется как продолжение основной штриховки, но другим цветов.
Рисунок 6.1 – Зубчатое колесо: а) эскиз; б) заготовка, полученная штамповкой на ГКМ; в) заготовка, полученная из калиброванного проката |
Рисунок 6.2 - Корпус: отливка (сталь 40Л по ГОСТ 977—75); технические требования: нормализация. 143…229 НВ; 2-й класс точности по ГОСТ 2009—55; смещение по плоскости разъема не более 1,6 мм; неуказанные формовочные уклоны по ГОСТ 3212—80; неуказанные радиусы не более 6 мм
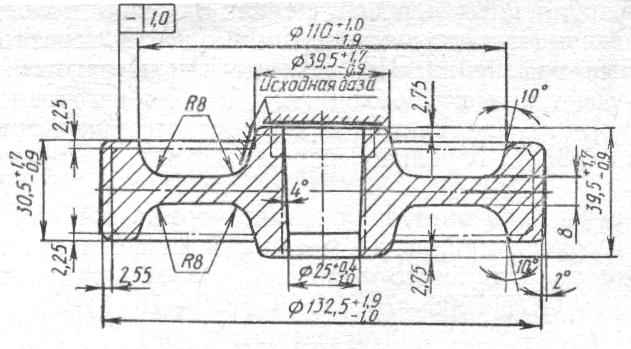
Рисунок 6.3 - Колесо зубчатое: штамповка (сталь 18ХГТ, ГОСТ 4543—71); технические требования: группа 2, 156..229 НВ, ГОСТ 8479—70; 2-й класс точности по ГОСТ 7505—.74; неуказанные радиусы не более 2,5 мм; неуказанные штамповочные уклоны 5°; перекос (сдвиг осей штампов) до 1 мм |
 а)
а)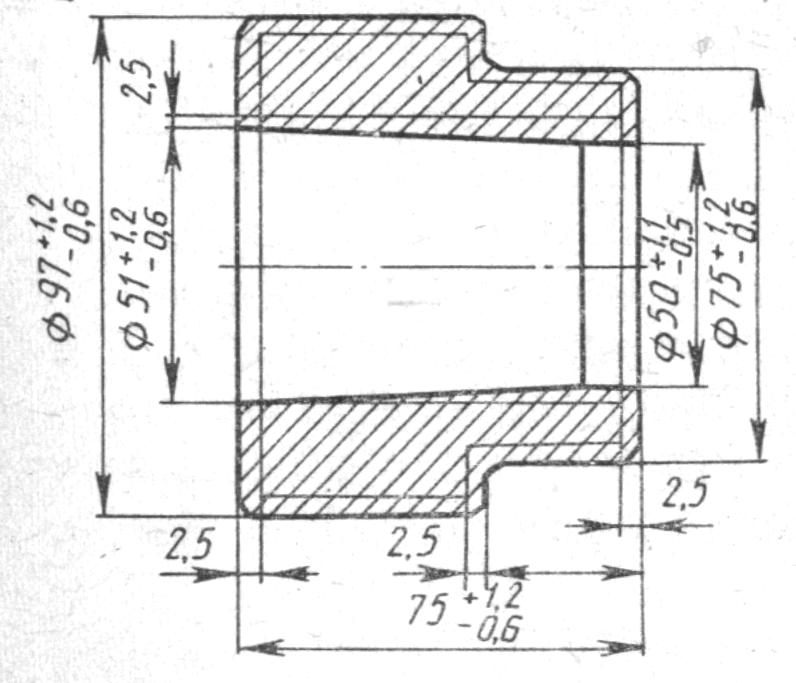 б)
б)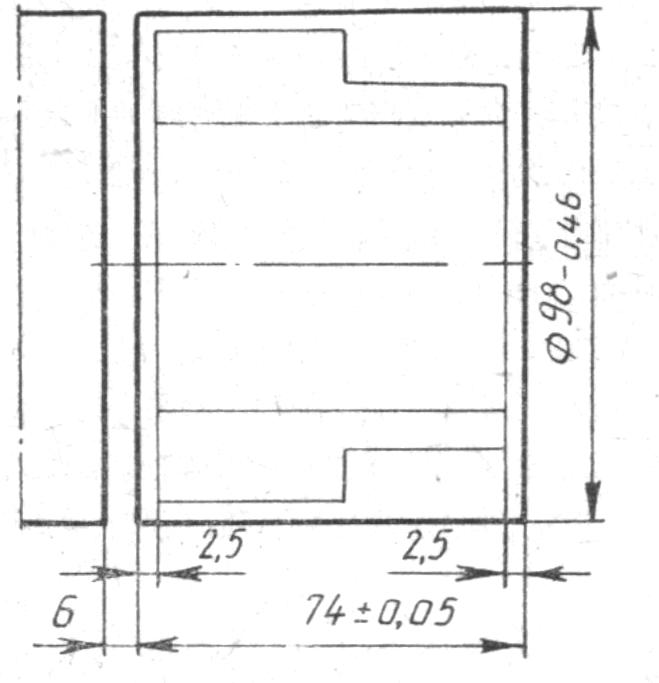 в)
в)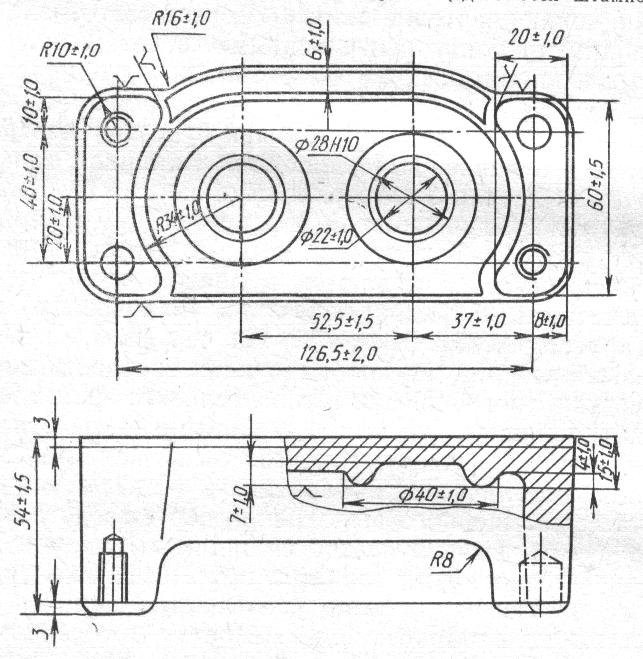
6.3. Набор типовых задач для решения на занятии
Выбор заготовки производится для детали, рассмотренной в первой практической работе. Допускается проектирование маршрута на другие типовые детали автотранспортных средств (корпус топливного насоса, вал коробки передач, шестерня коробки передач и др.).