

Газовая сварка трубопроводов
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостатком газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали. Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=s/2+1 мм, а при правом d=s/2 мм, где s – толщина свариваемого металла, м.
Сварочный пост газовой сварки и резки комплектуется следующим оборудованием, принадлежностями и материалами:
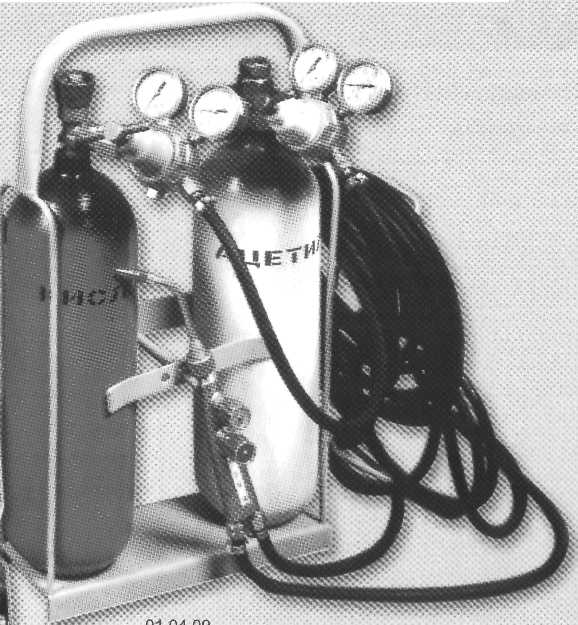
- кислородный баллон с редуктором;
ацетиленовый баллон с редуктором или ацетиленовый генератор для получения ацетилена из карбида кальция;
резиновые рукава-шланги для подачи кислорода и ацетилена в горелку или резак;
сварочные горелки с набором наконечников;
резаки с комплектом мундштуков и приспособлений для резки;
присадочная проволока для сварки и резки; очки с темными стеклами для защиты глаз, набор ключей, молоток, зубило, стальные щетки и др.;
сварочный стол и приспособления для сборки;
средства пожаротушения – ящики с песком, огнетушители, лопаты, ведра и др.
Для сварки стальных труб применяют следующую подготовку кромок:
без скоса для газовой сварки толщиной стенки 1-3 мм;
Зазор между кромками труб выбирается:
-
толщина стенки (мм)…………
1-2
2-3
3-8
8-20
зазор для ручной дуговой сварки……
-
0,5
1
2
зазор для газовой сварки………..
0,5
1
-
-
Допускаемое смещение кромок концов стальных труб при сборке встык под сварку:
-
Толщина стенки (мм)
3-4
5-6
7-8
9-14
15 и более
Смещение (мм) не более
1
1,5
2
2,5
3
Соосность труб в месте стыка проверяют линейкой, прикладываемой в 3-4 местах по окружности трубы.
Диаметр труб от 14 до 159 мм. Толщина стенки от 1 до 4.5 мм |