

4. Конструкторская часть
В этой части я предлагаю идею по усовершенствованию технологического процесса по моечным, кузовным и окрасочным работам. Сначала нужно описать идею по усовершенствованию технологического процесса, а потом представлять схему. Этот процесс будет состоять из следующих этапов:
- Сначала автомобиль заезжает на переместительный квадрат(3). Который находится в зоне 1. В зоне 1 выполняются моечные работы. Сначала нужно помыть автомобиль перед покраской. Мойка занимает недолгое время 1-1,5 минуты. Она происходит при помощи больших электрощеток (1 и 2 ) без участия человека;
- После мойки машина на переместительном квадрате перемещается в зону 2,где проводятся кузовные работы. Кузовные работы тоже происходят без участия человека. Человек остается только задать программу аппарату. Они проводятся для того, чтобы снять старую краску с автомобиля. Такие работы выполняют аппараты (4.0 и 4.1).Этот процесс занимает 10 минут;
- Потом из зоны 2 автомобиль на переместительном квадрате перемещается в зону 3 где выполняются окрасочные работы. Окрасочные работы выполняют аппараты-роботы. Все это происходит без участия человека. Такой процесс занимает 10-15 минут. Затем автомобиль окрашенный сушится 5 минут. Итого процесс занимает около 20 минут ;
- После окраски автомобиль на переместительном квадрате перемещается в зону выдачи автомобилей.

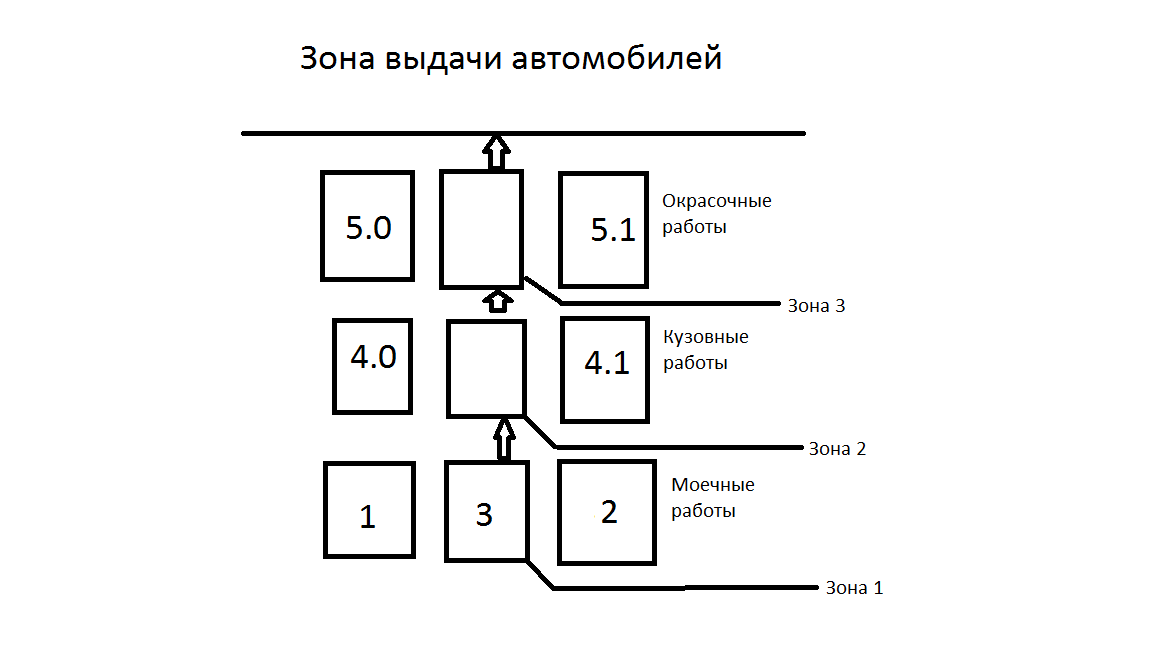
Рисунок 4. Схема технологического процесса моечных, кузовных и окрасочных работ.
На этом рисунке показаны: 1,2- моечное высокотехнологичное оборудование; 3- переместительный стенд;4.0-4.1- оборудование по отделке кузова;5.0-5.1- Окрасочное оборудование.
5. Заключение
Я разработал идею по усовершенствованию технологического процесса моечных, кузовных и окрасочных работ. Достоинствами моей идеи могут служить следующие характеристики:
-наличие переместительного квадрата на котором перемещается автомобиль. Это хорошо тем, что автомобиль не нужно заводить и тратить напрасно бензин;
-наличие высокотехнологического оборудования;
- экономия времени;
- технологические работы происходят без участия человека.
Выводы и рекомендации Библиографический список
1. Недолужко А.А., Недолужко А.А. Технологические процессы в сервисе. Пособие по курсовому проектированию. Ростов-на-Дону: РИС ЮРГУЭС.2004. – 48 с.
2 Каграманова И.Н.. Технологические процессы в сервисе: Учебное пособие.– Инфра-М: 2007. – 144 с.
3. Напольский, Г.М. Обоснование спроса на услуги автосервиса и технологический расчёт СТО легковых автомобилей. Учебное пособие. / Напольский Г.М., Зенченко В.А. - М, МАДИ, 2008 г.