

1.Особенности сборки червячных передач.
Червячная передача - механическая передача, осуществляющаяся зацеплением червяка и сопряжённого с ним червячного колеса. Червяк представляет собой винт со специальной резьбой. Червячное колесо представляет собой зубчатое колесо, изготовленное из двух материалов: венец — из дорогого антифрикционного материала (например из бронзы), а сердечник — из более дешёвых и прочных сталей или чугунов.
При сборке червячных передач нужно с необходимой точностью обеспечить все параметры качества. Проверку угла скрещивания осей червяка и червячного колеса осуществляют контрольными скалками и индикатором, специальным шаблоном, отвесом и нутромером.
Скалка устанавливается вместо вала червяка, еще одна скалка - вместо вала колеса. Рычаг устанавливается на одну скалку так, чтобы ножка индикатора касалась другой скалки. Если угол скрещивания осей равен 90°, то показания индикатора в двух точках скалки с разных сторон корпуса должны быть одинаковы.
Шаблон прикладывают к ободу червячного колеса и щупом замеряют зазор между шаблоном и витками червяка.
При проверке отвессами от вала червяка опускают отвесы с разных сторон колеса и нутромером замеряют расстояние , которое должно быть одинаковым с обеих его сторон.
Для обеспечения нормальной работы передач необходимо, чтобы расстояние между осью червяка и осью колеса находилось в пределах допусков, а средняя плоскость совпадала с осью червяка. Для этого червячное колесо закрепляют на призматической шпонке, и дополнительно с обеих сторон гайками, которыми можно регулировать положение средней плоскости колеса (ослабляя одну или подтягивая другую). Также можно ступицу колеса зажать распорными втулками , а по торцам установить компенсаторные кольца различной толщины. Меняя эти кольца, можно добиться сдвига колеса в ту или другую сторону.
 При сборке зубчатого колеса может
быть перекос или сдвиг колеса по оси.
Перекос можно легко проверить индикатором
путем установки червячного колеса с
валом в центрах. Правильность зацепления
червячного колеса с зубьями червяка
проверяют следующим образом. На винтовую
поверхность червяка наносят тонкий
слой краски, затем медленно поворачивают
червяк в одном направлении. При правильном
зацеплении червяка с червячным колесом
краска должна покрывать поверхность
зуба червячного колеса не менее 50-60% по
длине и по высоте.
При сборке зубчатого колеса может
быть перекос или сдвиг колеса по оси.
Перекос можно легко проверить индикатором
путем установки червячного колеса с
валом в центрах. Правильность зацепления
червячного колеса с зубьями червяка
проверяют следующим образом. На винтовую
поверхность червяка наносят тонкий
слой краски, затем медленно поворачивают
червяк в одном направлении. При правильном
зацеплении червяка с червячным колесом
краска должна покрывать поверхность
зуба червячного колеса не менее 50-60% по
длине и по высоте.
смещён влево смещён вправо правильно
2.Способы чистовой обработки станин, смазочных и крепежных отверстий.
Ч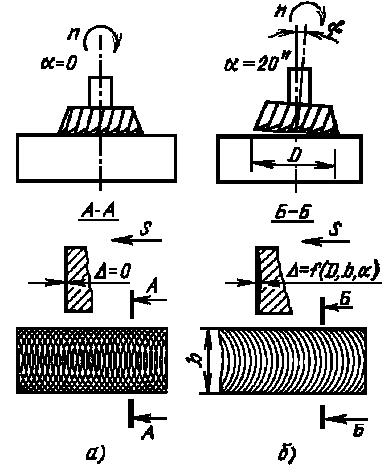 истовая
обработка станин выделяется в отдельный
этап и осуществляется после черновой
обработки и старения литых станин или
после термо- или виброобработки сварных
заготовок станин. Чистовая обработка
имеет целью обеспечить требуемую
размерную точность станины (точность
расстояний, поворотов, формы и шероховатости
поверхностей), удаление дефектного слоя
после черновой обработки. Чистовая
обработка может осуществляться тонким
шлифованием, фрезерованием, строганием.
истовая
обработка станин выделяется в отдельный
этап и осуществляется после черновой
обработки и старения литых станин или
после термо- или виброобработки сварных
заготовок станин. Чистовая обработка
имеет целью обеспечить требуемую
размерную точность станины (точность
расстояний, поворотов, формы и шероховатости
поверхностей), удаление дефектного слоя
после черновой обработки. Чистовая
обработка может осуществляться тонким
шлифованием, фрезерованием, строганием.
В![]() иды
фрезерования: однозубой фрезой, фрезой
со ступенчатым расположением зубьев,
фрезерование при наклоне шпинделя на
малый угол.
иды
фрезерования: однозубой фрезой, фрезой
со ступенчатым расположением зубьев,
фрезерование при наклоне шпинделя на
малый угол.
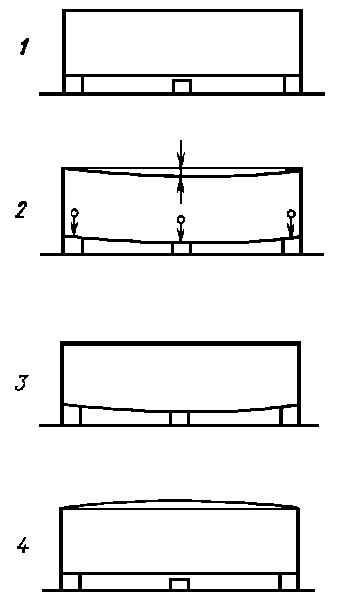
с целью обеспечения равномерности припуска при окончательной обработке используют способ обработки станины в напряженном состоянии по схеме.
Обработка крепежных отверстий осуществляется на чистовом этапе поскольку в следствие их небольших размеров не происходит перераспределение внутренних напряжений и деформаций станин. В зависимости от типа производства осуществляют на заранее настроенных станках, с помощью кондукторов на универсально-сверлильных станках и станках с ЧПУ. Обработка крепежных отверстий ручными машинами может осуществляться по разметке, по шаблонам, по месту в тех случаях, когда невозможно или неэкономично применять станки, например обработка мелких отверстий в торцах крупных станин, а также при обработке отверстий под штифты при сборке.
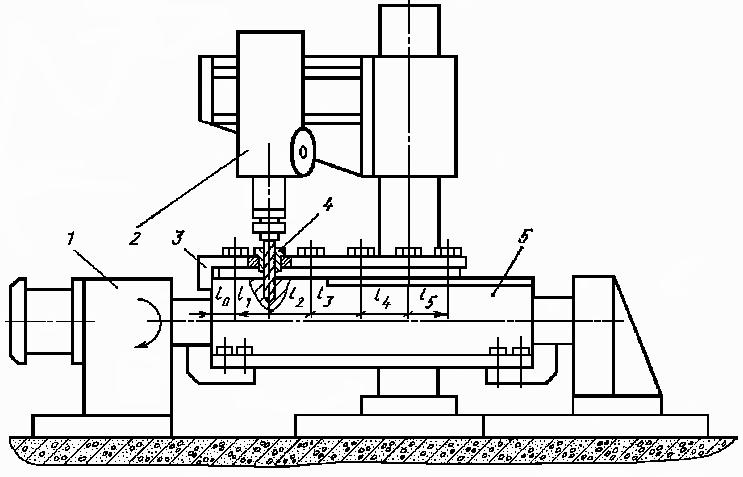
Обработка отверстий в станине в поворотном приспособлении на радиально – сверлильном станке по накладным кондукторам : 1-передняя бабка приспособления; 2- шпиндельная бабка радиально – сверлильного станка; 3- плита накладного кондуктора; 4- сменная втулка кондуктора; 5- заготовка станины.