

1.Методика расчета размерных цепей.
При расчетах полей допусков или полей рассеяния могут быть использованы два метода: 1) расчет на максимум—минимум; 2) вероятностный расчет.
Метод расчета на максимум—минимум
Метод расчета на максимум—минимум
учитывает только предельные отклонения
звеньев размерной цепи и самые
неблагоприятные их сочетания. Например,
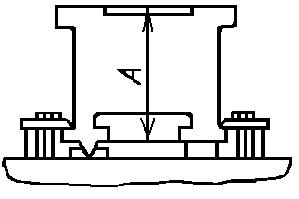
в размерной цепи
![]() показанной
на рис.9.2, предельные отклонения
замыкающего звена будут при следующих
сочетаниях предельных отклонений
составляющих звеньев:
показанной
на рис.9.2, предельные отклонения
замыкающего звена будут при следующих
сочетаниях предельных отклонений
составляющих звеньев:
![]() ;
;
![]() .
.
Вычитая почленно из первого равенства второе, получим
![]() .
.
Но разность верхнего и нижнего предельных отклонений какой-то величины есть поле допуска, в пределах которого допустимы ее отклонения, поэтому
![]() .
.
Это положение действительно и для
размерных цепей с числом составляющих
звеньев
![]() ,
что дает право записать формулу в общем
виде:
,
что дает право записать формулу в общем
виде:
![]() ,
,
где – число составляющих звеньев в размерной цепи.

Рис.9.2. Размерная цепь и допуски, ограничивающие отклонения ее звеньев
При суммировании допусков учитывают абсолютные значения передаточных отношений, поскольку значения полей допусков всегда положительны. Это значит, что для плоских размерных цепей с параллельными звеньями
![]() ,
так как
,
так как
![]() =
1.
=
1.
Таким образом, поле допуска замыкающего звена плоской размерной цепи с параллельными звеньями равно сумме абсолютных значений полей допусков всех составляющих звеньев.
Формула, учитывающая связь поля рассеяния значений замыкающего звена (его отклонений) с полями рассеяния значений составляющих звеньев (их отклонений), может быть получена путем аналогичных рассуждений. Таким образом, поле рассеяния замыкающего звена может быть определено:
![]() ;
;
для плоских размерных цепей с параллельными звеньями
![]() .
.
Теоретико-вероятностный метод расчета
Вероятностный метод расчета учитывает рассеяние размеров и вероятность различных сочетаний отклонений составляющих звеньев размерной цепи.
Теоретическую основу для установления связи между полем допуска замыкающего звена и полями допусков составляющих звеньев размерной цепи дают положения теории вероятностей, касающиеся функции случайных аргументов. Согласно этим положениям
 ,
,
где
![]() -
коэффициент риска, характеризующий
процент выхода значений замыкающего
звена (его отклонений) за пределы
установленного на него допуска;
-
коэффициент риска, характеризующий
процент выхода значений замыкающего
звена (его отклонений) за пределы
установленного на него допуска;
![]()
![]() -
коэффициент, характеризующий выбираемый
теоретический закон рассеяния значений
-
коэффициент, характеризующий выбираемый
теоретический закон рассеяния значений
![]() —
го составляющего звена (его отклонений).
—
го составляющего звена (его отклонений).
Возможное поле рассеяния замыкающего
звена при известных полях рассеяния
![]() ,
составляющих звеньев, коэффициентах
,
и выбранном коэффициенте
можно
рассчитать по формуле
,
составляющих звеньев, коэффициентах
,
и выбранном коэффициенте
можно
рассчитать по формуле
 .
.
В плоских размерных цепях, имеющих звенья, расположенные под углом к выбранному направлению, каждое из таких звеньев можно заменить его проекцией на это направление. Тем самым любую плоскую размерную цепь можно привести к размерной цепи с параллельно расположенными звеньями.
2.Черновая обработка станин. Выбор баз на первой операции.
Черновую обработку литой заготовки станины проводят в целях:
- снять литейную корку и дефектный слой, содержащий отбеленный чугун, с обрабатываемых поверхностей;
- обеспечить необходимое уточнение размеров заготовок;
- удалить с обрабатываемых поверхностей заготовки максимально допустимый объем металла перед последующим старением с учетом обеспечения необходимого припуска для дальнейшей обработки;
- обеспечить равномерные припуски под последующую обработку направляющих;
- обеспечить требуемые размерные связи в станине между всеми обработанными поверхностями станины и литыми необрабатываемыми;
- выявить возможные дефекты литья на всех ответственных поверхностях.
Черновая обработка основания выполняется:
- торцовым фрезерованием,
 строганием,
строганием,обдирочным шлифованием и др.
Выбор метода черновой обработки основания осуществляется с учетом формы контура обрабатываемой поверхности, припуска, числа заготовок в партии, наличия оборудования и других условий производства. Выбор оптимального метода обработки осуществляется по минимуму приведенных затрат или себестоимости обработки.
ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ НА ПЕРВОЙ ОПЕРАЦИИ
В целях обеспечения равномерного припуска наиболее ответственных поверхностей станины, которыми являются направляющие, базирование заготовки на первых операциях при обработке плоскости основания и боковых платиков, используемых в дальнейшем в качестве общих технологических баз, должно осуществляться по литым направляющим.

а) в крупносерийном производстве б) в гибком автоматизированном производстве
Дальнейшая обработка заготовки станины целесообразно по возможности осуществлять, используя общие технологические базы, что является необходимостью сокращения числа установок заготовки для ее полной обработки.
От этого правила отступают в следующих случаях:
невозможности обработать за одну установку поверхности, связанные точными размерами;
если размер должен быть выдержан от литой необрабатываемой поверхности заготовки