

2.4. Выводы и рекомендации.
Применение сталей повышенной прочности с малой (0,65—0,7мм) толщиной листа в кузовостроении позволяет существенно снизить вес конструкции. Но уменьшение толщины листовой стали повышает коррозионную уязвимость кузова, т.к. в случае разрушения защитного покрытия опасность проникающей коррозии будет выше, чем у листовой стали большей толщины Кроме того, штампуемость СПП хуже по сравнению со сталями обычной прочности. Это объясняется как меньшей пластичностью СПП, так и стремлением применить листовую СПП с меньшей толщиной листа. Поэтому эффективное использование СПП требует комплексного подхода, заключающегося в оптимальной конфигурации штампуемых деталей, в совершенствовании технологии штамповки, а также в обеспечении надежной защиты штампованных деталей от коррозионного разрушения.
Можно рекомендовать применение тонколистовых СПП для штамповки деталей достаточно сложной конфигурации, таких как наружная и внутренняя панель дверей. облицовка радии гора, капот, крышка багажника, другие наружные кузовные детали. Следует учитывать при этом, что СИП обладают более высоким сопротивлением вмятинам (вдавливанию) по сравнению с обычными листовыми сталями, что особенно важно для
лицевых деталей.
Целесообразно применение СПП для силовых элементов кузова, что позволит
сохранить или даже увеличить прочность и жесткость кузова при одновременном уменьшении eго массы.
3. Применение композиционных материалов.
Важными характеристиками, конструкционных материалов являются удельная прочность и удельная жесткость. Применение материалов с повышенными значениями этих параметров позволяет снизить массу конструкции при увеличении ее жесткости и прочности. Эта задача является весьма актуальной для кузовостроения, поэтому следует рассмотреть возможность использования материалов с высоким удельными характеристиками для изготовления кузовных деталей.
К данным материалам следует отнести металлические сплавы пониженной плотности, а также композиционные материалы. Из металлических сплавов наибольший интерес для кузовостроения представляют сплавы на основе алюминия и в меньшей степени сплавы на основе магния и титана.
Композиционные материалы по удельной прочности и жесткости превосходят многие конструкционные материалы, в том числе и сталь. Целесообразность их применения в кузовостроении подтверждена многочисленными примерами использования композитов для кузовных деталей серийных автомобилей. Вместе с тем есть ряд факторов, которые не позволяют считать композиты полноценной альтернативой стали в массовом автомобилестроении.
3.1 Композиционные материалы (км).
Композиционными называют материалы, полученные искусственным путем за счет соединения разнородных компонентов, отличающихся по своим механическим, физическим и химическим свойствам
Любой композиционный материал состоит из матрицы и наполнителей:
К М = матрица + наполнитель 2 …
В качестве наполнителя применяют более прочный компонент, и качестве матрицы -более пластичный, вязкий. Наполнитель равномерно распределен в матрице, которая
связывает отдельные элементы наполнителя в единый материал. Механическая нагрузка, приложенная к композиционному материалу, воспринимается матрицей, и через поверхность контакта матрицы с наполнителем передается на элементы наполнителя.
Композиционные материалы различают по типу матрицы или по типу наполнителя (рис 2). В зависимости от типа матрицы КМ подразделяют на следующие виды:
композиты с металлической матрицей (металлокомпозиты);
композиты с полимерной матрицей (полимерокомпозиты);
композиты с углеродной матрицей;
композиты с керамической матрицей.
В композитах применяют наполнители в виде волокон или зерен (частиц). В соответствии с этим различают:
композиты с волокнистым наполнителем (волокниты);
композиты с зернистым (дисперсным) наполнителем (дисперсно армированные КМ).
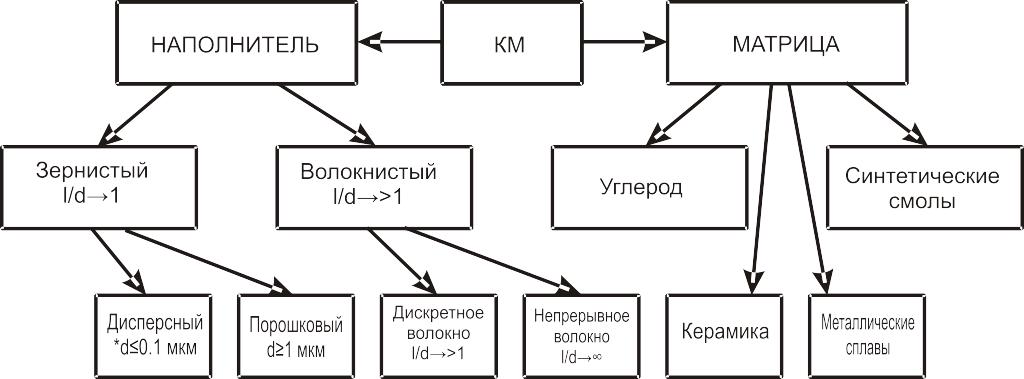
*d — диаметр частиц наполнителя
Рис. 2.