

7.4. Основные требования к лакокрасочным покрытиям.
Лакокрасочные покрытия в процессе эксплуатации автомобиля испытывают комплексное воздействие агрессивной окружающей среды, механических нагрузок, колебаний температуры. Поэтому применяемые в кузовостроении ЛКМ и покрытия из них должны соответствовать следующим основным требованиям:
а) иметь хорошее сцепление с поверхностью детали;
б) обладать достаточной прочностью, твердостью и эластичностью;
в) обладать влагостойкостью, светостойкостью, бензо- и газостойкостью
г) не вызывать коррозии защищаемых поверхностей;
д) иметь хорошие технологические свойства и быстро высыхать после нанесения на поверхность;
е) не менять свои свойства при колебаниях температуры;
ж) обеспечивать необходимый цвет окрашиваемой поверхности при минимальной
толщине и количестве окрашиваемых слоев, т.е. обладать хорошей укрывистостью.
Наиболее высокие требования к лакокрасочным покрытиям предъявляются при окраске кузовов легковых автомобилей, когда качество покрытия должно соответствовать 1-му классу. Это означает, что поверхность покрытия должна быть ровной, гладкой, монотонной, без визуально обнаруживаемых дефектов, таких как отслаивание, пузыри, сорность, наплывы, кратеры, поры и мелкие отверстия. Схематическое изображение лакокрасочного покрытия представлено на рис 7.
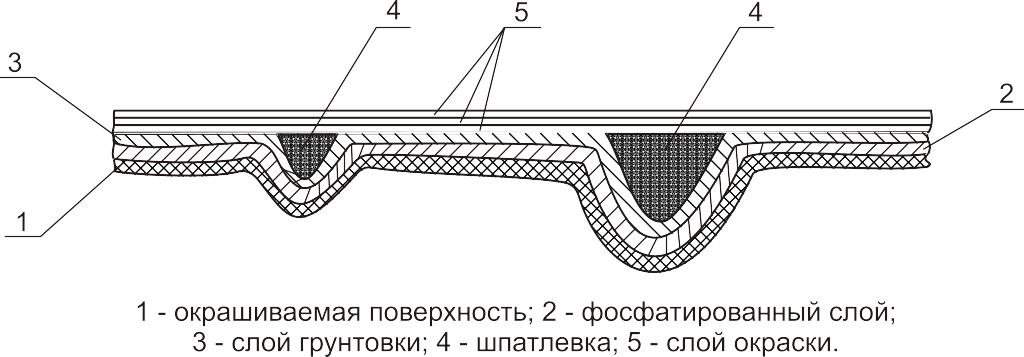
Рис 7.
Общая толщина лакокрасочного покрытия обычно составляет 100—120 мкм.
Прочность лакокрасочного покрытия зависит во многом от оптимального сочетания грунтовок с красками и с материалом окрашиваемой детали. Некоторые варианты такого сочетания приведены в таблице 14.
На прочность лакокрасочного покрытия влияет также совместимость шпатлевок с грунтовками (таблица 15).
8. Материалы и технологии нанесения лакокрасочных покрытий (лкп).
Основными этапами технологии нанесения лакокрасочных покрытий (ЛКП) на автомобильные кузова являются: а) подготовка поверхности кузовов к нанесению ЛКП; 6) фосфатированне; в) грунтование; г) шпатлевание; д) окраска. Кроме указанных операций, в процессе нанесения ЛКП периодически повторяются такие операции, как промывка, обдувка горячим воздухом, сухое и мокрое шлифование, сушка в специальных камерах. Для обеспечения герметичности кузовов производится обработка сварных швов и других соединений специальными герметизирующими составами.
Таблица 14.
Материал деталей
|
Тип грунтовки
|
Эмали и лаки |
||||||||||||
ПФ |
ГФ |
МЛ |
ФЛ |
ЭП |
ХВ |
АК |
КО* |
БТ |
||||||
Спали и чугуны |
ГФ-020; ФЛ-0ЗК |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+** |
+** |
||||
Алюминиевые сплавы |
ФЛ-0ЗЖ; ГФ-031 |
+ |
+ |
+ |
+ |
- |
+ |
** |
+ |
- |
||||
Сплавы на основе меди |
ФЛ-0ЗК; ФЛ-0ЗКК |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
||||
Магниевые сплавы |
ФЛ-0ЗЖ; ГФ-031 |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
||||
Оцинкованная сталь |
ФЛ-0ЗЖ; ГФ-031 |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
||||
Кздмированная сталь |
ФЛ-0ЗЖ; ФЛ-0ЗК ФЛ-03 КК |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
- |
||||
Таблица 15 |
||||||||||||||
Типы грунтовок |
Типы шпатлевок |
|||||||||||||
Глифталевые |
Алкидно-стирольные |
Нитроцеллюлозные |
Хлорвиниловые |
|||||||||||
Полиакриловые |
+ |
+ |
+ |
+ |
||||||||||
Винилацетиленовые |
+ |
+ |
+ |
+ |
||||||||||
Глифталевые |
+ |
+ |
+ |
+ |
||||||||||
Меламиновые |
+ |
+ |
- |
- |
||||||||||
Пентафталевые |
+ |
+ |
+ |
+ |
||||||||||
Фенольные |
+ |
+ |
+ |
+ |
||||||||||
Эпоксидные |
+ |
+ |
- |
- |
||||||||||
Эпоксиэфирные |
+ |
+ |
- |
- |
||||||||||
Знак «+» означает пригодность, а знак «-» — непригодность грунтовок для данных змалей и лаков.
*— эмали и лаки для эксплуатации при высоких температурах;
** - эмали и лаки можно наносить на незагрунтованную поверхность.