

32. Основные сведения о посадках деталей
Посадкой называется характер соединения сопрягаемых деталей, определяемый разностью их размеров, т. е. наличием зазора или натяга.
ГОСТом установлен определенный перечень посадок, которые разделяются на три основные группы: подвижные, неподвижные и переходные.
Если при сопряжении получается зазор, то посадка является подвижной, если же получается натяг, то посадка является неподвижной. Подвижные посадки могут иметь зазоры, а неподвижные — натяги разной величины в зависимости от разности диаметров сопрягаемых деталей.
Посадки, дающие в соединении небольшие натяги или малые зазоры, являются переходными.
Каждая посадка в любой группе имеет определенное название и условное обозначение, характеризующее в какой-то степени ее свойства.
Зазор - разность размеров отверстия и вала, если размер отверстия больше размера вала.
Натяг - разность размеров вала и отверстия, если до сборки размер вала больше размера отверстия.
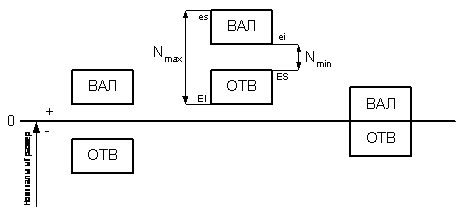
Посадка с зазором - обеспечивает зазор в соединении, и характеризуется величинами наибольших и наименьших зазоров, при графическом изображении поле допуска отверстия расположен выше поля допуска вала.
![]()
![]()

Посадка с натягом - образует зазор в соединении, характеризуется величинами наибольших и наименьших натягов, при графическом поле допуска отверстия ниже поля допуска вала.
![]()
![]()
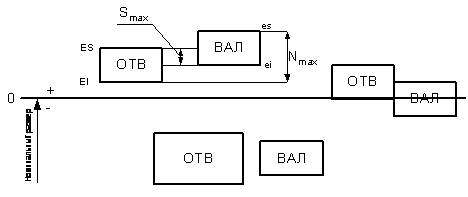
Переходная посадка - характеризуется наибольшим зазором и натягом, при графическом изображении поля допусков пересекаются частично или полностью.
31. Основные сведения о допусках
Номинальный размер- размер относительно которого определяют предельные размеры и отсчитывают отклонения.
Действительный размер – размер детали установленный её измерением с допустимой погрешностью.
Предельные размеры – два предельно допустимых размера между которыми должен находиться действительный.
Алгебраическая разность между наибольшим предельным и наименьшим предельным называется допуском
TD = Dmаx – Dmin допуск отверстия
Td = dmаx – dmin допуск вала
Допуск характеризует точность изготовления детали. Точностью размера называют степень приближения действительного размера к заданному (т.е.номинальному) размеру. С уменьшением погрешности точность увеличивается. Это означает, что чем меньше величина допуска, тем выше точность, тем труднее обрабатывать деталь вследствие повышения требований к точности станка, приспособлений, инструмента и квалификации рабочего.
Для упрощения чертежей введены предельные отклонения от номинального размера. Отклонением называют алгебраическую разность между размером (действительным, предельным) и соответствующим номинальным размером. Отклонения отверстий обозначают прописной буквой латинского алфавита - Е, валов - строчной буквой е. Соответственно получаем следующие виды отклонений:
Действительное отклонение: Er = Dr –D ; er = dr -d
Верхнее отклонение: ES = Dmаx – D ; es = dmax - d
Нижнее отклонение: EI = Dmin – D ; ei = dmin - d
Среднее отклонение: Еср = 0,5(ES + EI); еср = 0,5(es + ei)