

10.6 Модальные группы
Модальные команды собраны в наборы, названные "модальными группами", и только один член модальной группы может действовать в любой взятый момент времени. В общем модальные группы содержат команды, которые логически не могут применяться в одно время - как измерение в дюймах против измерения в миллиметрах. Станок может находиться одновременно во множестве режимов, с одним действующим режимом из каждой модальной группы. Модальные группы показаны на рисунке 10.3.
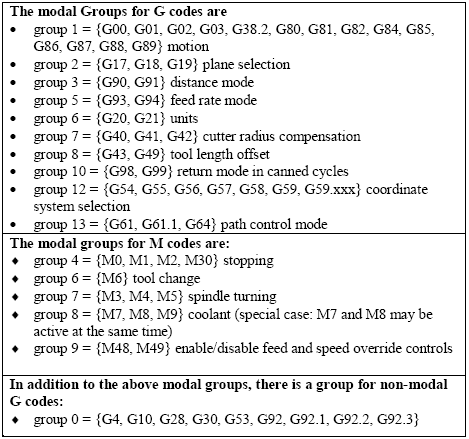
Рисунок 10.3 - Модальные группы
Для нескольких модальных групп, когда станок готов к приему комманд, один член группы должен действовать. Для этих модальных групп существуют настройки по умолчанию. Когда станок включается или ре-инициализируется, автоматически применяются значения по умолчанию.
Группа 1, первая группа в таблице, это группа G кодов для движения. Один из них всегда действует. Этот один называется текущим режимом движения.
Является ошибкой помещение G-кода из группы 1 и G-кода из группы 0 в одной строке если оба используют названия осей. Если G-код из группы 1 использующий название оси находится в действии на строке (тоесть был активирован в одной из предыдущих строк), и в строке появляется G-код из группы 0 использующий название оси, активность G-кода из группы 1 подразумевается для этой строки.
G-коды из группы 0 использующие названия осей это: G10, G28, G30 и G92.
Mach3 отображает текущий режим сверху каждого экрана.
10.7 G Коды
G коды языка ввода Mach3 показаны на рисунке 10.4 и описаны в подробностях.
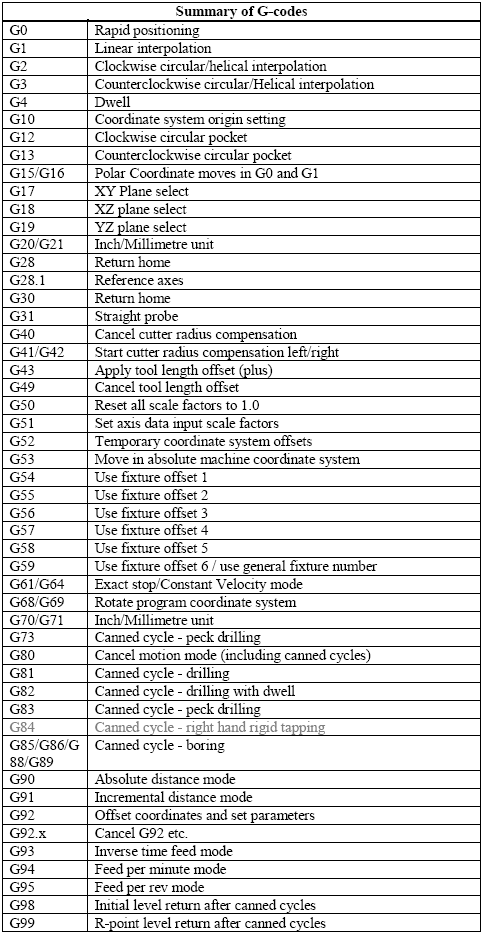
Рисунок 10.4 - Таблица G кодов
Описания содержащие прототипы команд написаны другим шрифтом.
В прототипах команд, тильда (~) обозначает реальное значение. Как описано ранее, реальное значение может быть (1) явным числом, например 4.4, (2) выражением, например [2+2.4], (3) значением параметра, например #88, или (4) значением одиночной функции, например acos[0].
В большинстве случаев, если дано название оси (любой из них X~, Y~, Z~, A~, B~, C~, U~, V~, W~), то оно обозначает точку назначения. Номера осей по отношению к активной в данный момент координатной системе, если только не описано использование абсолютной системы координат. Там где названия осей необязательны, любые пропущенные оси будут иметь их текущие значения. Любые предметы в прототипах команд не явно описанных как необязательные требуются. Если требуемый предмет пропущен, то это ошибка.
U, V и W это синонимы A, B и C. Использование A с U, B с V и т.д. ошибочно (как использование А дважды в строке). В подробном описании кодов U, V и W не явно упоминаются каждый раз, но используются как A, B или С.
В прототипах, значения следующие за буквами зачастую даются как явные числа.
Если не указано другое, явные числа могут быть действительными значениями. Например G10 L2 может быть равнозначно заменено G[2*5] L[1+1]. Если значение параметра 100 равно 2, то G10 L#100 будет означать то же самое. Использование действительных значений которые не explicit числа как только что было показано в примере редко бывает полезным.
Если в прототипе написано L~, то зачастую "~" будет воспринято как "L число". Соответственно "~" в Н~ можно назвать "Н числом" и так далее для любой другой буквы.
Если фактор шкалы применен к любой оси то он будет применен к значению отвечающих X, Y, Z, A/U, B/V, C/W выражений и к относящимся I, J, K или R выражениям когда они используются.