

8.4.3 Растровый и спиральный рендеринг
Как только вы выберете один из растровых методов у вас попросят ввести значения переступания. Смотри рисунок 8.6. Они определяют расстояние между растровыми линиями и длину коротких сегментов, делаемых на каждой строке. Общее количество движений равно Размер Х / Переступание Х * Размер Y / Переступание Y и конечно увеличивается как квадрат размера объекта и инверсированный квадрат размера перешагивания. Вам следует начать с небольшого разрешения для избежания невероятного размера файлов и длительного времени вырезания.
8.4.4 Рендеринг диффузии точек
Если вы выберете метод рендеринга Диффузии Точек, то от вас потребуется различный набор подробностей. Диффузия Точек "высверливает" последовательность точек в упорядоченной сетке. Глубина каждой точки определяется оттенком серого в этой точке изображения. Число точек необходимых для того чтобы покрыть площадь вычисляется фильтром на основе инструмента и рельефа выбранной вами гравировки. Рисунок 8.7 иллюстрирует необходимые данные.
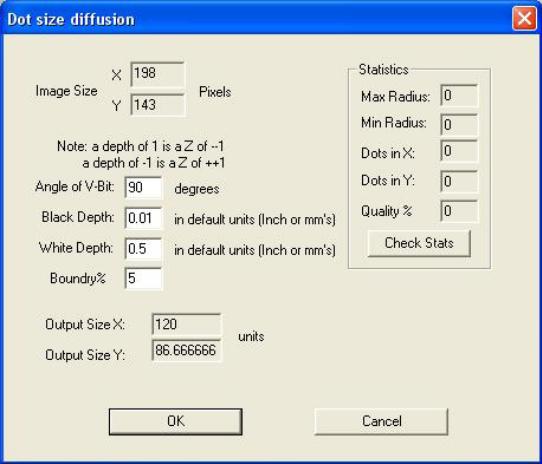
Рисунок 8.7 – Параметры диффузии точек
Каждая точка состоит из движения в ее местоположение, движения по Z на ее глубину и обратное движение по Z. Вы должны подготовить ваше изображение с помощью подходящего фото-редактора чтобы иметь разумное количество пикселей для управления загрузкой вычислений при диффузии точек. Статистика полученная с помощью кнопки Проверить Состояние даст вам представление насколько чуствительными были выбранные вами параметры.
Теперь определившись с техникой рендеринга вы устанавливаете Безопасное Z, на котором будет производиться движение над заготовкой и определяете черное или белое будет более глубоким надрезом.
8.4.5 Запись файла g-кода
Наконец нажмите кнопку Конвертировать для собственно импорта данных в Mach3Mill. У вас спросят имя файла для сгенерированного кода. Нужно вписать полное имя включая расширение которое вы хотите использовать или выбрать существующий файл чтобы переписать его. Обычно расширение будет .ТАР.
Заметки:
- Фильтр импорта запускается через обращение к Mach3 и запуск программы фильтра. Если вы переключитесь на экран Mach3Mill (например случайно нажав на нем) то он будет выглядеть закрытым. Вы можете легко продолжить используя Панель Задач Windows чтобы вернуться к фильтру и завершить процесс импорта. Это похоже на запуск Редактора для подпрограммы.
- Если ваш .ТАР файл уже существует и открыт в Mach3, то фильтр импорта не сможет произвести запись в него. Предположим что вы испытали импорт и хотите изменить трансляцию повторным импортом, тогда нужно убедиться что вы закрыли .ТАР файл в Mach3 перед повторением импорта.
- Перед запуском нужно определить уровень подачи с помощью MDI или редактирования подпрограммы.
- Диффузия точек требует большой производительности от оси Z. Безопасную Z нужно устанавливать как можно ниже для минимизации проходимого расстояния и очень точно настроить двигатель оси. Потеря шагов при гравировке испортит всю работу!
9. Компенсация резака
=====================================================================
Компенсация резака это возможность Mach3 которой вам возможно никогда не прийдется пользоваться. Большинству CAD/CAM программ можно указать номинальный диаметр вашей фрезы, и выводимая подпрограмма будет учитывать его при вырезании отверстий. Так как CAD/CAM программы имеют лучшее представление о вырезаемых формах, это может сработать лучше чем в Mach3 при обхождении на неровных углах.
Наличие компенсации в Mach3 позволяет вам: (а) использовать инструменты иного диаметра чем запрограммировано или (b) использовать подпрограмму, описывающую желаемую внешнюю линию вместо пути центра инструмента (возможно прописанного вручную).
Однако, так как компенсация это нетривиальная задача, все что вам необходимо для ее использования описано в это разделе.
Эта возможность находится в разработке и в финальном релизе Mach3 может значительно измениться.