

6.2.18 Семейство выводов Лазерных Триггеров
Mach3 выведет импульс на Digitise Trigger Out Pin (если определено) когда оси Х и Y пересекут точки триггеров.
Группа управления лазерными триггерами позволяет вам определить сетку точек в текущих единицах и относительно произвольно заданной величины.
Наэмите Laser Grid Zero когда управляемая точка будет в начале сетки. Определите позиции линий сетки и оси Х и Y и нажмите Toggle чтобы включить вывод импульсов каждый раз когда ось пересечет линию сетки.
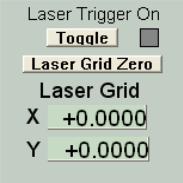
Рисунок 6.20 – Семейство Digitise Pulse
Эта функция экспериментальна, и в последующих релизах ее планируется изменить.
6.2.19 Семейство специалированного управления
Mach3 дает производителю станка, который может быть вашим поставщиком, возможность добавить целый ряд функций с помощью специализированных экранов, которые могут содержать DRO, LED и кнопки исполтзуемые программами VB (прикрепленные к кнопкам или запускаемые из файлов макросов). Примеры приведены в руководстве по Кустомизации Mach3. Эти примеры также показывают как разные экраны Mach3 могут выглядеть чтобы подходить для различных приложений, даже если они выполняют в сущности одну и ту же функцию.
6.3 Использование мастеров
Мастера Mach3 это расширения функций бучения, которые позволяют определить некоторые операции обработки с использованием одного или более специальных экранов. После Мастер сгенерирует G-код чтобы сделать требуемые надрезы. Примеры Мастеров включают в себя сверление массива отверстий и гравировку текста.

Рисунок 6.21 – Выбор Мастера
Кнопка Load Wizards отображает таблицу мастеров, установленных на вашей системе. Вам нужно выбрать требуемый и нажать Run. Отобразится экран Мастера (или иногда один из нескольких экранов). Рисунок 6.22 показывает Мастер гравировки текста.
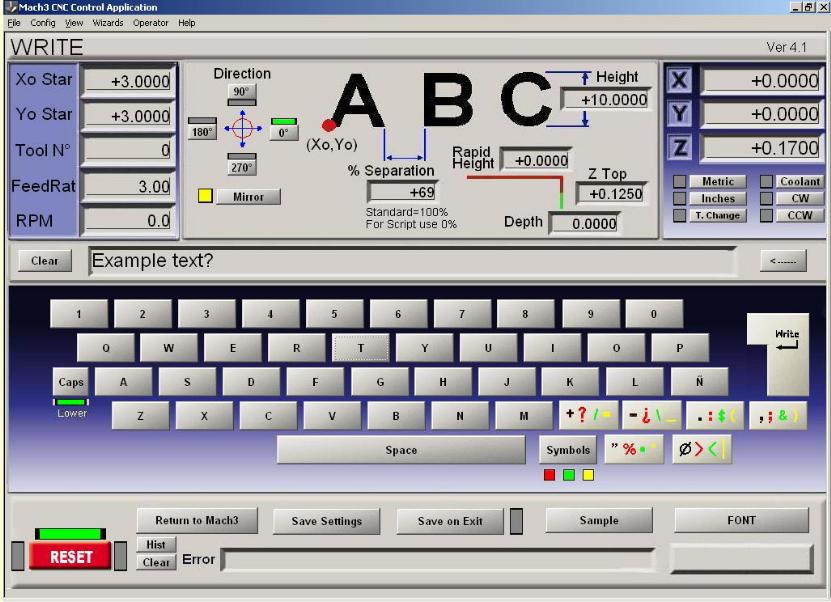
Рисунок 6.22 – Экран записи мастера
Мастера были предоставлены несколькими авторами и в зависимости от их назначения кнопки управления будут несколько отличаться. Однако в каждом мастере есть возможность отправить G-код в Mach3 (обозначенная как Write на рисунке 6.22), что означает автоматический возврат к главному экрану Mach3. Большинство Мастеров дают возможность сохранить ваши настройки, так что повторный запуск Мастера выведет те же начальные значения на DRO и т.д. Рисунок 6.23 показывает участок экрана Пути инструмента после нажатия кнопки Write на рисунке 6.22.
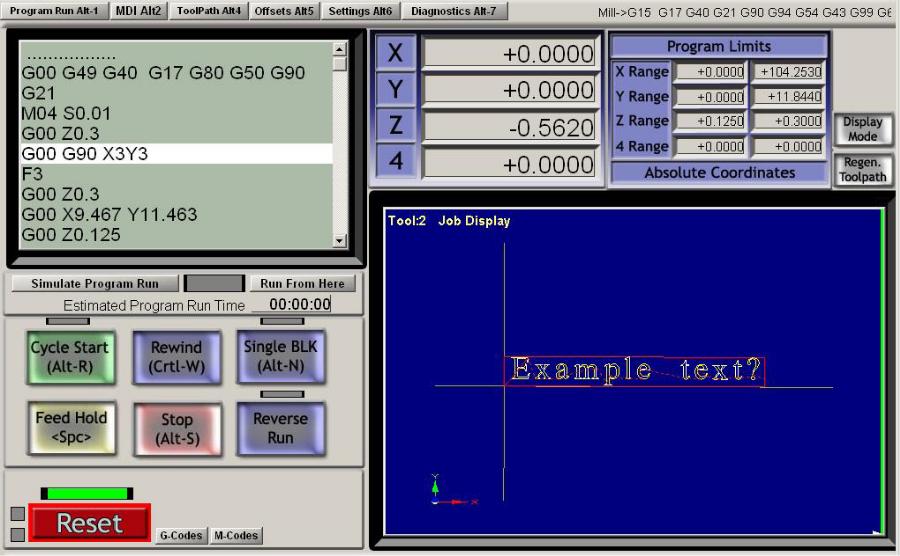
Рисунок 6.23 – После нажатия Write в мастере
Кнопки Last Wizard запускают последний использовавшийся мастер без необходимости выбирать его из списка.
Кнопка Conversational запускает набор мастеров, разработанных Newfangled Solutions. Они поставляются с Mach3 но требуют отдельной лицензии для использования их для генерации кода.
6.4 Загрузка управляющей программы g-кода
Если у вас есть готовая управляющая программа написанная вручную или с помощью пакета CAD/CAM, то вы можете загрузить ее в Mach3 используя кнопку Load G-Code. Вам нужно будет выбрать файл из стандартного диалога открытия файла Windows. Как альтернатива, вы можете выбрать из списка недавно использовавшихся файлов, который отображается при нажатии кнопки Recent Files.

Рисунок 6.24 – Загрузка G-Кода
Когда файл выбран, Mach3 загрузит и проанализирует код. Это сгенерирует путь инструмента для него, который будет показан и установит program extrema.
Загруженный код программы будет отображен в окне списка G-кодов. Вы можете пролистать его передвигая подсветку текущей линии используя полосу прокрутки.