

6.2.6 Семейство управления подачей
6.2.6.1 Единицы подачи в минуту
DRO Prog Feed показывает скорость подачи в текущих единицах (дюймы/миллиметры в минуту). Они задаются выражением F в управляющей программе или вводом в DRO F. Mach3 будет стремиться использовать эту скорость как действительную скорость скоординированного движения инструмента по материалу. Если эта скорость недостижима вследствии максимально разрешенной скорости любой из осей, то действительная скорость подачи будет максимально возможной.
6.2.6.2 Единицы подачи на оборот.
Так как современные резаки часто классифицируются по разрешенной нагрузке на инструмент, то возможно удобнее будет определять подачу на оборот. DRO Prog Feed указывает скорость подачи в текущих единицах (дюймы/миллиметры) на оборот шпинделя. Это значение задается выражением F в управляющей программе или вводом в DRO.

Рисунок 6.7 Семейство управления подачей
Оборот шпинделя может определяться как DRO S так и измеренной скоростью, полученной путем подсчета начальных импульсов. Config>Logic содержит checkbox, определяющую которую Mach3 будет принимать.
Чтобы использовать подачу единицы/обороты, Mach3 должен знать значение выбранного замера скорости шпинделя (т.е. она должна быть (а) определена выражением S или данными введенными в DRO S в семействе управления скоростью шпинделя или (b) Index должен быть подключен для измерения действительной скорости шпинделя).
Обратите внимание, что числовые значения в управлении будут очень сложны, если только скорость шпинделя не близка к 1 обороту в минуту! Так что использование рисунка для подачи в минуту в режиме подачи на оборот может привести к катастрофическим последствиям.
6.2.6.3 Дисплей подачи
Используемая в работе действительная подача, подходящая для скоординированного движения всех осей отображается в Единицы/минуту и Единицы/оборот. Если скорость шпинделя не задана и действительная скорость шпинделя не измерена, то значение подачи на оборот будет бессмысленным.
6.2.6.4 Обход подачи
Если только не включено М49 (отключение обхода скорости подачи), скорость подачи можно обойти вручную, в пределах от 20% до 299%, вводя процент в DRO. Это значение может меняться (если шаг 10%) кнопками или их клавиатурными сокращениями и сбрасываться на 100%. LED предупреждает что обход действует.
DRO FRO отображает вычесленный результат применения профента обхода устанавливаемого для скорости подачи.
6.2.7 Семейство управления запуском программы
Эти элементы управления отвечают за выполнение загруженной управляющей программы или команд в строке MDI.
6.2.7.1 Запуск цикла
Предупреждение безопасности: Обратите внимание что кнопка Cycle Start в общем случае запускает движение шпинделя и осей. Она всегда должна быть настроена на оперирование «двумя руками», и если вы настраиваете свои собственные горячие клавиши, она не должна быть единичным нажатием клавиши.
6.2.7.2 FeedHold
Кнопка Feedhold остановит выполнение управляющей программы как можно быстрее, но управляемым способом, так чтобы можно было перезапустить кнопкой Cycle Start. Шпиндель и охлаждение останутся включенными, но при необходимости их можно остановить вручную.
Когда активна FeedHold вы можете перегнать оси, сменить сломанный инструмент и т.д. Если вы остановили шпиндель или охлаждение, то перед продолжением вы возможно захотите снова ее включить перед тем как продолжить работу. Mach3 запомнит позиции осей во время активации FeedHold и вернется к ним перед продолжением выполнения управляющей программы.
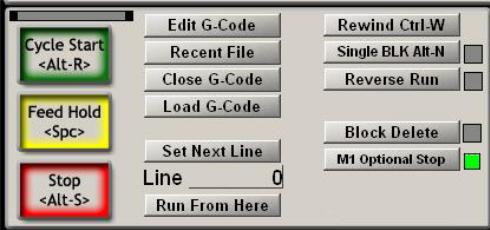
Рисунок 6.8 – Семейство запуска программы
6.2.7.3 Останов
Stop как можно быстрее останавливает движение осей. Это может привести к потере шагов (особенно на осях с шаговыми двигателями) и перезапуск может быть некорректным.
6.2.7.4 Rewind
Перематывает загруженную в данный момент управляющую программу.
6.2.7.5 Single BLK
SingleBLK нажимаемая кнопка (с LED индикатором). В режиме Single Block, Cycle Start выполнит одну следующую строку управляющей программы а после переходит в FeedHold.
6.2.7.6 Reverse Run
Reverse Run нажимаемая кнопка (с LED индикатором). Ее следует использовать после Feed Hold или Single Block и следующий Cycle Start заставит программу запуститься в обратном порядке. Это иногда полезно для выхода из состояния потерянной дуги при плазменной резке или сломанном инструменте.